螺纹型芯按其用途可分为成型塑件上的螺孔用的螺纹型芯和固定螺母嵌件用的螺纹型芯。为了使螺纹型芯能从塑件螺孔或螺纹嵌件的螺孔中顺利拧出,一般将其尾部做成四方形或相对的两边磨成两个平面,以便于夹持。图615a所示的系列是用圆锥面起密封和定位作用,这种安装形式定位准确,使用方便,可防止塑料熔体挤入配合面而使螺纹型芯抬起。将螺纹型芯做成圆柱形的台阶也可以定位和防止螺纹型芯下沉,如图615b所示。......
2023-06-30
1.螺纹成型尺寸计算假设
螺纹连接的种类很多,其配合性质也不相同,影响螺纹连接的因素比较复杂,目前还没有成熟的计算方法。本书只以一般紧固连接用的螺纹(牙型角为60°的普遍螺纹)型芯和螺纹型环的计算方法为例进行介绍。螺纹成型尺寸的计算是以下列假设为前提的。
1)塑件外螺纹与塑件内螺纹相配合,两者收缩率相同(例如,内外螺纹由同种塑料制造)或相近时,可不考虑螺距收缩率。
2)金属螺纹与塑件螺纹相配合,塑件成型模具的螺纹部分考虑螺距收缩率。
3)金属螺纹与塑件螺纹相配合,但配合长度很短(不超过8牙),成型模具可不考虑螺距收缩率。
螺纹连接的主要几何参数是大径、小径、中径、螺距、牙型角和旋合长度,如图6⁃25所示。国家标准规定普通螺纹大径的基本尺寸为螺纹公称直径。
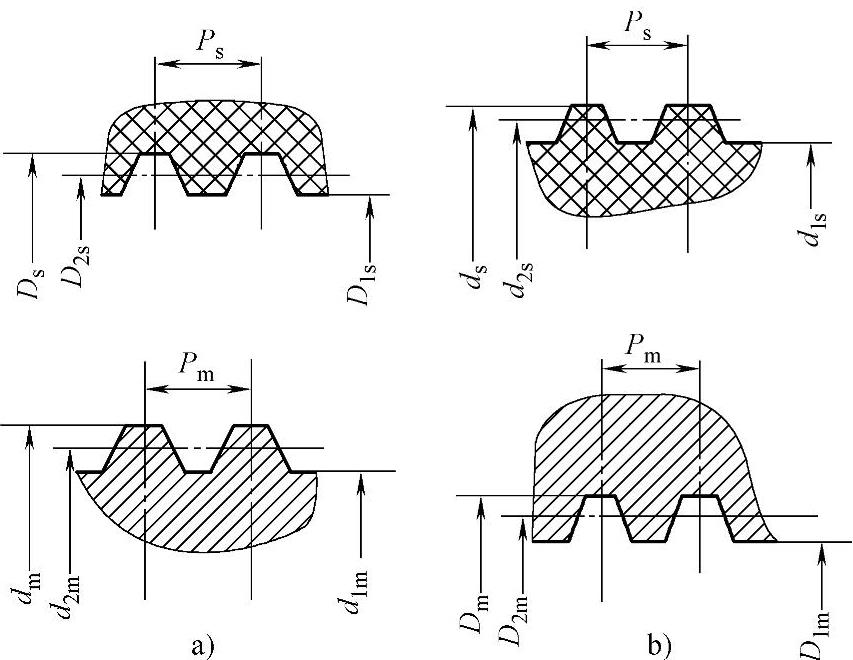
图6⁃25 螺纹型芯和螺纹型环的几何参数
2.螺纹型芯和螺纹型环成型尺寸计算
(1)A螺纹型芯成型尺寸计算
1)螺纹型芯大径dm。

