吹胀比2.0,牵引比为5.0,牵引速度为10~20m/min,口模间隙为0.8~1mm,常用于育秧、化肥包装等方面。吹胀比为1.5~2.5,拉伸比为2~5。各种薄膜采用的吹胀比:PVC为2.0~3.0,LDPE为1.5~3.5,LLDPE为1.5~3.0,PP为0.9~1.5,PA为1.0~1.5,HDPE超薄膜为3.0~5.0,收缩膜拉伸膜为2.0~5.0。冷冻线高度与泡型和吹胀比之间有密切关系。......
2023-06-15
塑料注射成型模具设计,涉及成型设备的注射量、最大成型面积、注射压力和锁模力等成型能力,另外,试模时需要成型工艺参数,因此,需要拟定塑件成型工艺方案。
某公司塑料制件生产现场使用的注射工艺卡片见表4⁃1,注射工艺过程卡见表4⁃2,压制工艺卡片见表4⁃3。
表4⁃1 注射工艺卡片(双管夹)
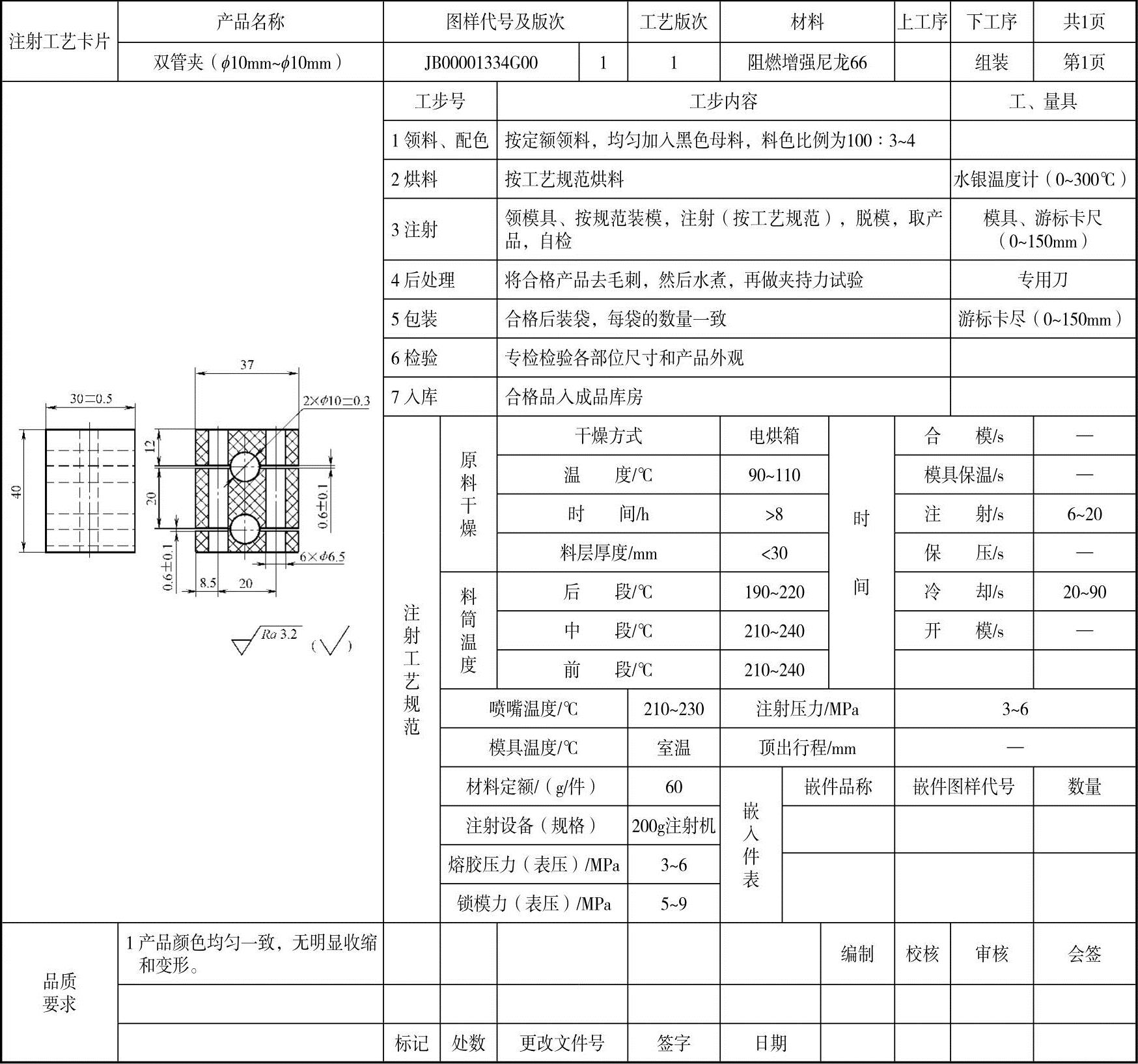
