标准化组织分为国际标准化组织、区域标准化组织、行业标准化组织、国家标准化组织。在计算机通信及网络领域,主要的标准化组织有ISO、TIU、TIA、EIA、IEEE等。ISO由130多个国家参与,其总部设在瑞士日内瓦,ISO的任务是促进全球范围内的标准化及其有关活动的开展,以利于国际间产品与服务的交流以及在知识、科学、技术和经济活动中发展国际间的相互合作。......
2023-11-25
1.推杆
推杆为直杆式,它可改制成拉杆或直接用作复位杆,也可作为推管的芯杆使用等。
(1)推杆的尺寸规格 推杆的尺寸规格和公差、材料指南和硬度要求、标记,可查阅国家标准GB/T 4169.1—2006。
(2)推杆的固定方法 推杆的固定方法如图8⁃13所示。其中图8⁃13a所示为轴肩垫板连接,是最常用的固定方式。推杆与固定孔间应留一定的间隙,装配时推杆轴线可少许移动,以保证推杆与型芯固定板上的推杆孔之间的同轴度,并建议钻孔时采用配加工的方法。图8⁃13b所示是采用等厚垫圈垫在顶出固定板与垫板之间,这样可免去在固定板上加工凹坑。图8⁃13c的特点是推杆高度可以调节,螺母起固定锁紧作用。图8⁃13d、f所示是采用顶丝和螺钉固定。以上三种固定方法均可省去垫板。图8⁃13e所示为用于较细的推杆,以铆接的方法固定。
(3)推杆与推杆孔的配合 推杆与推杆孔间为滑动配合,一般选H8/f8,其配合间隙兼有排气作用,但不应大于所用塑料的排气间隙(视所用塑料的熔融粘度而定),以防漏料。配合长度一般为推杆直径的2~3倍。推杆端面应精细抛光,因其已构成型腔的一部分。为了不影响塑件的装配和使用,推杆端面应高出型腔表面0.1mm。
推杆顶出是应用最广的一种顶出形式,几乎适用于各种形状塑件的脱模。但其顶出力作用面积较小,如设计不当,易发生塑件被顶坏的情况,而且还会在塑件上留下明显的顶出痕迹。
2.扁推杆
国家标准GB/T 4169.15—2006规定了塑料注射模用扁推杆的尺寸规格和公差、材料指南和硬度要求、标记。
