所得税的征收有两种方法,即查账征收与核定征收。对财务会计制度较为健全,能够认真履行纳税义务的单位,采用查账征收的方式;对经营规模小、会计核算不健全的纳税人,采用定额征收、核定应税所得率征收及其他核定征收方式。相比之下,查账征收的方式可以享受部分税收优惠待遇,涉税风险较小,便于投资者和税务机关全面掌握企业的生产经营情况。综合权衡,私营企业选择查账征收方式,不仅降低涉税风险,而且有利于企业的长远发展。......
2023-07-03
型芯又称成型杆,它的作用是成型塑件上较小的孔或槽。
1.孔的成型方法
(1)通孔的成型方法 通孔的成型方法如图6⁃10所示。其中,图6⁃10a所示为由一端固定的型芯来成型,这种结构的型芯容易在孔的一端A处形成难以去除的飞边,如果孔较深,则型芯较长,容易产生弯曲变形。图6⁃10b所示为由两个直径相差0.5~1mm的型芯来成型,即使两个小型芯稍有不同轴,也不至于影响塑件的装配和使用,而且型芯较短,稳定性较好,同样在A处也有飞边,且去除较难。图6⁃10c所示是较常用的一种,它由一端固定,另一端导向支撑的型芯来成型,这样型芯的强度及刚度较好,从而保证孔的质量,如在B处产生圆形飞边,也较易去除,但导向部分容易磨损。

图6⁃10 通孔的成型方法
(2)不通孔的成型方法 不通孔的成型只能采用一端固定型芯的方法来成型。为了避免型芯弯曲或折断,孔不宜太深,孔深应小于孔径的3倍。直径过小或深度过大的孔宜在成型后用机械加工的方法得到。
(3)复杂孔的成型方法 形状复杂的孔或斜孔可采用型芯拼合的方法来成型,如图6⁃11所示。这种拼合方法可避免采用侧抽芯机构,从而使模具结构简化。

