船厢是升船机装载船只过坝的设备,由钢丝绳悬吊,并通过布置在塔柱顶部机房内的主提升机驱动,在船厢室内升降运行。隔河岩两级升船机的船厢主要技术参数、结构型式、设备布置等基本相同,船厢有效水域尺寸42m×10.2m×1.7m,外形平面尺寸47.2m×13.8m(长×宽),中部高3.5m,两端厢头高7.9m,干舷高0.6m。上锁锭机构布置在船厢底部,锁锭梁通过手动螺母、螺杆机构驱动,在塔柱的相应位置布置有液压千斤顶,用于将船厢锁锭、顶升。......
2023-06-27
1.注射成型机的规格型号
我国塑料注射成型机的型号是由基本型号和辅助型号两部分组成,基本型号和辅助型号之间用短线隔开,如图4⁃11所示。
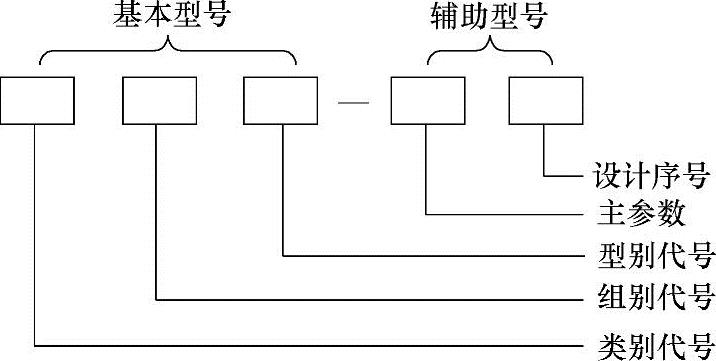
图4⁃11 国产注射成型机型号表示方法
型号中的第一项代表塑料机械类,用大写汉语拼音字母“S”(塑)表示。
型号中的第二项,代表注射成型组,以大写汉语拼音字母“Z”(注)表示。
型号中的第三项,代表区别于通用型或是专用型组,通用型者省略,专用型者也用相应的大写汉语拼音字母表示,如多模注射机,以“M”(模)表示;多色注射机,以“S”(色)表示;混合多色注射机以“H”(混)表示;热固性塑料注射机,以“G”(固)表示。
型号中的第四项,代表主参数,以阿拉伯数字表示。螺杆式注射机的主参数用注射容积来表示,单位为cm3。柱塞式注射机的主参数用注射质量来表示,单位为g。卧式通用型主参数前不加注代号,立式的注“L”(立),角式注“J”(角)。如果是不带预塑的柱塞式注射成型机,在代号之前加注“Z”(柱)。
型号示例:注射容量为30g的立式柱塞式塑料注射成型机,其型号表示如图4⁃12所示。
注射成型机产品型号表示方法各国不尽相同,国内也没有完全统一,除上述表示方法外,还有几种表示法如下。
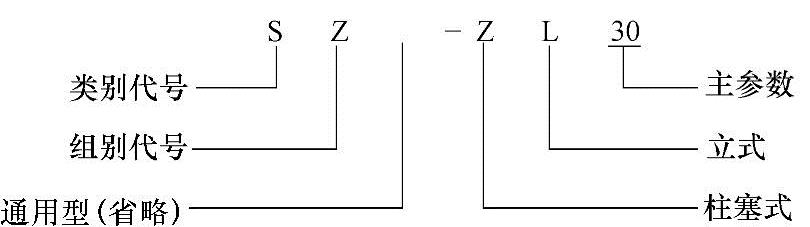
图4⁃12 注射机型号表示
1)锁模力表示法。锁模力表示法是以注射机合模装置的锁模力(kN)表示设备规格。此法表示的数值不会受其他条件改变而变动,能直观地体现出注射机允许成型制品的最大投影面积。但是,随着注射成型加工领域的扩大,对设备的锁模力与注射量的匹配关系需要拓宽,仅用锁模力一项表示设备规格就不够了,而采用锁模力与注射量共同表示。