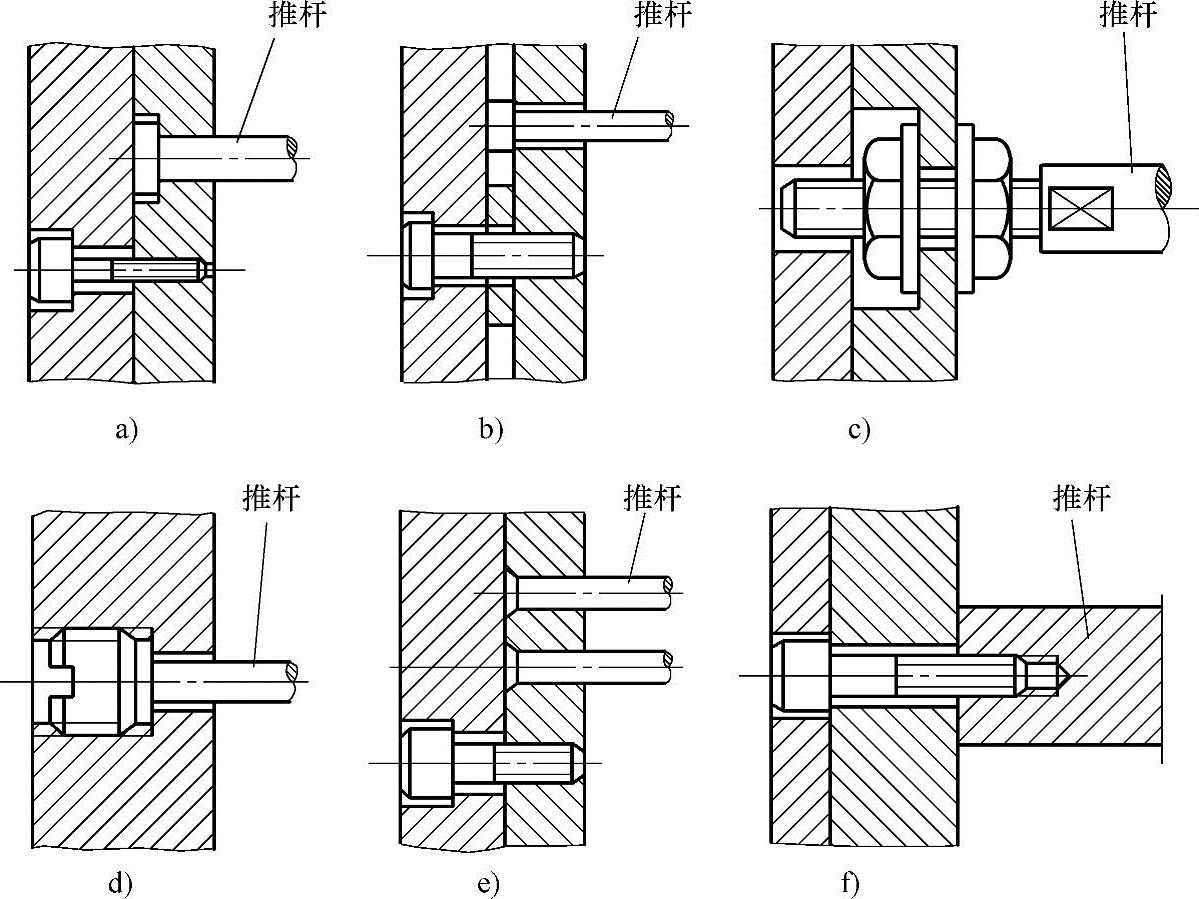
图8⁃13 推杆的固定方法
3.带肩推杆
国家标准GB/T 4169.16—2006规定了塑料注射模用带肩推杆的尺寸规格和公差、材料指南和硬度要求、标记。
4.复位杆
国家标准GB/T 4169.13—2006规定了塑料注射模用复位杆的尺寸规格和公差、材料指南和硬度要求、标记。
5.推板
推板用于支承推出复位(杆)零件,传递机床推出力,也可用作推杆固定板和热固性塑料压胶模、挤胶模和金属压铸模中的推板。
推板的宽度是由板面所能利用的最大投影面积,布置推杆的位置(考虑到采用卸料板顶出时,过渡推杆的位置)和保证与垫块有一定活动间隙的情况下决定的,标准中宽度(W)的范围为90~790mm。标准中规定,一种宽度(W)有2挡或3挡厚度值(H),可以按使用要求,选用推板和推杆固定板相同厚度,也可选用不同厚度进行组合,但选用的推板厚度(H)一般大于推杆固定板的厚度。
(1)推板的尺寸规格 GB/T 4169.7—2006规定了塑料注射模用推板的尺寸规格和公差、材料指南和硬度要求、标记,可查阅国家标准GB/T 4169.7—2006。
(2)推板的应用 推板脱模机构不需要回程杆复位。推板应由模具的导柱导向机构导向定位,以防止推板孔与型芯间的过度磨损和偏移。为防止推杆与推板分离,推板滑出导柱,推杆与推板用螺纹连接,如图8⁃14a所示。应注意,该种结构在合模时,顶出板与模具底脚之间应留2~3mm的间隙。当导柱足够长时,推杆与推板也可不连接,如图8⁃14b所示。对于有多个圆柱型芯相配的推板,大多镶上淬火套与型芯相配,便于加工和调换。图8⁃14c所示的结构适用于两侧具有顶出杆的塑料注射机,模具结构可简化,但推板要增大并加厚。
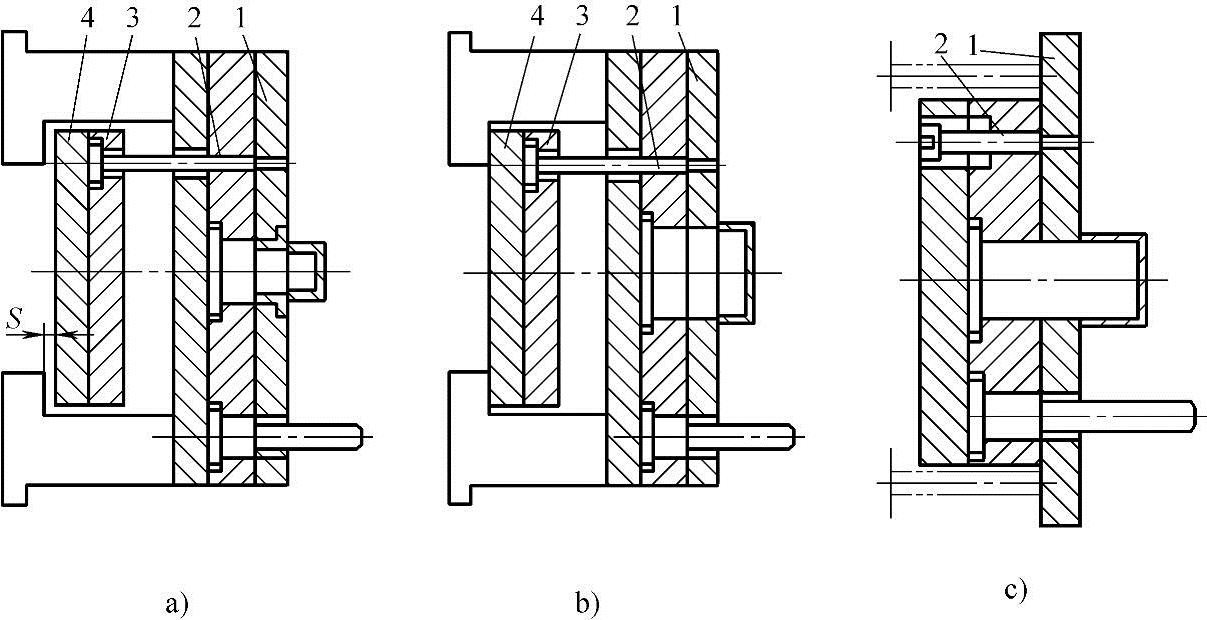
图8⁃14 推板脱模机构
1—推板 2—顶杆 3—顶杆固定板 4—顶出板