图6⁃11 复杂孔的成型方法
2.小型芯的固定方法
小型芯通常是单独制造,然后嵌入固定板中固定,其固定方式如图6⁃12所示。图6⁃12a所示是用台肩固定的形式,下面用垫板压紧。如果固定板太厚,则可在固定板上减少配合长度,如图6⁃12b所示。图6⁃12c所示是型芯细小而固定板太厚的形式,型芯镶入后,在下端用圆柱垫垫平。图6⁃12d所示是用于固定板厚而无垫板的场合,在型芯的下端用螺塞紧固。图6⁃12e所示是型芯镶入后在另一端采用铆接固定的形式。
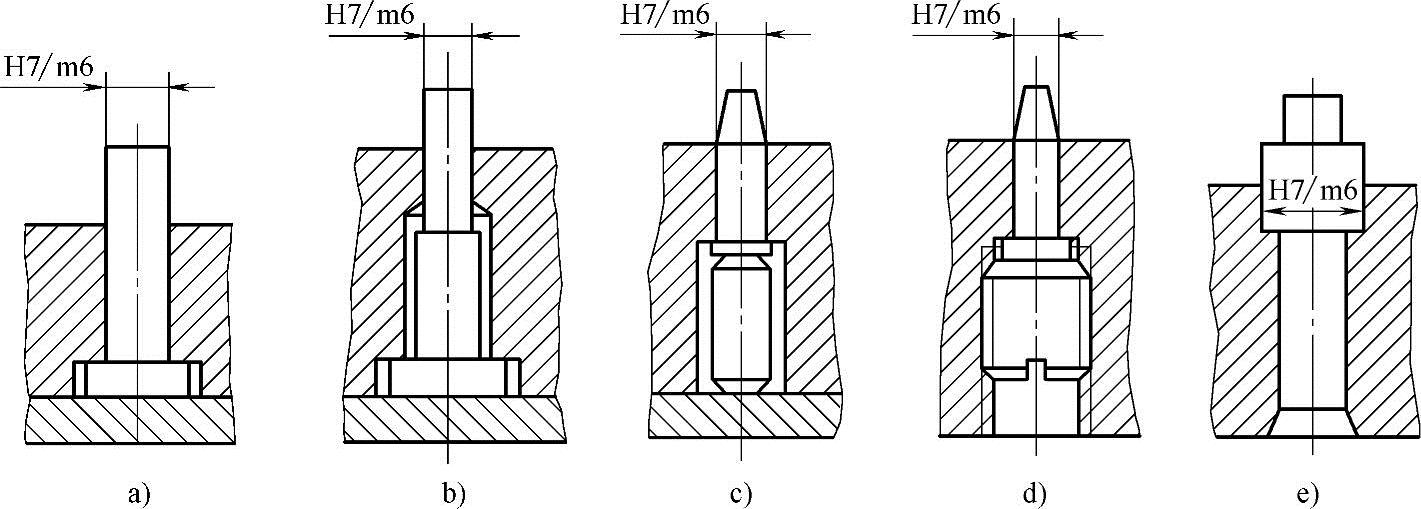
图6⁃12 小型芯的固定方式
对于非圆形型芯,为了便于制造,可将其固定部分做成圆形的,并采用台阶连接,如图6⁃13a所示。有时仅将成型部分做成异形的,其余部分则做成圆形的,并用螺母及弹簧垫圈拉紧,如图6⁃13b所示。
对于多个互相靠近的小型芯,当采用台阶固定时,如其台阶部分互相重叠干涉,则可将干涉部分磨去,而将固定板的凹坑制成圆坑或长槽,如图6⁃14a、b所示。当仅在局部有小型芯时,可用嵌入小支承板的方法,如图6⁃14c、d所示,以缩小模具厚度,减小型芯配合尺寸,这样可缩短型芯的长度,不仅节省钢材,又利于制造和使用。
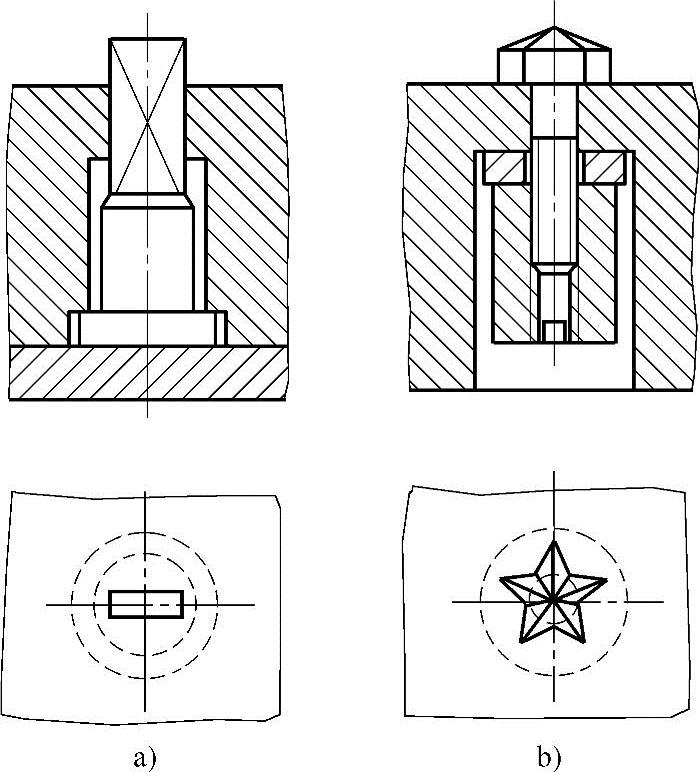
图6⁃13 非圆形型芯的固定方式
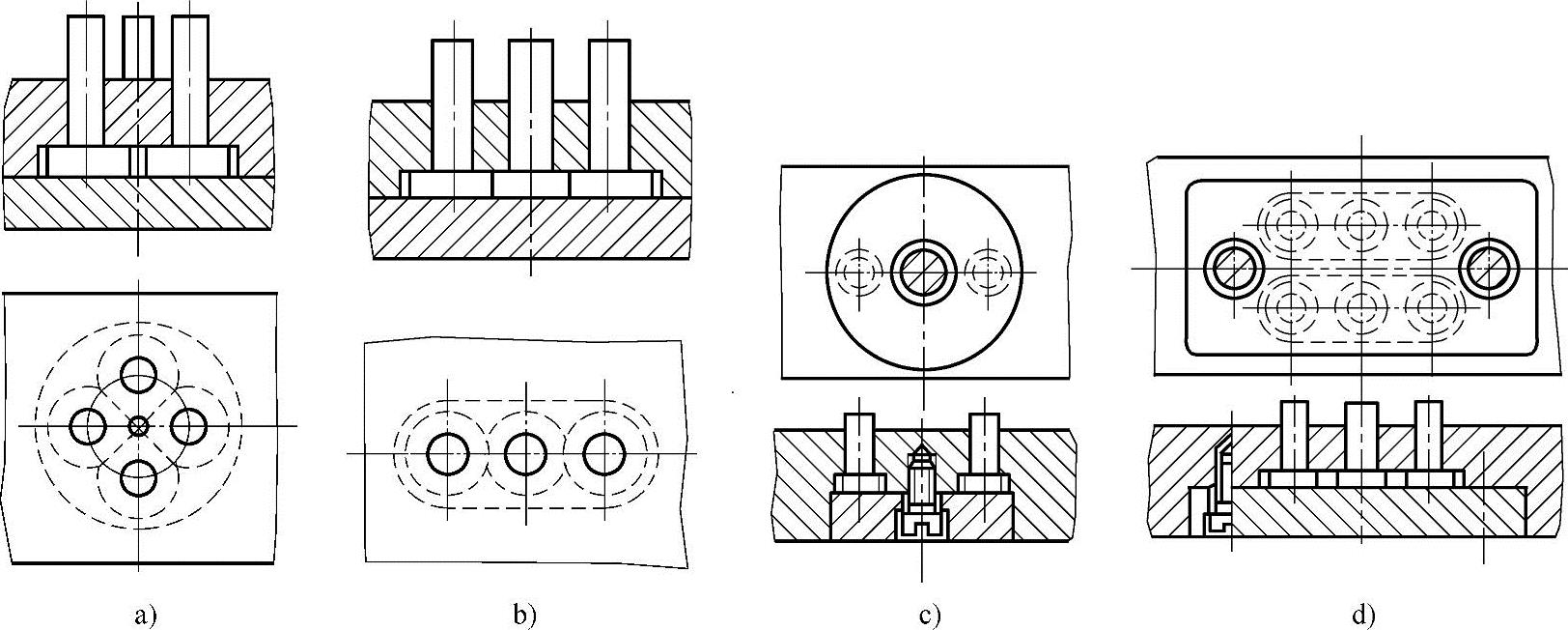
图6⁃14 多个型芯的固定方法
有关塑件成型方案拟定与模具设计的文章

