注射成型机是注射成型所采用的机械设备,亦称注射机、注塑机。1926年生产出用压缩空气推动的活塞式注射成型机。1926年在德国生产出全自动柱塞式卧式注射成型机。1948年在注射成型机上开始使用螺杆塑化装置,并于1956年诞生了世界上第一台往复螺杆式注射成型机。注射成型机的控制系统也得到了很大的发展,采用微电子技术实行整机闭环反馈控制已开始应用。......
2023-06-30
随着注射成型工艺的发展和应用范围的不断扩大,注射成型机的类型也不断增多。对注射成型机的分类尚无统一的方法和标准,实际中使用较多的分类方法有以下几种。
1.按塑化方式分类
按塑化方式分类有螺杆式注射成型机和柱塞式注射成型机。
1)螺杆式注射成型机。螺杆式注射成型机内塑料的熔融塑化及注射都是由螺杆完成的,如图4⁃1和图4⁃5所示,是日产量最大、应用最广泛的注射成型机。
2)柱塞式注射成型机。柱塞式注射成型机是通过柱塞依次将落入机筒的颗粒状塑料推向机筒前端的塑化室,依靠机筒外加热器提供的热量使塑料塑化,呈黏流态的塑料被柱塞推挤到型腔中去,如图4⁃7和图4⁃8所示。

图4⁃7 卧式柱塞式注射机结构示意图
1—机身 2—电动机及液压泵 3—注射液压缸 4—加料调节装置 5—柱塞 6—加料杆 7—料斗 8—料筒 9—分流锥 10—定模固定板(安装板) 11—模具 12—拉杆 13—动模固定板 14—合模机构 15—合模液压缸 16—喷嘴 17—加热器 18—油箱
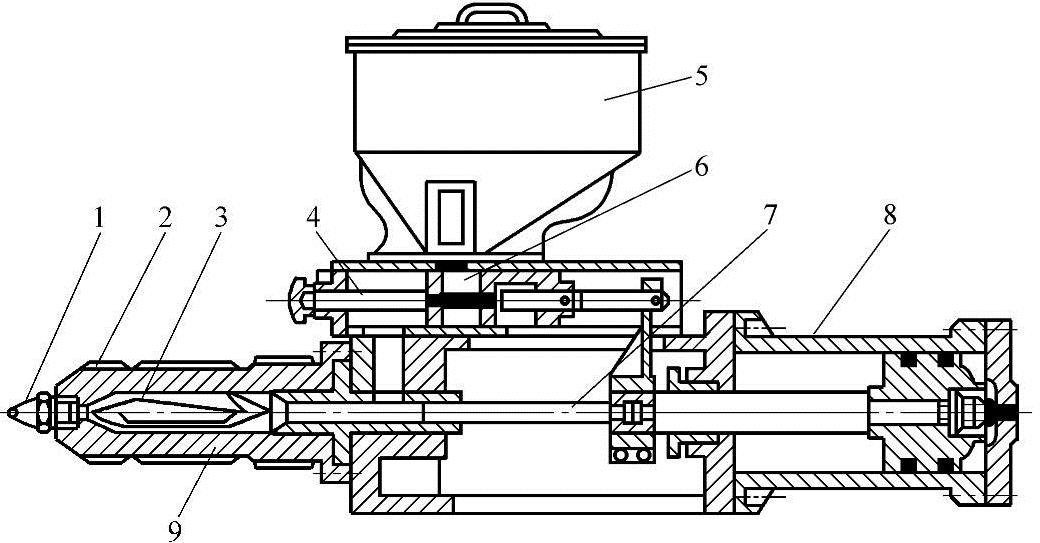
图4⁃8 柱塞式注射装置
1—喷嘴 2—加热器 3—分流锥 4—计量装置 5—料斗 6—计量室 7—柱塞 8—注射液压缸 9—料筒
2.按加工能力分类
通用注射成型机的成型能力主要是由锁模力和注射能力所决定的,按注射机的加工能力分类,见表4⁃6。
表4⁃6 按注射机的加工能力分类