2)注射容积与锁模力共同表示法。注射容积与锁模力是从成型制件质量与成型面积两个主要方面表示设备的加工能力,因此比较全面合理。我国标准规定以理论注射容积和锁模力共同表示设备规格。例如,SZ-200/1000表示塑料注射成型机(SZ),理论注射容积为200cm3,锁模力为1000kN。此法在国际上比较通用,又称国际规格。
此外,常见的型号还有用XS-ZY表示,如XS-ZY-125A,其中125指设备的注射容积为125cm3,XS-ZY指预塑式(Y)塑料(S)注射(Z)成型(X)机,A指设备设计序号为第一次改型。有的塑料机械生产厂家为了加强宣传作用,往往用厂家名称缩写加上注射容积或锁模力数值来表示注射机的规格,如LY180(为利源机械有限公司生产的注射成型机,180指注射成型机的锁模力为1800kN等。
2.注射成型机的基本参数
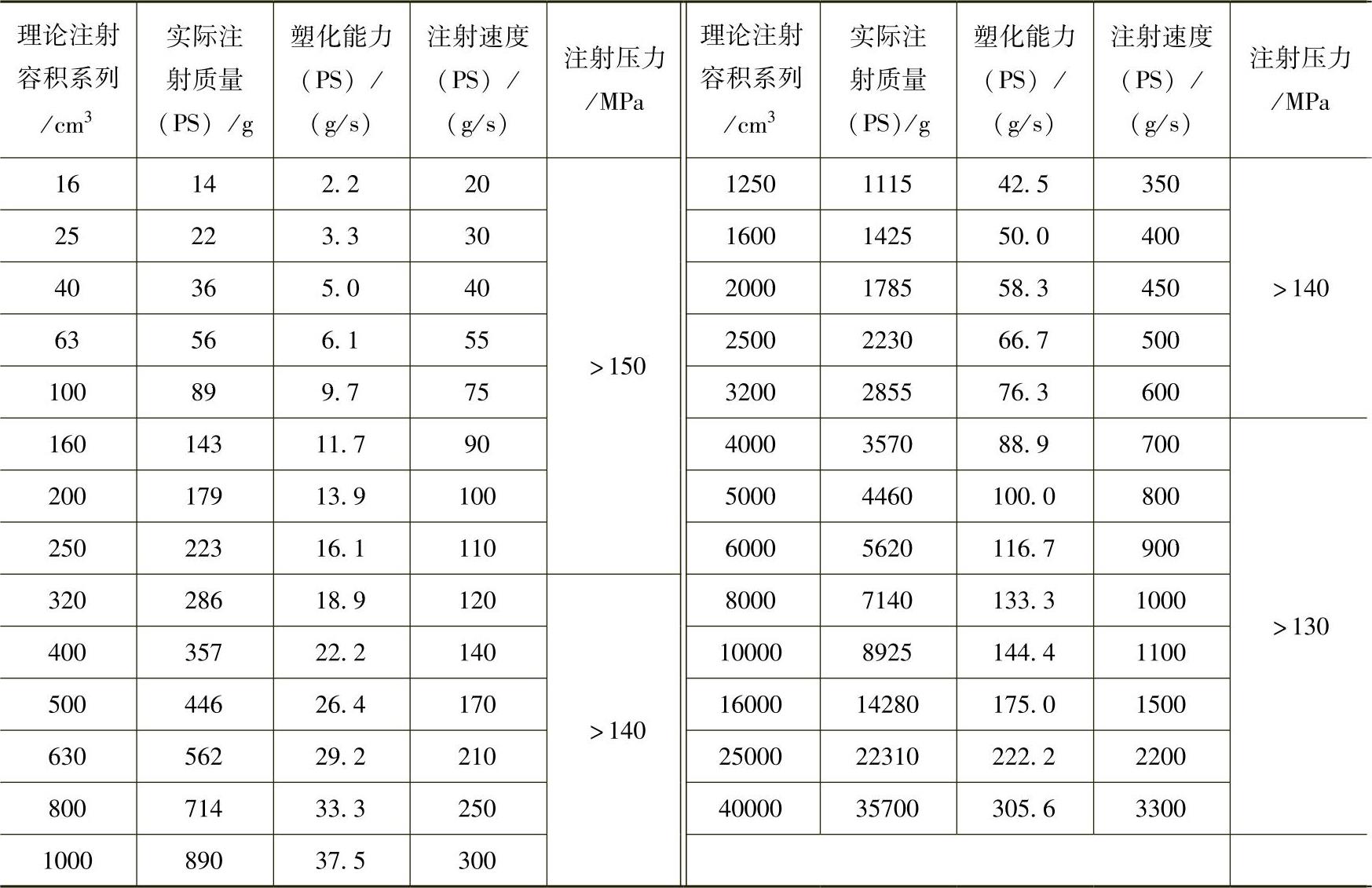
注射成型机的规格性能通常用一些参数加以表示,主要参数有注射量、注射压力、注射速率、塑化量、锁模力、移模速度、合模装置的结构尺寸和空循环时间等,是模具设计和注射成型机选用时的依据。其中,注射量和锁模力的大小反映了注射机加工能力的大小,通常用来表示注射成型机的规格型号。注射部分的基本参数见表4⁃7。
(1)注射量 注射量是指注射机的螺杆或柱塞作一次最大行程对空注射时所能达到的注射量。注射量的表示方法一般有两种:一种是以熔料的容积表示,单位为立方厘米(cm3),与原料的密度无关,比较方便,国产注射机多用此方法表示;另一种是以聚苯乙烯熔料的质量表示,单位为克(g),以便于比较。注射量是表明注射机生产塑料制件能力的重要标志,所以常用来表示注射机的规格。
表4⁃7 注射成型机注射部分的基本参数
(2)注射压力 注射压力是指螺杆或柱塞施加于料筒中熔料上单位面积的力。它用来克服熔料从料筒流经喷嘴、浇道和充满型腔时的流动阻力,使制件具有一定的致密度。
注射压力的选择很重要,它不仅是熔料充型的必要条件,同时也直接影响到制件的成型质量。注射压力过高,制件可能产生飞边和脱模困难,制件内应力大,脱模后易变形;注射压力过低,则熔料不易充满型腔。注射压力的选择应综合考虑塑料的性能、制件的形状、壁厚和精度要求、浇注系统和模具结构等因素,通常凭经验进行粗选,再依据生产情况进行调整修正。