式中 dm——螺纹型芯大径(mm);
Ds——塑件内螺纹大径(mm);
Scp——塑件的平均收缩率(%);
b——塑件内螺纹中径公差(mm);
δz——螺纹型芯大径制造公差(mm)。
目前,我国尚无专门的塑料螺纹公差标准,实际工作中可参照金属螺纹公差标准中精度最低者选用,其公差值可查有关公差标准(GB/T197—2003)。
螺纹型芯大径制造公差,一般取 ,或查表6⁃2和表6⁃3选取。
,或查表6⁃2和表6⁃3选取。
表6⁃2 粗牙普通螺纹型芯和螺纹型环的制造公差 (单位:mm)
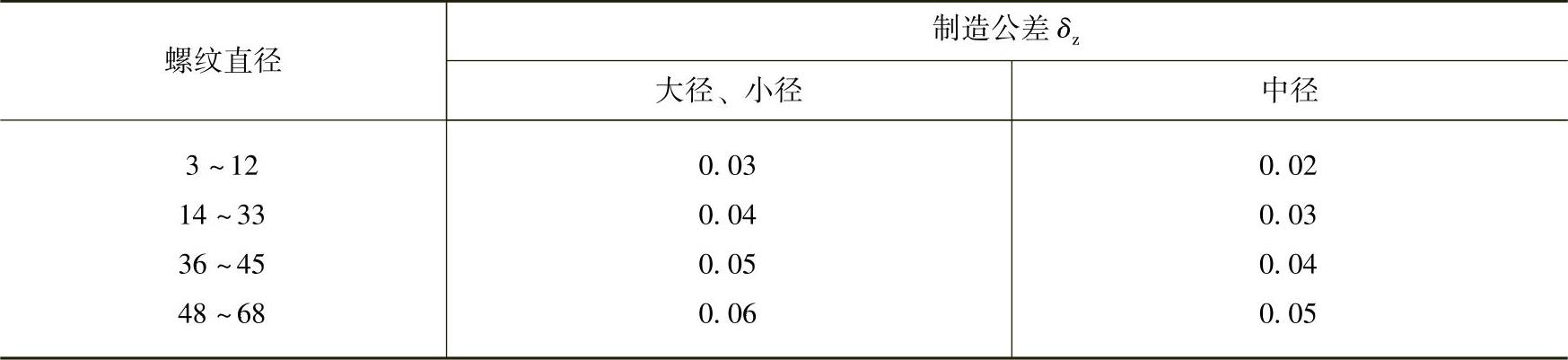
表6⁃3 细牙普通螺纹型芯和螺纹型环的制造公差 (单位:mm)

2)螺纹型芯中径d2m。

式中 d2m——螺纹型芯中径(mm);
D2s——塑件内螺纹中径(mm);
δz——螺纹型芯中径制造公差(mm),一般取 ,或查表6⁃2和表6⁃3选取。
,或查表6⁃2和表6⁃3选取。
3)螺纹型芯小径d1m。

式中 d1m——螺纹型芯小径(mm);
D1s——塑件内螺纹小径(mm);
δz——螺纹型芯小径制造公差(mm),一般取 ,或查表6⁃2和表6⁃3选取。
,或查表6⁃2和表6⁃3选取。
4)螺纹型芯螺距Pm。
Pm=(Ps+PsScp)±δz (6⁃20)
式中 Pm——螺纹型芯螺距(mm);
Ps——塑件内螺纹螺距(mm);
δz——螺纹型芯螺距制造公差(mm),查表6⁃4选取。
表6⁃4 螺纹型芯和螺纹型环的螺距制造公差 (单位:mm)

(2)B螺纹型环成型尺寸计算
1)螺纹型环大径Dm。

式中 Dm——螺纹型环大径(mm);
ds——塑件外螺纹大径(mm);
δz——螺纹型环大径制造公差(mm),一般取 ,或查表6⁃2和表6⁃3选取。
,或查表6⁃2和表6⁃3选取。
2)螺纹型环中径D2m。

式中 D2m——螺纹型环中径(mm);
d2s——塑件内螺环中径(mm);
δz——螺纹型环中径制造公差(mm),一般取 ,或查表6⁃2和表6⁃3选取。
,或查表6⁃2和表6⁃3选取。
3)螺纹型环小径D1m。