表4⁃2 注射工艺过程卡(凸轮块)
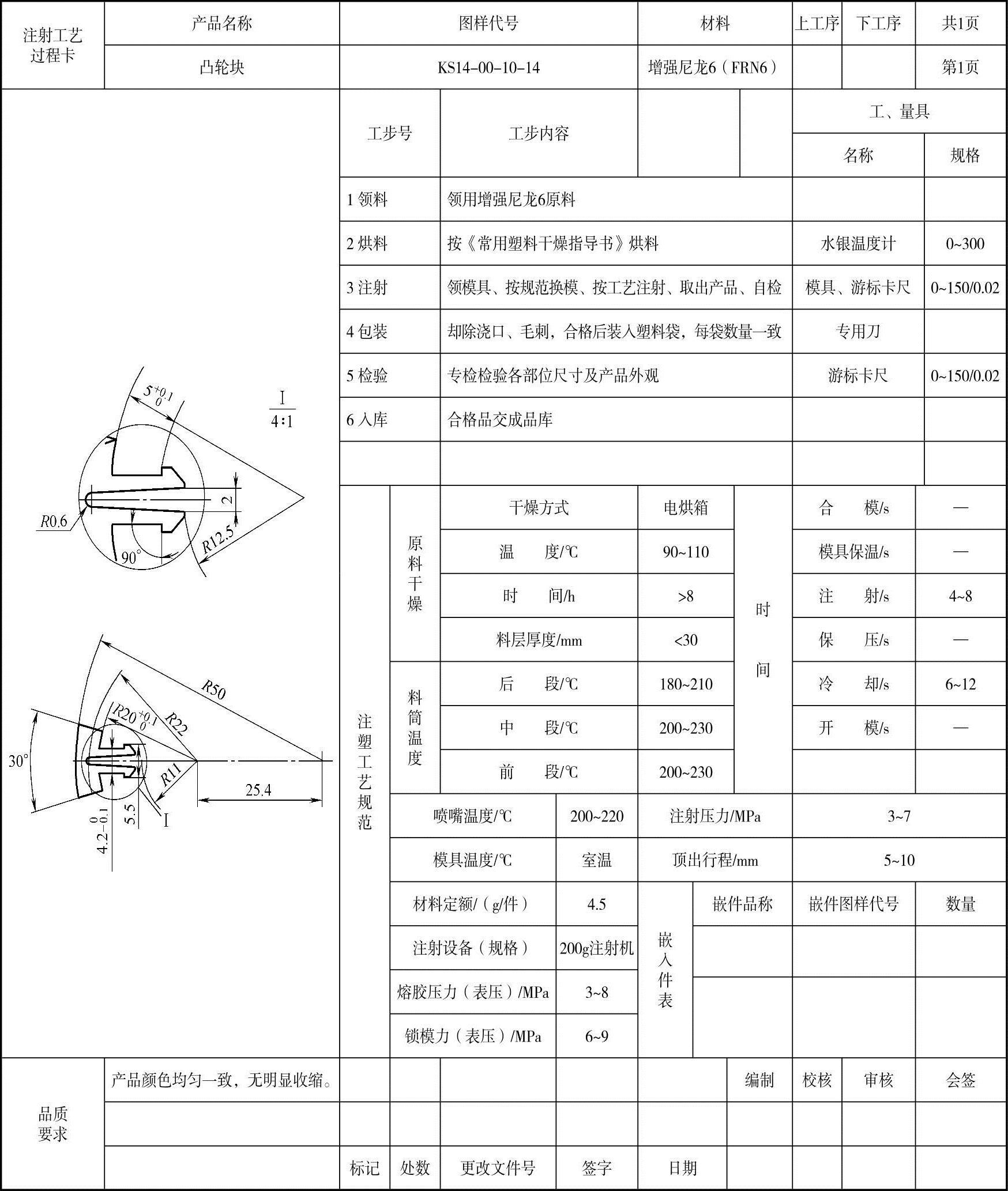
表4⁃3 压制工艺卡片(绝缘子)
由于塑料成型工艺卡的内容包括了设备、模具的有关内容,在本阶段还无法完成成型工艺方案所有内容的拟定。