通常对加工流动性好的塑料,形状简单的厚壁制件,注射压力为70~80MPa;加工的塑料黏度较低,制件形状一般,对精度有一般要求的制件,注射压力为100~120MPa;加工的塑料具有高、中等黏度,制件形状较为复杂,有一定的精度要求,注射压力为140~170MPa;加工塑料具有较高的黏度,薄壁长流程,制件壁厚不均和精度要求严格的制件,注射压力在180~220MPa范围内。对于加工优质精密微型制件,注射压力有时选250~360MPa,个别情况选用400MPa以上。
此外,为满足加工不同塑料和各种结构制件的要求,一般注射机都配有不同直径的螺杆和料筒,这样不仅可以通过调节供油压力,还可用更换螺杆和料筒的办法来改变注射压力。
(3)注射速率 为了将熔料及时充满型腔,得到密度均匀和高精度的制件,必须在短时间内把熔料快速充满型腔。用来表示熔料充型快慢特性的参数有注射速率、注射速度和注射时间。注射速率低,熔料充型慢,制件易产生熔接痕、密度不均和内应力大等缺陷。使用高速注射,可减少型腔内的熔料温差,容易充满复杂型腔,可避免注射成型缺陷,获得精密制件。高速注射还可降低成型温度,减少塑料过热分解和缩短成型周期,节约能耗。但过高的注射速率,熔料易形成喷射状态,对制件的表面质量不利,熔料流经浇口易出现摩擦过热分解和模具排气不良等现象,影响制件质量。因此,对注射速度的要求是不仅速度要高,而且要能实现注射过程的分级注射控制,以满足不同塑料和制件的加工要求。
注射速率是指单位时间内注射出熔料的容积,注射速度是指螺杆或柱塞的移动速度,注射时间是指完成一次注射所需要的时间。三者之间存在一定的换算关系。
目前,注射机所采用的注射速度范围一般为8~12cm/s,高速注射的注射速度为15~20cm/s。近年来,注射速度有不断提高的趋势,特别是在低发泡沫塑料制件成型和精密塑料制件成型时,高的注射速度是获得优质制件的先决条件。对于精密注射所用注射成型机,为达到高的注射速度,原有的液压系统能力可能有限,往往需增设液压蓄能器来加大注射速度。表4⁃8为注射成型机注射量与注射时间的对应关系,供参考。
表4⁃8 注射量与注射时间的关系

