推出机构的导向零件通常由推板导柱与推板导套所组成,简单的小模具也可由推板导柱直接与推板上的导向孔组成。图711所示注射模具中的推板导柱4和推板导套3,就是为了保证推出平稳、灵活、可靠而设计的推板导柱导向装置。图712c所示为推板导柱固定在支承板上的结构,且推板导柱直接与模板上的导向孔相配合,推板导柱也不起支承作用,这种形式用于生产较小批量塑件的小型模具。......
2023-06-30
模具导柱导向机构如图7⁃1所示,其中的导柱、导套结构适用于精度要求高且生产批量大的模具。对于小批生产的简单模具,可不采用导套,而是直接与模板间隙配合。
导向机构主要有以下作用。
1)定位作用。模具闭合后,保证动定模或上、下模位置正确,保证型腔的形状和尺寸精确。导向机构在模具装配过程中也起了定位作用,便于装配和调整。
2)导向作用。合模时,首先是导向零件接触,引导动、定模或上、下模准确闭合,避免型芯先进入型腔造成成型零件损坏。
3)承受一定的侧向压力。塑料熔体在充型过程中可能产生单向侧压力,或者由于成型设备精度低的影响,使导柱承受了一定的侧向压力,以保证模具的正常工作。当侧压力很大时,不能仅靠导柱来承担,需增设锥面定位机构。
在设计导柱和导套时,还应注意以下几点。
1)导柱应合理地均布在模具分型面的四周,导柱中心至模具外缘应有足够的距离,以保证模具的强度,导柱中心到模具边缘距离通常为导柱直径的1~1.5倍。
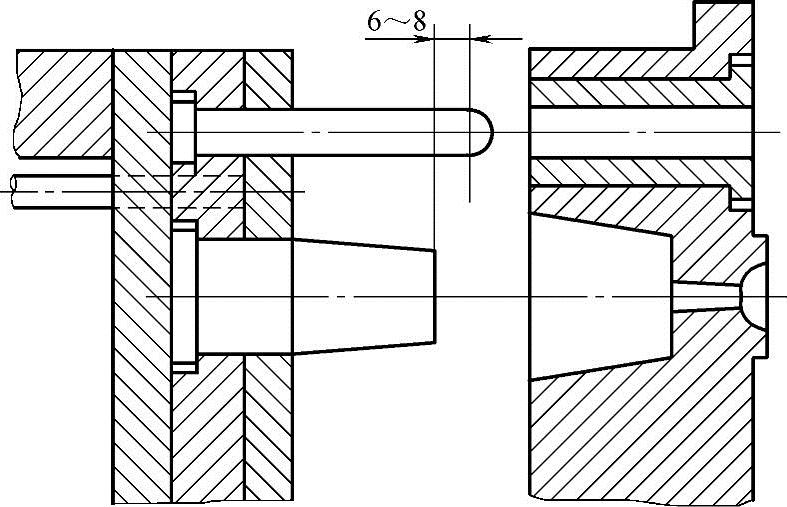
图7⁃1 模具导柱导向机构
2)导柱的长度应比型芯(凸模)端面的高度高出6~8mm,如图7⁃1所示,以免型芯进入凹模时与凹模相碰而损坏。
3)导柱和导套应有足够的耐磨度和强度,常采用20低碳钢,经渗碳0.5~0.8mm,淬火硬度48~55HRC;也可采用T8A碳素工具钢,经淬火处理。
4)为了使导柱能顺利地进入导套,导柱端部应做成锥形或半球形,导套的前端也应倒角。
5)导柱既可以设置在动模一侧,也可以设置在定模一侧,应根据模具实际结构来确定。导柱设在动模一侧可以保护型芯不受损伤,而设在定模一侧则便于顺利脱模取出塑件。在不妨碍脱模取件的条件下,导柱通常设置在型芯高出分型面较多的一侧。
6)一般导柱滑动部分的配合为H8/f8,导柱和导套固定部分配合为H7/k6,导套外径的配合为H7/k6。