所得税的征收有两种方法,即查账征收与核定征收。对财务会计制度较为健全,能够认真履行纳税义务的单位,采用查账征收的方式;对经营规模小、会计核算不健全的纳税人,采用定额征收、核定应税所得率征收及其他核定征收方式。相比之下,查账征收的方式可以享受部分税收优惠待遇,涉税风险较小,便于投资者和税务机关全面掌握企业的生产经营情况。综合权衡,私营企业选择查账征收方式,不仅降低涉税风险,而且有利于企业的长远发展。......
2023-07-03

这样,就形成了整个步进控制系统与SFC程序的一一对应。如果用顺序控制程序编写其互锁控制电路,不仅程序编写复杂,同时也无法显示信号运行时的先后逻辑顺序;而用SFC来编写互锁控制电路,由于其程序结构的特点,可以很好地应对这一要求。......
2023-06-16

宽容是待人的一般原则,也是公关礼仪所必须遵循的基本原则。真正的公关礼仪总是同宽厚、宽宏、宽待等精神联系在一起的。因此,公关人员应对宽容的原则一以贯之,以宽大之心善待各类公众。公关礼仪的平等原则,主要或常常表现为道德和人格的平等。除上述原则外,互惠、适度等也应是公关礼仪的重要原则。......
2023-07-03

应配置相应电气保护装置如断路器、熔断器。采用RS485通信方式,连续每天24h不间断对所有并网逆变器的运行状态和数据进行监测。4)电缆的敷设方式。......
2023-07-02

婴幼儿膳食其中一大特点就是口味清淡,少油少盐。上述材料中牛牛奶奶不仅在辅食中加入了调味品,而且还给牛牛蘸了成人重口味的菜汤,不符合1岁孩子的年龄发展特点。处于婴幼儿期的孩子还没有自主权衡膳食健康搭配的能力,孩子喜欢吃的食物并不一定符合健康膳食的标准,材料中的牛牛奶奶总是给牛牛重复做某些食物,孩子喜欢吃的便不加节制,不喜欢的就少吃或不吃,没有关注到食物的健康搭配。......
2023-07-04

首先,从企业内部来看,在资源方面,无论是人力资源、资金资源还是技术资源都是转型的核心因素,而从制度层面,公司的流程、结构和文化又都会对转型的效果造成直接的影响。而沈阳机床则是因为决策层看到了未来国内低端机床将被逐渐淘汰的大趋势,在其销售量成为全国首位的关键一年做出的主动转型决定。......
2023-06-23

相关推荐