(4)塑化量 塑化量是指单位时间内注射成型机塑化装置能够提供符合质量要求的熔体量。在一个成型周期内,塑化的熔体量必须与注射量相平衡。柱塞式注射成型机塑化量与注射量的关系式为

式中 Q——塑化量(kg/h);
G——注射量(聚苯乙烯)(g);
t——成型周期(s)。
塑化量应与注射成型机的成型周期相配合,既要充分发挥塑化装置的能力不浪费,也需避免塑化的不足而增加成型周期。注射成型机塑化质量的提高可通过提高螺杆转速、增大驱动功率和改进螺杆的结构形式来实现。
在生产中为保证塑料既能达到完全塑化状态,又能充满型腔,选定注射能力和注射量均应比实际需要量大20%左右。
(5)锁模力 锁模力是指注射成型机的合模装置对模具所能施加的最大夹紧力。熔料是在高压下注射入型腔的,虽然在流经喷嘴、模具的浇注系统时有部分压力损失,但仍具有相当大的压力,该压力通常称为型腔压力。型腔压力是由注射压力传递而来,其大小取决于注射压力以及熔料黏度、制件形状、制件浇注系统形式和注射机喷嘴结构等。
型腔压力有顶开模具的趋势,为保证注射成型过程模具不致被顶开而产生溢料,必须有足够的锁模力。锁模力大小的选择主要取决于型腔压力和制件的最大成型面积。
由于型腔压力的影响因素较多,实际中主要按经验数据选取。对于PE、PP和PS等壁厚均匀的日用容器类制件,容易成型,型腔的平均压力可取25MPa;对于成型薄壁类制件,型腔的平均压力可取30MPa;对于加工ABS和PMMA等高黏度树脂且有精度要求的制件,型腔平均压力可取35MPa;对于高黏度树脂且加工高精度、充型难的制件成型,型腔平均压力可取40MPa。
实际应用中应对锁模力进行初步的计算,其计算依据是最大成型面积。最大成型面积是指制件在模具分型面上的最大投影面积。
当型腔压力和最大成型面积确定后,就可以计算锁模力,即
F=CpavA (4-2)
式中 F——锁模力(N);
pav——型腔平均压力(MPa);
A——最大成型面积(mm2);
C——安全系数,一般取1.1~1.2。
锁模力是注射成型机生产能力的另一个重要参数,所以,注射成型机的规格中常有用锁模力大小来表示的。我国注射成型机合模部分的基本参数,见表4⁃9。
表4⁃9 注射成型机合模部分的基本参数
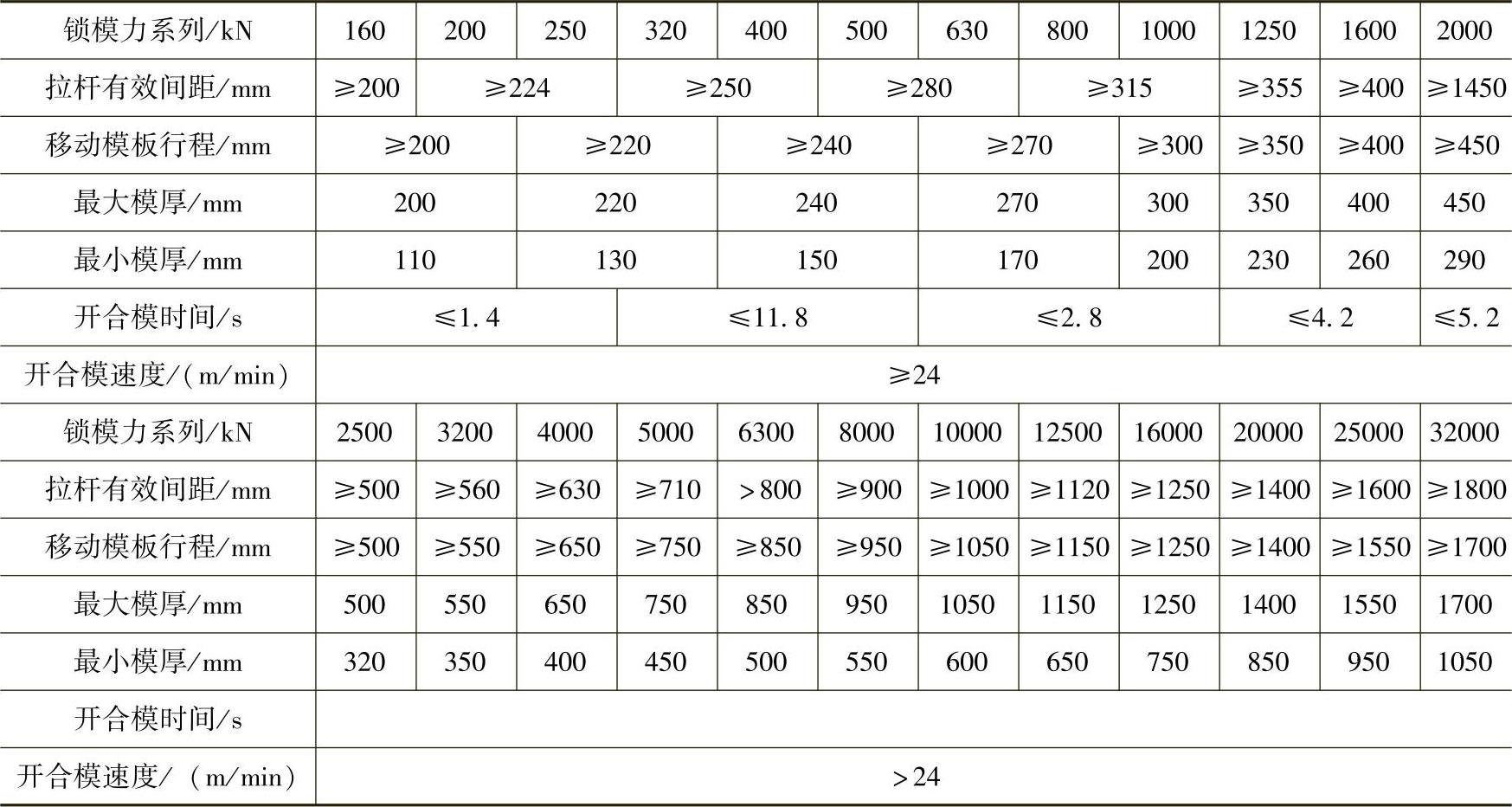