式中 D1m——螺纹型芯小径(mm);
d1s——塑件内螺纹小径(mm);
δz——螺纹型芯小径制造公差(mm),一般取 ,或查表6⁃2和表6⁃3选取。
,或查表6⁃2和表6⁃3选取。
4)螺纹型环螺距,与螺纹型芯螺距计算公式相同。
3.螺纹型芯和螺纹型环成型尺寸计算的补充说明
1)成型塑件螺纹时,由于收缩的不均匀性及收缩率波动等因素,其尺寸(如螺距尺寸)和牙型与正常螺纹相比都有较大的偏差和变化,降低了可旋入性。因此,在不影响使用的情况下,为了确保两塑件螺纹的配合,要求它们的配合比较松。这样螺纹型环的尺寸就要比螺纹型芯相应部分的尺寸小一些,从而保证塑件外螺纹比塑件内螺纹略小。
从以上公式可知,螺纹型芯径向尺寸计算与一般型芯径向尺寸计算是相似的,螺纹型环径向尺寸计算与一般型腔径向尺寸计算是相似的,但它们又不完全相同。
在螺纹型芯的小径计算公式中,按一般规律加上 ,但此公式中是加上b,因此用该螺纹型芯成型的塑件内螺纹的小径大些,牙尖短些,这样不仅增加了牙顶端的配合间隙,避免配合时牙顶与牙根的干涉现象,有利于装配,而且也增加了牙顶的厚度和强度,防止螺纹破裂或变形。根据同样的理由,螺纹型环的大径计算公式中减去b,而不是减去
,但此公式中是加上b,因此用该螺纹型芯成型的塑件内螺纹的小径大些,牙尖短些,这样不仅增加了牙顶端的配合间隙,避免配合时牙顶与牙根的干涉现象,有利于装配,而且也增加了牙顶的厚度和强度,防止螺纹破裂或变形。根据同样的理由,螺纹型环的大径计算公式中减去b,而不是减去 ,因此用它成型的塑件外螺纹大径较小,这样就能使螺纹配合比较松,利于装配。
,因此用它成型的塑件外螺纹大径较小,这样就能使螺纹配合比较松,利于装配。
2)考虑收缩而计算的螺距是带小数点的特殊螺距,而不是标准螺距,给机械加工带来一定困难。此时,可采用下列方法解决。
①可在普通车床上配置特殊齿数的变速交换齿轮来解决。但因交换齿轮的齿数有限,不能满足不同收缩率的需要。
②可以偏移车床的尾座,加上刀具斜向运动的靠模板来解决。
③当考虑收缩率的螺距难以加工时,可在中径公差范围内,用加大型芯中径或缩小型环中径的方法来补偿塑件螺纹的累积螺距误差,如图6⁃26所示,但需要配合使用的螺纹长度L值不得超过极限长度,否则影响螺纹配合。极限长度可按以下公式计算,即

式中 L极——允许配合使用的螺纹极限长度(mm);
b——螺纹中径公差(mm);
Scp——塑料的平均收缩率(%)。
通常不采用改变螺纹牙型角的办法来补偿螺距误差,因为这只会降低螺纹的可旋入性。
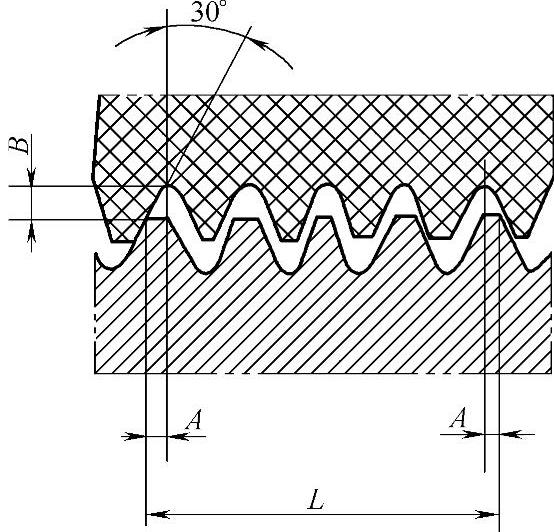
图6⁃26 塑件螺纹与金属螺纹配合情况
A—塑件螺距累积误差 B—螺纹中径加大值
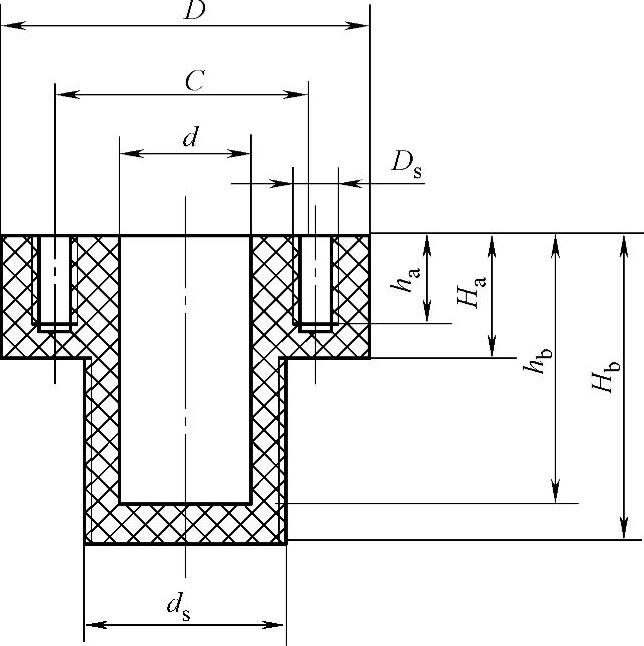
图6⁃27 塑件图
有关塑件成型方案拟定与模具设计的文章