本阶段主要是查阅有关教材、设计手册后,初步选定塑件的成型工艺参数。图4⁃4所示是某高职学院毕业设计PA塑料齿轮零件图。本阶段学生初步选定了塑件的成型工艺参数见表4⁃4。
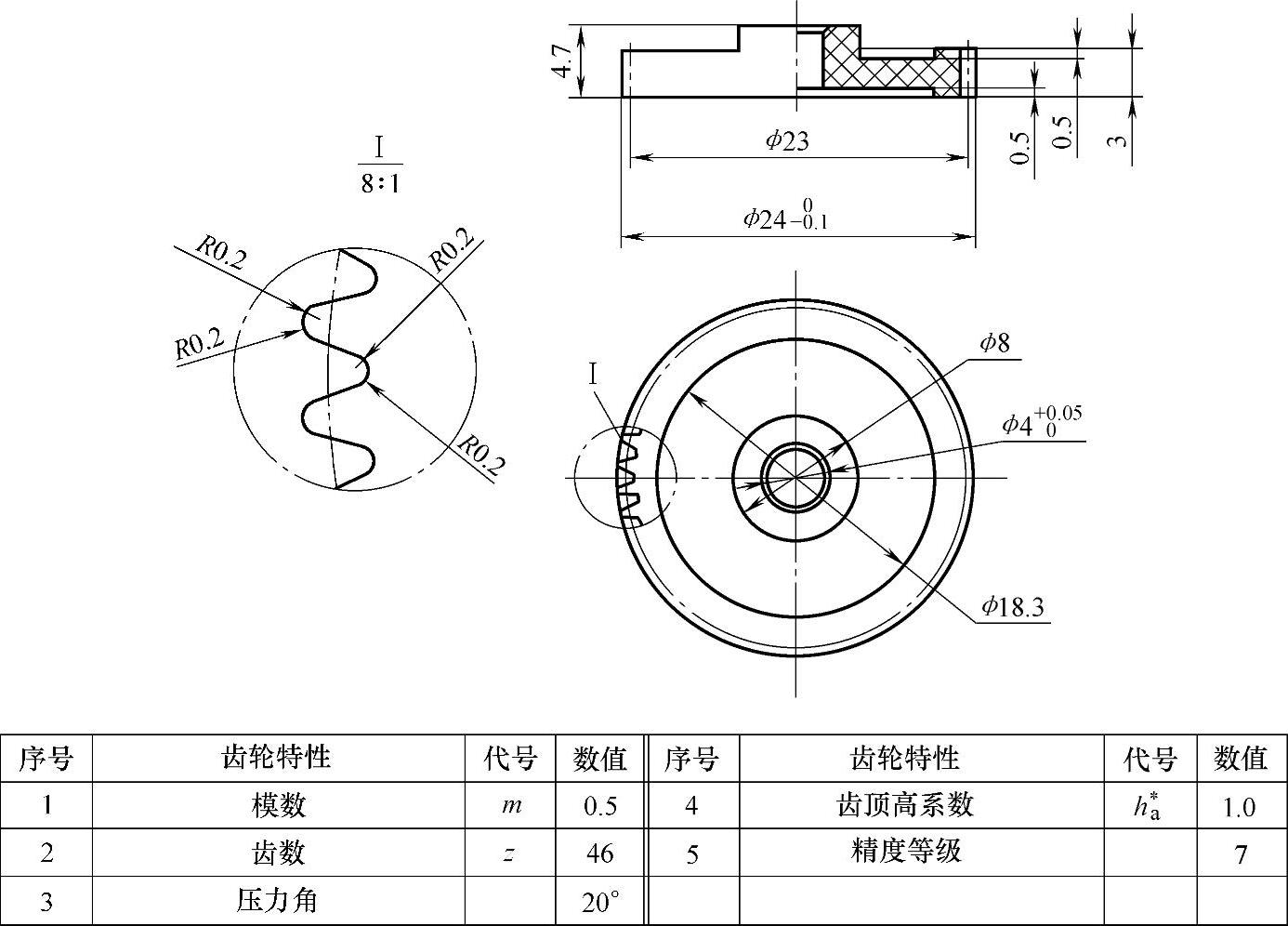
图4⁃4 PA塑料齿轮