(6)合模速度和开模速度 模板移动速度是反映设备工作效率的参数,它直接影响成型周期,原则上应尽可能提高移模速度。为使模具在开模(包括顶出制件)、合模起动和终止阶段平稳,减小惯性力的不良影响,要求模板慢速移动。而为了提高生产率,则要求空行程时模板快速移动。因此,在一个成型周期中,要求模板的移动速度是变化的,即模板合模过程从快到慢,开模顶出过程由慢到快再转慢。我国标准规定的移模速度为≥24m/min,国外机器一般为30~35m/min,高速机为45~50m/min,最高的速度已接近70m/min。慢速移模速度一般要求在0.24~3m/min范围内。
(7)合模部分的基本尺寸 合模部分尺寸与模具使用范围有关的尺寸有模板尺寸、拉杆间距、模板间最大开距、动模板行程、模具的最小厚度和最大厚度等,如图4⁃13所示。
1)模板尺寸及拉杆间距。模具是安装在模板上的,模板尺寸(H×V)和拉杆间距(H0×V0)限制了装模方向和模具尺寸(长×宽)。
由图4⁃13可得
H=D+2b+2d+2Δ1+Δ2 (4-3)
H0=D+2b+2Δ1 (4-4)
式中 D——由成型机最大成型面积计算的直径(mm);
b——由模具强度与结构决定的预留量(mm);
d——拉杆(导向部分)直径(mm);
Δ1——拉杆内侧余量(mm),中、小型机一般应大于50mm,大型机应大于100mm;
Δ2——拉杆外侧余量(mm)。

图4⁃13 模具与模板、拉杆间距尺寸关系
2)模板间最大开距。模板间最大开距是指定模板与动模板之间能达到的最大距离(包括调模行程在内)。该参数关系到设备所能加工制件的高度大小,如图4⁃14所示。为使成型制件取出方便,模板间最大开距一般为制件最大高度的3~4倍,即
L=(3~4)h (4-5)
式中 L——模板间最大开距(mm);
h——制件的最大高度(mm)。
为适应不同闭合高度的模具使用,一般注射成型机都设有调节模板间距离的调模装置。
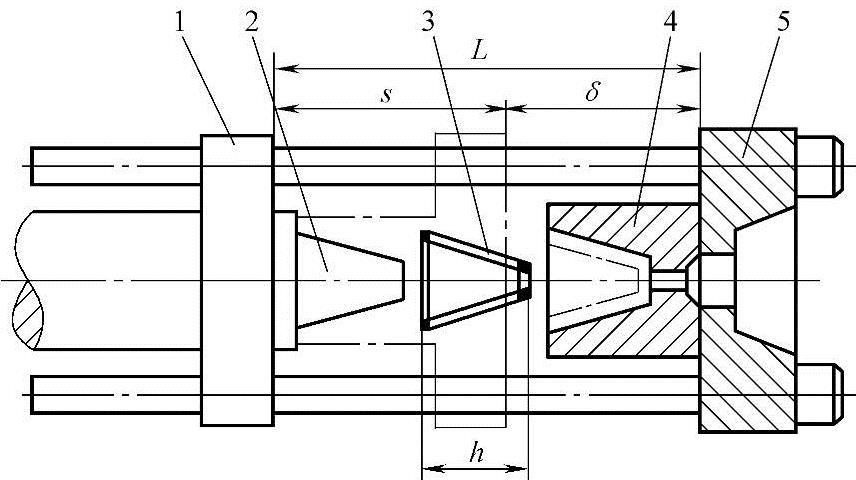
图4⁃14 模板间最大开距
1—动模板 2—动模 3—制件 4—定模 5—定模板
3)动模板行程。动模板最大行程关系到设备所能生产制件的最大高度h。为便于制件取出,一般应使s>2h,如图4⁃14所示。
