对注射成型机的分类尚无统一的方法和标准,实际中使用较多的分类方法有以下几种。卧式注射成型机的注射装置与合模装置的轴线呈一线水平排列,如图49a所示,目前使用最广、产量最大。一般大、中型注射成型机均采用这种形式。此类注射成型机注射量一般均在60cm3以下。......
2023-06-30
初步选择成型设备时,主要有两种情况:第一种情况,塑料制件生产企业生产计划部门根据塑件精度、尺寸、塑料成型工艺特性、生产批量、企业现有设备及设备使用负荷等情况来合理选择成型设备,进而设计能在该设备上安装、生产塑件的模具;第二种情况,设计人员(学生)根据塑件精度、尺寸、塑料成型工艺特性和生产批量等情况,查阅设计手册等资料后合理选择成型设备,进而设计能在该设备上安装、生产塑件的模具。本书仅介绍第二种情况。
初步选择注射成型设备是后续设计的基础。初步选择注射成型机时,必须考虑塑件材料、生产批量、塑件体积与外形尺寸等各种因素。初步选择注射成型设备的基本步骤如下。
1.初步确定注射成型机的注射量
根据塑件体积V件、浇注系统体积V浇、每模成型塑件数量及型腔数量n,同时假设注射机实际注射量为理论注射量的80%,计算注射成型机的理论注射量V注为

2.初步确定注射成型机的注射压力
按注射机额定注射压力大于塑件成型所需注射压力的基本要求,初步确定注射成型机的注射压力。
3.确定注射成型机类型
根据塑件成型工艺要求,确定注射成型机的类型。
4.初步选定注射成型机
查表,初步选定注射成型机并记录参数(注:在校核注射机与注射模具之间是否匹配时,需要使用注射成型机的各参数。)。
复习与思考题
1.阐述注射成型的成型原理和工作过程。
2.塑件如图4⁃15所示,材料PC,产量为20万件。塑件不允许有裂纹、变形缺陷,脱模斜度30′~1°,未注圆角为R2~R3mm)。假设采用一模两件注射模具成型,请选用注射成型工艺参数,初步选择注射成型机并记录有关参数。
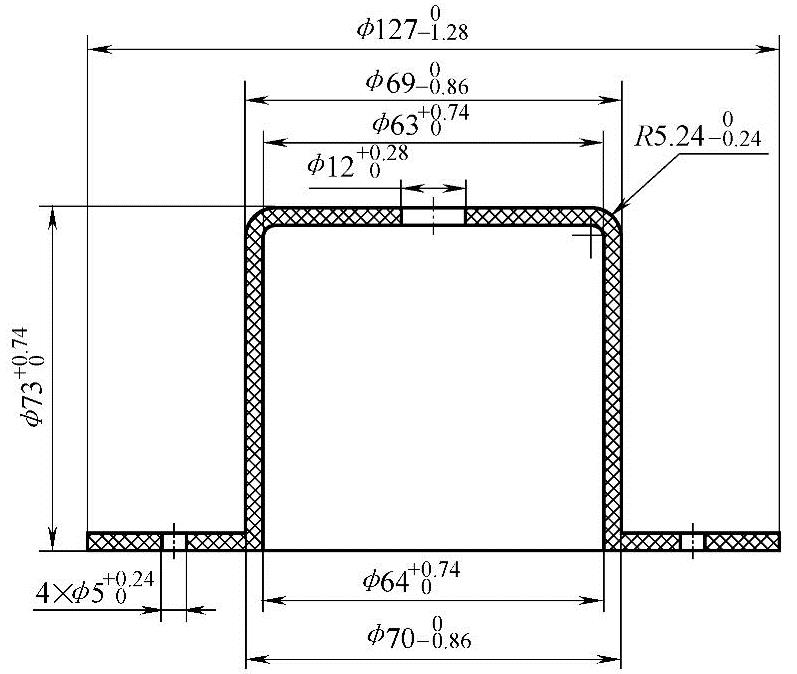
图4⁃15 塑料罩盖
有关塑件成型方案拟定与模具设计的文章

对注射成型机的分类尚无统一的方法和标准,实际中使用较多的分类方法有以下几种。卧式注射成型机的注射装置与合模装置的轴线呈一线水平排列,如图49a所示,目前使用最广、产量最大。一般大、中型注射成型机均采用这种形式。此类注射成型机注射量一般均在60cm3以下。......
2023-06-30

注射成型机是注射成型所采用的机械设备,亦称注射机、注塑机。1926年生产出用压缩空气推动的活塞式注射成型机。1926年在德国生产出全自动柱塞式卧式注射成型机。1948年在注射成型机上开始使用螺杆塑化装置,并于1956年诞生了世界上第一台往复螺杆式注射成型机。注射成型机的控制系统也得到了很大的发展,采用微电子技术实行整机闭环反馈控制已开始应用。......
2023-06-30

注射压力过高,制件可能产生飞边,脱模困难,影响制件的表面粗糙度,使制件产生较大的内应力,甚至成为废品,同时还会影响到注射装置及传动系统的设计。注射压力的大小要根据实际情况选用。采用中间直径的螺杆,其注射压力范围在100~130MPa;采用大直径的螺杆,注射压力在65~90MPa范围内;采用小直径的螺杆,其注射压力在120~180MPa的范围内。注射压力的计算如下:式中 p0——油压;D0——注射液压缸内径;D——螺杆(柱塞)外径。......
2023-06-23

图510所示为带有活动镶件的注射模,开模时,塑件包在型芯4和活动镶件3上随动模部分向左移动而脱离定模板1。当脱开一定距离后,推出机构开始工作,设置在活动镶件3上的推杆9将活动镶块连同塑件一起推出型芯脱模。设计带有活动镶件的注射模具时应注意以下几点。为了防止由于活动镶件没有完全到位而发生事故损坏型腔,活动镶件的硬度应略低于型腔的硬度。......
2023-06-30

对于一定的塑件,当选择了适当的塑料品种、成型方法及成型设备,设计了合理的成型工艺过程和塑料模具结构之后,在生产中,工艺条件的选择和控制就是保证成型顺利和塑件质量的关键。注射成型最主要的工艺参数是温度、压力和时间。因此,注射压力和保压时间对熔体充模及塑件的质量影响极大。注射压力的大小取决于塑料品种、注射机类型、模具结构、塑件的壁厚和流程及其他工艺条件,尤其是浇注系统的结构和尺寸。......
2023-06-30
图5-3皮下注射刺入法图5-4肌内注射部位2.捏住注射部位来确认肌肉的厚度。5.回抽注射器确定未刺入血管,同时询问患者有无麻感,以避免损伤神经。7.快速拔去注射器后用无菌棉球缓慢按揉后,再行压迫止血。7.解除止血带。7.缓慢地抽吸注射器采集所需的血量。......
2023-12-07

注射时,为了使熔料及时充满型腔,除了必须有足够的注射压力外,熔料还必须有一定的流动速度。描述这一参数可用注射速率、注射时间或注射速度。注射速率、注射速度或注射时间的选定很重要,直接影响到制件的质量和生产率。注射速率过低,制件易形成冷接缝,不易充满复杂的型腔。......
2023-06-23
单分型面注射模具也称为二板式注射模具,它是注射模具中结构形式最简单的一种。但如果开设在动、定模两侧的分型面上,则必须注意合模时的对中拼合。2)由于推出机构一般设置在动模一侧,所以应尽量使塑件在分型后留在动模一侧,以便于推出。根据具体塑件的实际要求,单分型面注射模具也可增添其他部件,如嵌件、螺纹型芯或活动型芯等。......
2023-06-30
相关推荐