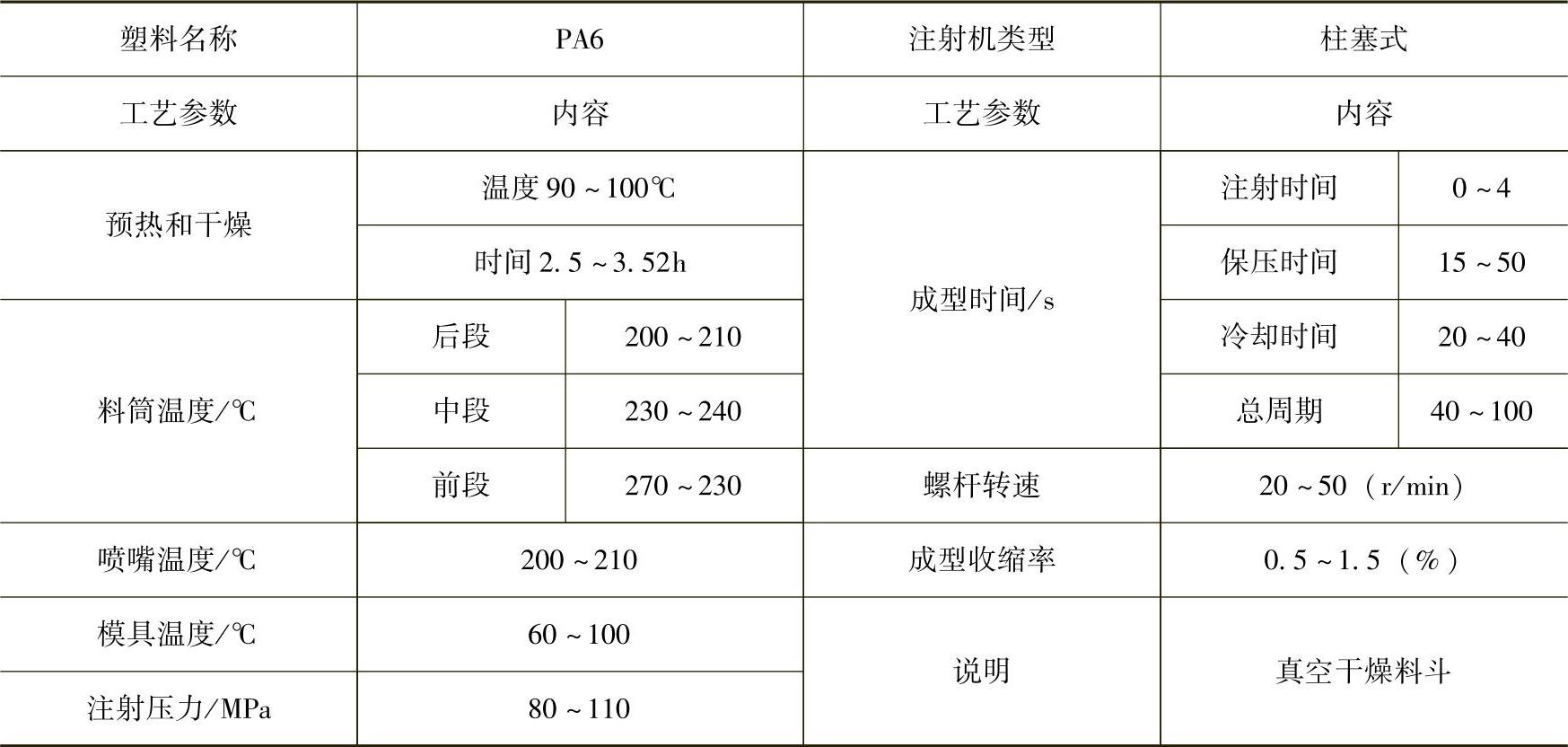
表4⁃4 PA塑料齿轮注射成型工艺参数
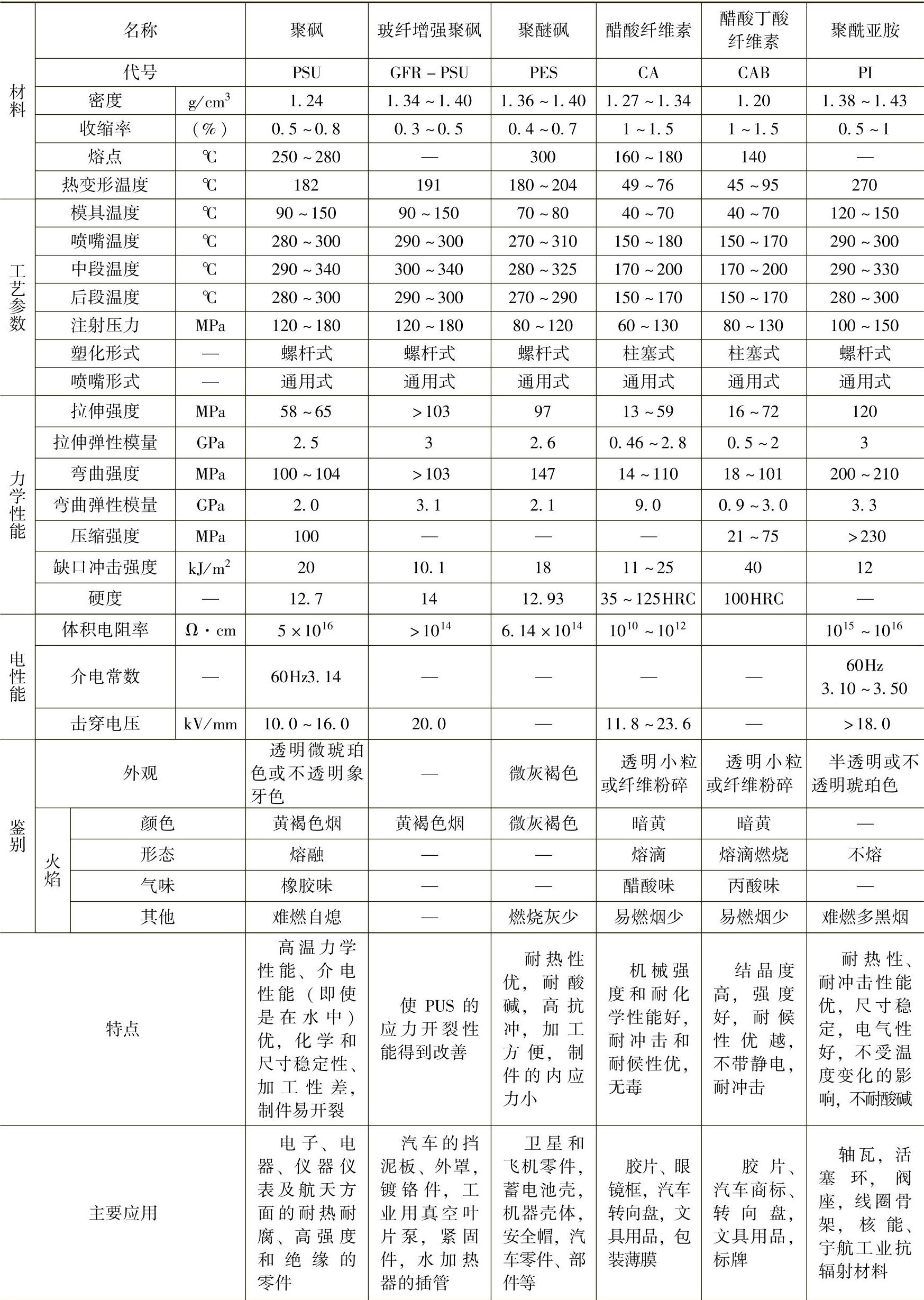
常用热塑性塑料注射成型工艺参数见表4⁃5(一)~(七)。
表4⁃5 常用热塑性塑料的成型工艺参数(一)