因合模装置的结构不同,动模板行程大小是不同的。在机械—液压联合作用的合模装置中,注射成型机动模板的行程一般是固定不变的。而在全液压合模装置中,注射成型机动模板行程在合模液压缸活塞移动全程内可调,它能提供的开模行程与所使用的模具厚度有关,即开模行程等于模板间最大开距减去模具厚度。为减少动模板移动过程的功率消耗,在满足取件需要的前提下,应尽量使用最短的行程。
4)模具的最小与最大厚度。模具的最小厚度δmin与模具的最大厚度δmax分别指动模板移动到使模具闭合,并达到规定锁模力时,动模板与定模板间的最小与最大距离,如图4⁃14所示。如果模具厚度小于δmin,则装模时需加垫板,否则不能达到规定的锁模力。如果模具厚度大于δmax,则无法使用。δmax与δmin的差值即调模装置的最大调节量。
此外,合模装置中还附设有顶出装置,顶出行程的大小关系到制件成型后能否顺利取出。模具设计时,应根据实际情况校核设备的顶出行程是否满足要求。
5)空循环时间。空循环时间是指没有塑化、注射保压、冷却及取出制件等动作的情况下,完成一次循环所需要的时间(s)。它由合模、注射座前进和后退、开模及动作间的切换时间所组成。
空循环时间是表示注射成型机综合性能的参数。它反映注射成型机机械结构的质量、动作灵敏度、液压系统及电气系统的性能(如灵敏度、重复性和稳定性等),也是衡量注射成型机生产能力的指标。
近年来,由于注射速率、移模速度的提高和采用先进的液压、电气系统,空循环时间已大为缩短,即空循环次数大大提高。
有关塑件成型方案拟定与模具设计的文章

船厢是升船机装载船只过坝的设备,由钢丝绳悬吊,并通过布置在塔柱顶部机房内的主提升机驱动,在船厢室内升降运行。隔河岩两级升船机的船厢主要技术参数、结构型式、设备布置等基本相同,船厢有效水域尺寸42m×10.2m×1.7m,外形平面尺寸47.2m×13.8m(长×宽),中部高3.5m,两端厢头高7.9m,干舷高0.6m。上锁锭机构布置在船厢底部,锁锭梁通过手动螺母、螺杆机构驱动,在塔柱的相应位置布置有液压千斤顶,用于将船厢锁锭、顶升。......
2023-06-27