螺纹型芯按其用途可分为成型塑件上的螺孔用的螺纹型芯和固定螺母嵌件用的螺纹型芯。为了使螺纹型芯能从塑件螺孔或螺纹嵌件的螺孔中顺利拧出,一般将其尾部做成四方形或相对的两边磨成两个平面,以便于夹持。图615a所示的系列是用圆锥面起密封和定位作用,这种安装形式定位准确,使用方便,可防止塑料熔体挤入配合面而使螺纹型芯抬起。将螺纹型芯做成圆柱形的台阶也可以定位和防止螺纹型芯下沉,如图615b所示。......
2023-06-30

把组成工艺尺寸链的各个尺寸称为尺寸链的环。通过上述分析可知,工艺尺寸链的主要特性是封闭性和关联性。该方法应用最广,常用于加工过程中基准不重合时计算工序尺寸。......
2023-06-29

机用丝锥与手用丝锥的工作原理和结构特点完全相同。校准部分有完整的齿形,以控制螺纹尺寸。丝锥的螺纹公差带有:机用丝锥为H1、H2 和H3 三种;手用丝锥为H4 一种。表3-13丝锥的螺纹公差带等级图3-72丝锥结构2.板牙常见的板牙有固定式圆板牙、四方板牙、六方板牙、管形板牙、钳工板牙。......
2023-06-29

下面介绍该模具在型芯/型腔工作台下进行设计的具体过程。Task1.导入模型Stage1.加载模型Step1.新建产品。新建一个Product文件,在特征树中双击激活该产品。选择下拉菜单命令,进入到“型芯/型腔设计”工作台。......
2023-06-25

功能型传感器也称传感型光纤传感器。非功能型光纤传感器是利用其他敏感元件感受被测量的变化,光纤仅作为传输介质,传输来自远处或难以接近场所的光信号,所以也称为传光型传感器或混合型传感器。图3-31简单示意了光纤传感器的工作场景。图3-31光纤传感器工作场景示意简图流体分析仪如图3-32所示,可用于了解初期开发过程中的原油组成成分。......
2023-06-23
下面介绍该模具在“型芯/型腔设计”工作台下进行设计的具体过程。选择下拉菜单命令,进入到“型芯/型腔设计”工作台。图5.2 零件几何体Stage3.添加缩放后的实体Step1.切换工作台。Step4.创建封闭曲面。选择下拉菜单命令,在图形区选取平面1为草图平面,在图形区绘制图5.5所示的截面草图(草图1),单击“退出工作台”按钮,退出草绘环境,完成截面草图(草图1)的创建。Stage2.创建分割区域2Step1.创建截面草图(草图2)。图5.13 选取面说明:在选取型腔......
2023-06-25


相关推荐