推板与型芯之间要有高精度的间隙、均匀的动配合。要使推板灵活脱模和回复,又不能有塑料熔体溢料,最大单向间隙应限制在0.05mm以下。对低翻度的,如PA等,应不超过0.01mm。为防止过度磨损和咬合发生,推板孔与型芯应做淬火处理。推板脱模的分型面应尽可能为简单无曲折的平面。
在有些场合,如图8⁃15所示,在推板与型芯间留有单边0.2mm左右的间距,避免两者之间接触。又有锥形配合面起辅助定位作用,可防止推板孔偏心而引起溢料,其斜度为10°左右。
6.推管
推管脱模常用于圆筒状塑件推出。它提供了均匀的脱模力,用于一模多腔成型更为有利。将型腔和型芯均设计在动模,可保证制件孔与其外圆的同轴度。对于台阶筒体和锥形筒体,只能用推管脱模。
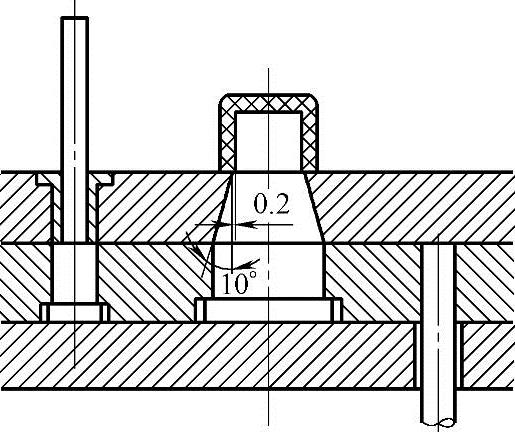
图8⁃15 有周边间距和锥形配合面的推板
推管内外表面都必须能顺利滑动。其滑动长度的淬火硬度为50HRC左右,且等于脱模行程与配合长度之和,再加上5~6mm的余量,非配合长度均应用0.5~1mm的双面间隙。推管在推出位置与型芯应有8~10mm的配合长度,推管壁厚应在1.5mm以上。必要时采用阶梯推管。
国家标准GB/T 4169.17—2006规定了塑料注射模用推管的尺寸规格和公差、材料指南和硬度要求、标记。
7.限位钉
限位钉是用于支承推出机构,并用以调节推出距离,防止推出机构复位时受异物阻碍的零件。国家标准GB/T 4169.9—2006规定了塑料注射模用限位钉的尺寸规格和公差、材料指南和硬度要求、标记。
有关塑件成型方案拟定与模具设计的文章

标准化组织分为国际标准化组织、区域标准化组织、行业标准化组织、国家标准化组织。在计算机通信及网络领域,主要的标准化组织有ISO、TIU、TIA、EIA、IEEE等。ISO由130多个国家参与,其总部设在瑞士日内瓦,ISO的任务是促进全球范围内的标准化及其有关活动的开展,以利于国际间产品与服务的交流以及在知识、科学、技术和经济活动中发展国际间的相互合作。......