型号示例:表1-1 不锈钢焊条熔敷金属化学成分(续)(续)(续)注:表中的单值均为最大值①焊条型号中-××表示焊接位置和药皮类型,见表1-2和表1-3。常用焊条标准对照 不锈钢焊条GB/T 983—2012标准与其他相关标准常用焊条型号的对应关系见表1-4。铬不锈钢焊条示例奥氏体铬镍不锈钢焊条表1-5 焊条牌号第一位数字意义示例......
2023-06-15

在目前空调器市场中,空调器的类型主要分为整体式、分体壁挂式、变频三大类型,且依厂商不同都有不同的品牌及型号。1)普通窗式空调器。2)热泵式空调器。总之,热泵式空调器是在电磁阀的控制下转换冷凝器与蒸发器的工作状态,来实现夏季降温和冬季取暖的。目前,在家用空调器市场中,大部分已是变频空调器。直流变频空调器是指通过控制压缩机的直流供电电压来控制压缩机排放量的一种新型空调器。......
2023-06-19

图9-1所示为高速自动压力机及附属机构。高速压力机的主体机身大部分都采用闭式机构,只有小吨位的高速压力机采用开式机构,以保证机床的刚性。为了安装调节模具方便,高速压力机的滑块内一般装有装模高度调节机构。表9-13 三菱公司HP系列高速压力机技术参数3.德国A2系列高速压力机德国舒勒公司制造的A2系列高速压力机,采用框架式机架,结构紧凑。表9-14所列是舒勒公司A2系列闭式双点高速压力机技术参数。......
2023-06-26

图3-1 开启式负荷开关型号含义开启式负荷开关的型号含义说明如下:2.封闭式负荷开关封闭式负荷开关又称铁壳开关,它是在开启式负荷开关的基础进行改进而设计出来的。......
2023-06-15

电焊机产品的主要技术参数如下:1)焊接电流。在约定负载电压下弧焊电源输送给约定负载的电流。10)额定空载电压。约定负载特性条件下,通过调节所能获得的输出电流范围,即I2min~I2max。例如,国家标准规定,工作周期10min,标识的额定负载持续率Xr可以为20%、35%、60%、80%、100%。电源的实测效率等于额定状态下的输出功率与输入有功功率之比值。焊接电源的功率因数等于输入有功功率与输入视在功率之比值。19)电磁兼容性要求。......
2023-06-30

一台通用型的注射机主要由注射装置、合模装置、液压传动和电气控制系统等组成,如图45所示。螺杆式注射成型机的工作过程如图41所示,注射成型机工作过程循环图如图46所示。......
2023-06-30

相关推荐