3.按合模机构特征分类
按合模机构特征可分为机械式、液压式和液压—机械式注射成型机。
4.按外形特征分类
根据注射和合模装置的排列方式可分为卧式、立式和角式注射成型机,以卧式为主。
1)卧式注射成型机。卧式注射成型机的注射装置与合模装置的轴线呈一线水平排列,如图4⁃9a所示,目前使用最广、产量最大。
与立式注射成型机相比,卧式注射成型机的机体较低,容易操作和加料;制件顶出模具后可自动坠落,容易实现全自动操作;机床重心较低,安装稳妥。一般大、中型注射成型机均采用这种形式。
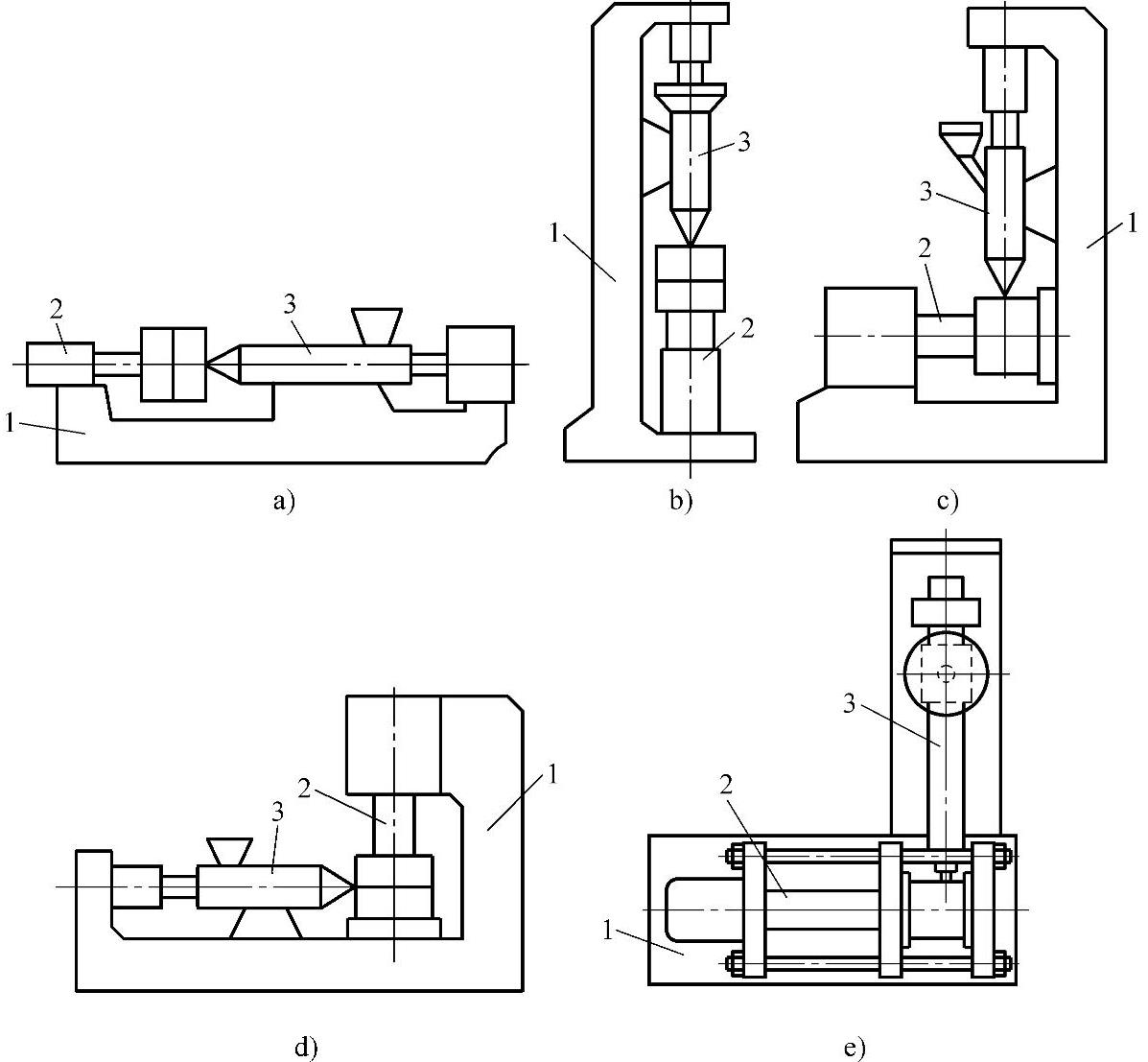
图4⁃9 注射成型机的类型
a)卧式注射成型机 b)立式注射成型机 c)、d)、e)角式注射成型机
1—机身 2—合模装置 3—注射装置
卧式注射成型机的缺点是模具安装比较麻烦,嵌件放入模具有倾斜或落下之可能,占地面积较大。
2)立式注射成型机。立式注射成型机的注射装置与合模装置的轴线呈一线竖直排列,如图4⁃9b所示。
立式注射成型机的优点是占地面积小;安装或拆卸小型模具方便;容易在动模上(下模)安放嵌件,嵌件不易倾斜或坠落。
立式注射成型机的缺点是制件自模具中顶出后不能靠重力下落,需人工取出,难以实现全自动操作;由于机身较高,机器的稳定性较差;加料及维修不便。此类注射成型机注射量一般均在60cm3以下。
3)角式注射成型机。角式注射成型机的注射装置与合模装置的轴线相互呈垂直排列,如图4⁃9c、d、e所示。