图7⁃2 导柱的布置形式
7)导柱的直径应根据模具的大小确定,可参考标准模架数据选取。
8)为确保合模时只能按一个方位合模,导柱的布置可采用等直径导柱不对称布置或不等直径导柱对称布置,如图7⁃2所示。
有关塑件成型方案拟定与模具设计的文章

推出机构的导向零件通常由推板导柱与推板导套所组成,简单的小模具也可由推板导柱直接与推板上的导向孔组成。图711所示注射模具中的推板导柱4和推板导套3,就是为了保证推出平稳、灵活、可靠而设计的推板导柱导向装置。图712c所示为推板导柱固定在支承板上的结构,且推板导柱直接与模板上的导向孔相配合,推板导柱也不起支承作用,这种形式用于生产较小批量塑件的小型模具。......
2023-06-30

模具运动机构的选择对注塑模运动形式的影响很大。模具运动机构已经有很多,随着注塑件的结构和精度要求的不断发展,模具运动机构还将会不断地推陈出新。脱模机构的复位运动 注塑件脱模之后,脱模机构需要恢复到注塑件脱模之前的位置,以便进行下一次注塑件的脱模,我们将这种运动称为脱模机构的复位运动,简称复位运动。......
2023-06-30

导向机构的主要功能是保证动、定模部分能够准确对合。同时,导向机构还可以对推出机构的运动和二次分型机构进行导向。带头导柱的常用结构分为两段,近头段为在模板中的安装段,标准采用H7/m6配合;另一段为滑动部分,其与导套的配合为H7/f6。导柱与导向孔或导套的配合长度不应小于10mm。......
2023-06-30

Miles和Snow认为,产业发展环境与战略导向之间具有显著相关关系。同样,面对激烈的市场竞争环境,组织结构作为企业从事生产经营活动的基础,也会对组织的决策权力分布与控制机制的形成产生关键的影响。基于以上分析,可以得到假设:H18:高度环境竞争情境下,战略导向能更有效推动结构差异化。......
2023-08-02

(一)导向机构为保证轿厢和对重在井道内以规定的规迹上下运动,电梯必须设置导向机构。电梯的导向系统包括轿厢导向和对重导向两个部分。固定滑动导靴一般用于载货电梯。T形导轨是电梯常见的专用导轨,具有良好的抗弯性能。导轨支架随电梯的品种、规格尺寸以及建筑的不同而变化。......
2023-06-15

纵导向与顶紧机构布置在船厢中部,由纵向导向、顶紧、地震缓冲三部分构成。纵导向与顶紧机构由1根弯曲梁、2个端梁结构、8套装设于端梁内的导向轮组、4套顶紧机构以及2套阻尼装置等组成的集成式结构。船厢正常升降时油缸活塞杆收回,顶紧板与轨道板之间保持5mm间隙。船厢对接时,油缸活塞杆伸出,利用偏心轴机构使顶紧板与轨道板压紧,此时纵向水平载荷通过顶紧板传递至塔柱。......
2023-06-27
战略导向是组织对自身前景的长远系统考虑以及对自身在战略规划、制定、选择和执行上的要求。在战略导向的作用下,企业可以为战略的规划、制定等活动提供相应支持,从而进一步促进其为了自身持续发展而不断去追求效益。基于以上分析,可以得到假设:H6:战略导向能有效提升经营绩效。......
2023-08-02

飞轮是一种惯性转矩较大的蓄能器,为了使发动机的转矩均匀变化而配备使用。图10-15 单气缸发动机的转矩变化和飞轮的作用设定平均角速度为ωm,转速变化率为δ,可以表示为飞轮储存或释放能量,转速变化与能量变化之间存在守恒关系。在式中,E为每一循环飞轮的运动能量;ΔE为运动能量的变化量。......
2023-06-28
相关推荐