PLC进行定位控制前必须搜索到原点位置,从而建立运动控制的坐标系。FX3U系列PLC配置了相对位置控制和绝对位置控制的指令。图2-65定位控制过程图2-65中,最高速度受限于电动机和PLC的最大输出频率,指定速度应不大于允许的最高速度。下面仅对YL-335B定位控制中所使用的部分特殊软元件加以介绍。......
2025-09-29
对于精密、大型模具,以及导向零件(如导柱)需要承受较大侧向力的模具,在模具上通常要设计锥面、斜面或导正卧销精定位装置。
1.锥面精定位装置
在成型精度要求高的大型、深腔、薄壁塑件时,型腔内侧向压力可能引起型腔或型芯的偏移。如果这种侧向压力完全由导柱承担,就会造成导柱折断或卡死,这时除了设置导柱导向外,还应增设锥面定位机构,如图7⁃3所示,锥面配合有两种形式,一种是两锥面之间有间隙,将经淬火镶块6装于模具上,如右上侧的放大图所示,使之和锥面配合,以制止偏移。另一种是两锥面直接配合,如右下侧的放大图所示,这时两锥面都要经淬火处理,角度5°~20°,高度要求大于15mm,这是合理的结构。

图7⁃3 锥面定位机构
1—定模板 2—导柱 3—型腔板 4—动模固定板 5—支承板 6—淬火镶块
在锥面定位机构设计中要注意锥面的开设方向。如果是型芯模块环抱型腔模块,型腔模块无法向外胀开,在分型面上不会形成间隙,如图7⁃4所示。图7⁃4a所示为采用凹模块环抱型芯模块,这不合理,因为在注射压力的作用下凹模模块会有向外胀开的可能,导致在分型面上形成间隙。图7⁃4b所示则是型芯模块环抱凹模模块,使得凹模模块受力时无法胀开,是合理的结构形式。
图7⁃5所示为锥形导柱定位装置,定位精度高,但只适用于侧向力不大的小型模具。
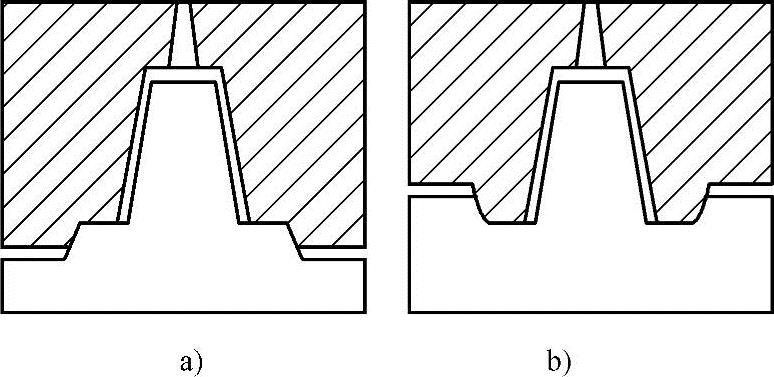
图7⁃4 锥面的开设方向

图7⁃5 锥形导柱定位装置
1—定模板 2—锥形导柱 3—导套 4—动模板
2.斜面精定位装置
对于矩形型腔也可采用斜面定位,在型腔四周利用几条凸起来的斜边块定位,如图7⁃6所示。
图7⁃7所示为通常采用的斜面精定位结构,斜面定位块(即淬火耐磨块6和8)都是镶在模具上的,以便于调整。

图7⁃6 矩形型腔斜面精定位装置(https://www.chuimin.cn)
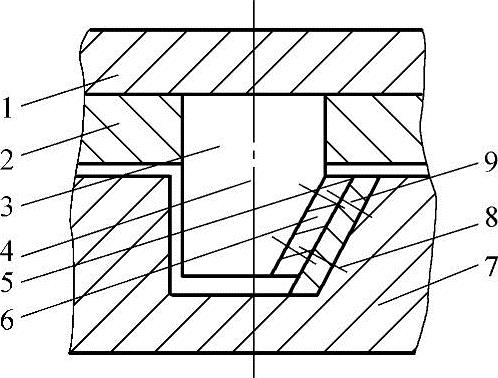
图7⁃7 斜面精定位结构
1—定模座板 2—定模固定板 3、4—精定位斜楔 5—螺钉 6、8—耐磨块 7—动模固定板 9—耐磨板
其他的斜面精定位形式,如图7⁃8所示。

图7⁃8 斜面精定位
1—凹模板 2—斜面条块 3—型芯板 4—螺钉
3.导正销精定位装置
以动模、定模合模面为中心镗出圆孔,再配装导正销,其结构如图7⁃9所示。
导正销应在相互垂直的两个方向(或四边)布置,如图7⁃10所示。导正销直径应大于20mm。