角式注射成型机的优点是结构简单便于自制,适于单件、小批生产、中心部位不允许留有浇口痕迹的平面制件。
角式注射成型机的缺点是制件自模具中顶出后不能靠重力下落,需靠人工取出,难以实现全自动操作,占地面积介于立式、卧式注射成型机两种之间。
4)多模注射成型机。多模注射成型机是一种多工位操作的特殊注射机,它的注射装置和合模装置的结构形式与前几种注射机相似,但合模装置有多个,按多种形式排列,如图4⁃10所示。多模转盘式为多个合模装置围绕同一回转轴均匀排列,工作时,一副模具与注射装置的喷嘴接触,注射保压后随转台的转动离开,在另一工位上冷却定型,与此同时,另一副模具转入注射工位,然后转过一个工位开模取出制件。其他工位可完成安放嵌件、喷脱模剂和合模等操作。该结构注射机的优点是充分发挥了注射装置的塑化能力,提高生产效率,故特别适合于冷却时间长,或辅助时间多的制件大批量生产,如旅游鞋生产、注射中空吹塑制件成型等。缺点是合模系统复杂而庞大,锁模力有限。
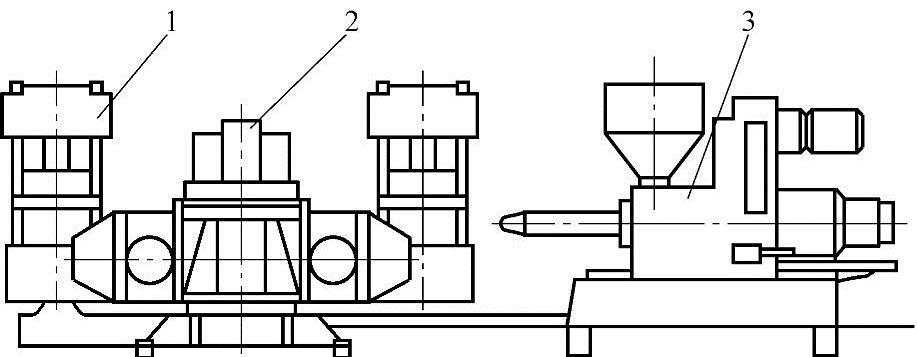
图4⁃10 多模转盘式注射成型机
1—合模装置 2—转盘机构 3—注射装置
5.按应用场合分类
注射成型应用的范围很广,为满足各种注射工艺和提高设备效能,将注射成型机设计成各种类型,分为热塑性塑料通用型(亦称普通型)和热固性塑料注射成型机、发泡注射成型机、高速注射成型机、精密塑料注射成型机、多色注射成型机和反应注射成型机等类型。
有关塑件成型方案拟定与模具设计的文章