2023-11-25

导向机构的主要功能是保证动、定模部分能够准确对合。同时,导向机构还可以对推出机构的运动和二次分型机构进行导向。带头导柱的常用结构分为两段,近头段为在模板中的安装段,标准采用H7/m6配合;另一段为滑动部分,其与导套的配合为H7/f6。导柱与导向孔或导套的配合长度不应小于10mm。......
2023-06-30

丰田把传统企业管理中,官僚式由上而下的企业制度取消了,而采取了网络化、有弹性与创新的制度,这就是丰田的标准化作业。作业标准化、标准化作业、变化点管理和改善优化是标准化作业管理的动态循环。而在丰田汽车公司,标准作业的各项组成要素,主要是由现场监督人员具体决定的。因此,丰田公司的标准化不仅仅是使作业人员的工作可重复且有效率。在丰田公司,标准化作业的目的,是通过必要的、最小数量的作业人员进行有效生产。......
2023-12-07
庆阳广播电视台按照这一指示精神,全面聚焦主题主线,做好时政新闻和主题报道。主题报道多点聚焦,紧扣选题六度合一,主题报道和典型宣传是新闻工作的一体两翼,庆阳广播电视台踩节点、抓热点、报焦点、解疑点,全媒体共开设主题栏目123个,推出主题报道3172条。......
2023-08-10
在改进或维修机器、部件时,有时会遇到机器、部件中某一零件损坏,而又无配件或图纸,这时就必须对零件进行测量并绘制该零件的零件图,以便作为制造该零件的依据。这种根据已有零件绘制零件图的过程称为零件测绘。零部件测绘旨在提高学生的动手能力,正确使用工具拆卸机器、部件,使用量具测量零件,训练徒手绘制草图的能力,掌握相关知识的综合应用,培养与他人合作的精神。掌握零件尺寸的测量方法。......
2023-06-24

数据标准化以默认的数据模型和数据库中定义的所有对象为执行对象,为提高效率,仅对异常或需要重点管理的对象进行数据标准化管理。数据标准化操作主要应用在数据库中,因使用对象的局限性,业务用语不一定需要标准化。索引是业务用语标准化常见的例子。其他数据标准相关要素。除了用语、词、域和代码等一般数据管理标准,也可根据需要管理数据模型中定义的主题区域、关系名和数据库中定义的数据库、数据库模式、TABLESPACE、 INDEX、 CONSTRAINT等标准。......
2023-11-16

进入装配设计工作台操作参见1.2。零件导入装配图中将两个零件都导入装配工作台中,模型树中显示两个零件的名称。双击装配图的名称“Product1”,使零件处于装配工作台。图14-1 对话框定义固定零件单击工具栏内的图标,出现对话框。在图形区选择曲线零件,出现一个消息框,提示现在设置的机构可以被模拟。......
2023-07-01

国家标准规定有20个公差等级和28个基本偏差代号。所以,对公差带的选用应加以限制。在极限与配合制中,对公称尺寸≤500mm的常用尺寸段,标准推荐了孔、轴的一般、常用和优先公差带,分别如图2-15和图2-16所示。图中为一般用途公差带,轴有116个,孔有105个;线框内为常用的公差带,轴有59个,孔有44个;圆圈内为优先公差带,轴、孔均有13个。这些公差带的上、下偏差均可从极限与配合制表中直接查得。......
2023-06-15
相关推荐