图7⁃9 导正销精定位
1—型芯模板 2—导正销 3—螺钉 4—凹模板
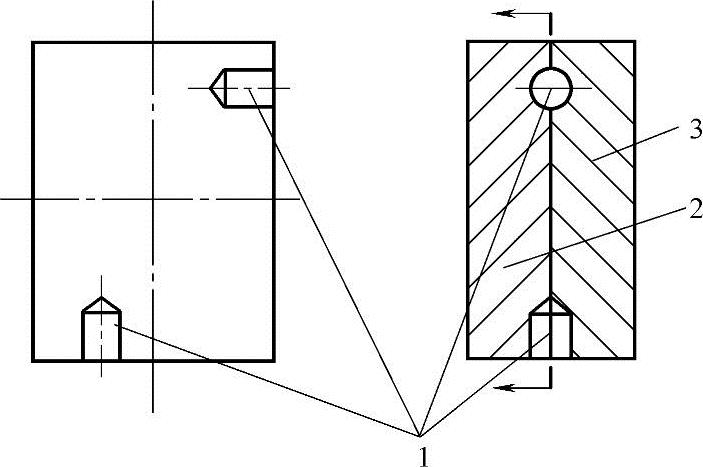
图7⁃10 导正销的布置
1—导正销 2—动模板 3—定模板
相关文章

PLC进行定位控制前必须搜索到原点位置,从而建立运动控制的坐标系。FX3U系列PLC配置了相对位置控制和绝对位置控制的指令。图2-65定位控制过程图2-65中,最高速度受限于电动机和PLC的最大输出频率,指定速度应不大于允许的最高速度。下面仅对YL-335B定位控制中所使用的部分特殊软元件加以介绍。......
2025-09-29

如全国服装院校“新人奖”赛事,要求提交的设计方案包括新一年或新一季服装流行趋势分析、设计效果图、款式结构图和面料小样等,而其他多数赛事提交的设计方案通常具有设计效果图、款式结构图和面料小样即可。各赛事的设计方案要求虽不尽相同,但有了前面的创新设计综合训练的实践作为基础,对于赛事设计方案的制作就能做到从容应对。图5-1所示为参加“新人奖”赛事的设计方案实例。......
2025-09-29

任务描述对于图6-2-1中的参照模型的结构,创建合适的分型面,使生成的型芯型腔如图6-2-1所示。图6-2-14进入分型面创建环境图6-2-15分型面环境加油站:分型面的定义、形式、作用如下所述。图6-2-16工件的遮蔽为使产品从模腔内顺利取出,模具必须分成公母模两部分,此部分接口称为分型面。分型面的形式有水平、阶梯、斜面、垂直、曲面等多种,需要根据产品的形状结构进行设计;分型面具有分型和排气的作用。......
2025-09-29

模具内在条料两侧设计有2排浮动导料销,并尽可能靠近每一处导正销,其目的为:①托起条料,保证条料送进时不与下模干涉,送进平稳;②对条料进行初定位,保证送料不发生偏移;③靠近导正销是为了卸料方便,防止导正销将条料带起,发生变形。......
2025-09-29

极坐标编程可通过指令G16生效、指令G15撤销。图4.1-4 极坐标编程图4.1-5 镜像加工CNC的镜像加工,一般可以通过如下三种方式选择:1)利用CNC的M指令和PMC程序设计,使对应的坐标轴进入镜像加工。2)镜像加工生效时,指令G02/G03的圆弧插补方向、指令G41/G42的半径补偿方向、指令G68/G69的坐标旋转方向均将被互换。图4.1-8 圆弧插补的比例缩放图4.1-9 坐标旋转4.坐标旋转对于图4.1-9所示的某些围绕中心旋转得到的特殊轮廓加工,可使用坐标旋转功能简化编程。......
2025-09-29

图2-21 双流制动控制电路数控机床的主轴及其控制系统的性能在某种程度上决定了机床的性能及其等级。因此,在数控机床的发展进程中,对主轴及其控制系统的要求也越来越高。数控机床的辅助功能指令M06和M19指令对其有效。定向过程一般由PLC或数控装置来进行控制。当主轴转动或停止时,数控装置发出定向指令后,立即控制主轴电动机加速或减速至某一定向速度(较慢),主轴立即处于定向状态。......
2025-09-29
该装置能通过控制风机的风量来控制风板完成规定动作,风板控制装置参考示意图见图I-1。图I-1风板控制装置参考示意图二、要求1.基本要求预置风板控制角度。动作完成后风板平稳停留在终点位置上。显示风板设置的控制角度。风板的运动状态,都要通过控制风机的风量来完成,不能受机械结构或其他外力的控制。风板由静止开始运动到规定控制角度的时间定义为过渡过程时间。......
2025-09-29

下面将介绍在零件设计工作台下进行该模具设计的过程。Step3.创建模具坐标系。Step2.创建工件特征。Step2.创建截面草图(草图3)。......
2025-09-29
相关推荐