注射成型机是注射成型所采用的机械设备,亦称注射机、注塑机。1926年生产出用压缩空气推动的活塞式注射成型机。1926年在德国生产出全自动柱塞式卧式注射成型机。1948年在注射成型机上开始使用螺杆塑化装置,并于1956年诞生了世界上第一台往复螺杆式注射成型机。注射成型机的控制系统也得到了很大的发展,采用微电子技术实行整机闭环反馈控制已开始应用。......
2023-06-30
初步选择注射成型机时,必须考虑塑件材料、生产批量、塑件体积与外形尺寸等各种因素。假设采用一模两件注射模具成型,请选用注射成型工艺参数,初步选择注射成型机并记录有关参数。......
2023-06-30

传感器种类繁多,分类方法也不尽相同,常用的分类方法有以下几种。这种分类方法明确表明了传感器的用途,便于使用者选用,如压力传感器用于测量压力信号。例如,电容传感器就是将被测量转换成电容值的变化。表3-1列出了这种分类方法中各类型传感器的名称及典型应用。按传感器工作机理分类按工作机理,传感器可分为结构型传感器和物性型传感器。结构型传感器是指被测量变化时引起了传感器结构发生改变,从而引起输出电量变化。......
2023-06-23

机头是挤出机的成型部件,它主要包括机头体、分流器、分流器支架、芯棒、口模、调节螺栓等。2)按机头内压力大小分类。3)按挤出制品的形状分类。管材挤出成型机头主要是挤出软质和硬质圆形塑料管状制品,另外还有塑料与塑料、塑料与金属复合管状制品。板与片的挤出成型模具主要指机头,定型在辅机中进行。又称电缆挤出成型机头。棒材一般是指实心的圆棒、方棒、多角棒等,挤出成型模具包括机头和定型模套。⑨坯料挤出机头。......
2023-06-15

1.8.1 稳态流场与非稳态流场由于流体连续性假设的缘故,通常在研究流体力学问题时都会把流体的压力、温度与密度等流体性质以及流体的流速表示位置和时间的函数。......
2023-06-29

双分型面注射模具常用于点浇口进料的单型腔或多型腔注射模具。4)双分型面注射模具两次分型的方法较多,除了上述介绍的弹簧定距拉板式外,还有许多形式,如定距拉杆式、定距导柱式和摆钩式等。图57所示为摆钩分型螺钉定距双分型面注射模具的结构。......
2023-06-30

根据用途不同,断路器可配备不同的脱扣器或继电器。表5-10断路器配备的脱扣器和继电器的情况断路器的分类方式很多,如按使用类别分,有选择型和非选择型;按灭弧介质分,有空气式和真空式;按结构类型分,有万能式和塑壳式;按操作方式分,有有关人力操作和无关人力操作、有关动力操作和无关动力操作,以及储能操作之分;按极数可分为单极式、二极式、三极式和四极式;按安装方式又可分为固定式、插入式和抽屉式等。......
2023-06-30
铝基钎料主要以铝硅合金为基,还可加入铜、锌、镁等元素以满足工艺性能的要求。铝基钎料适用于火焰钎焊、炉中钎焊、盐浴钎焊和真空钎焊等工艺方法。表3-3-12 铝基钎料的分类、型号、形状及熔化温度铝基钎料的化学成分应符合表3-3-13的规定。表3-3-13 铝基钎料的化学成分......
2023-06-26
相关推荐