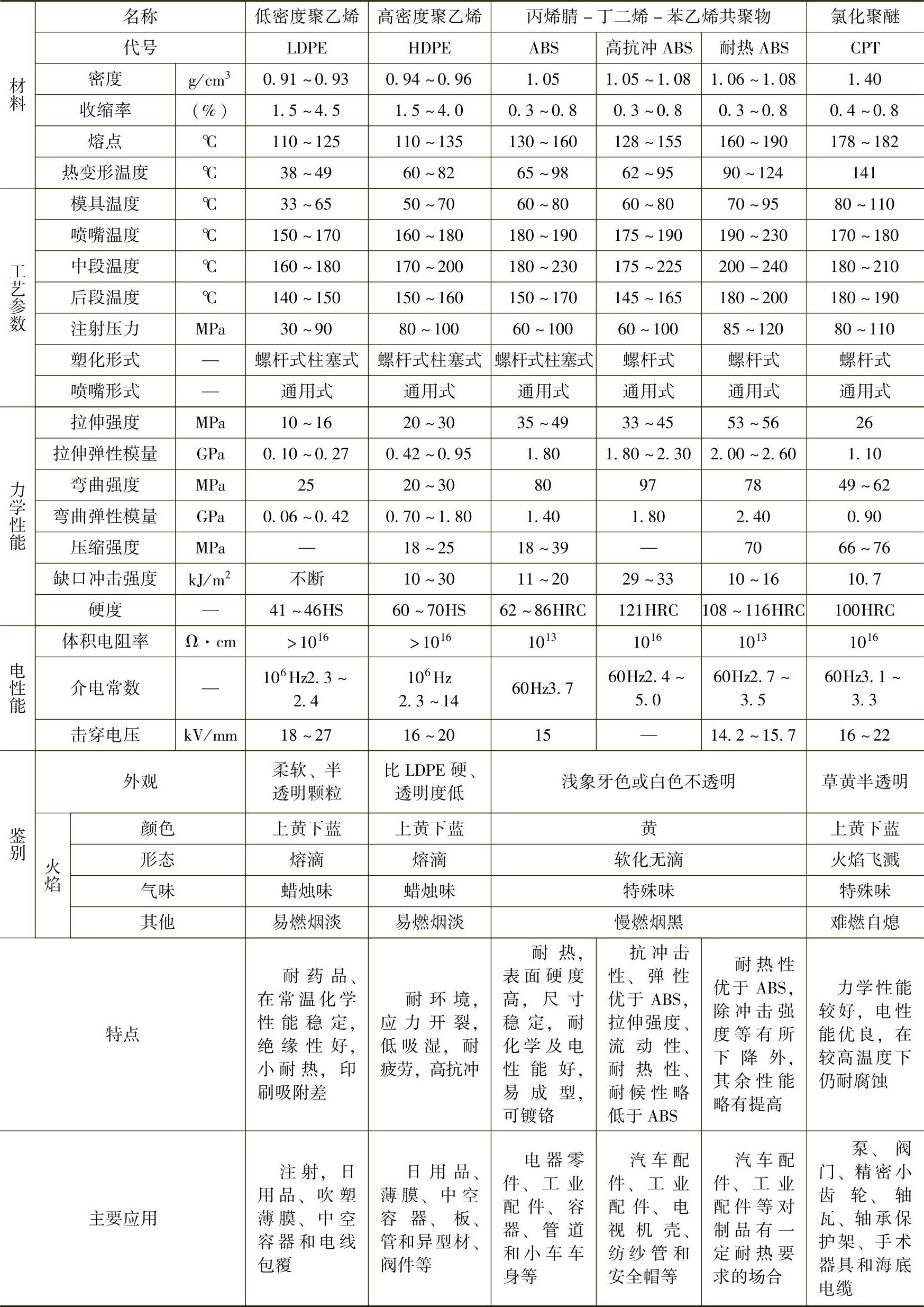
表4⁃5 常用热塑性塑料的成型工艺参数(二)
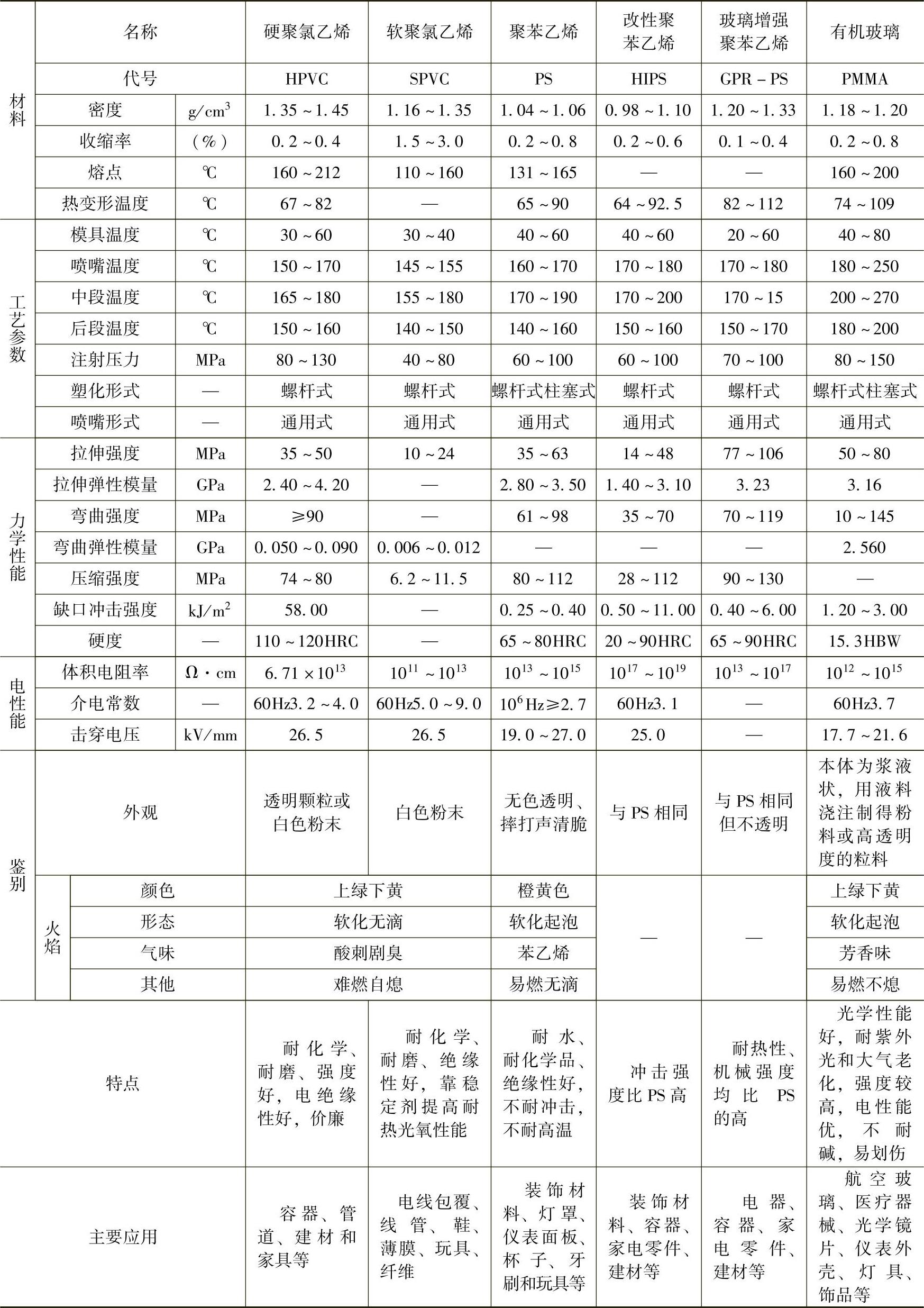
表4⁃5 常用热塑性塑料的成型工艺参数(三)
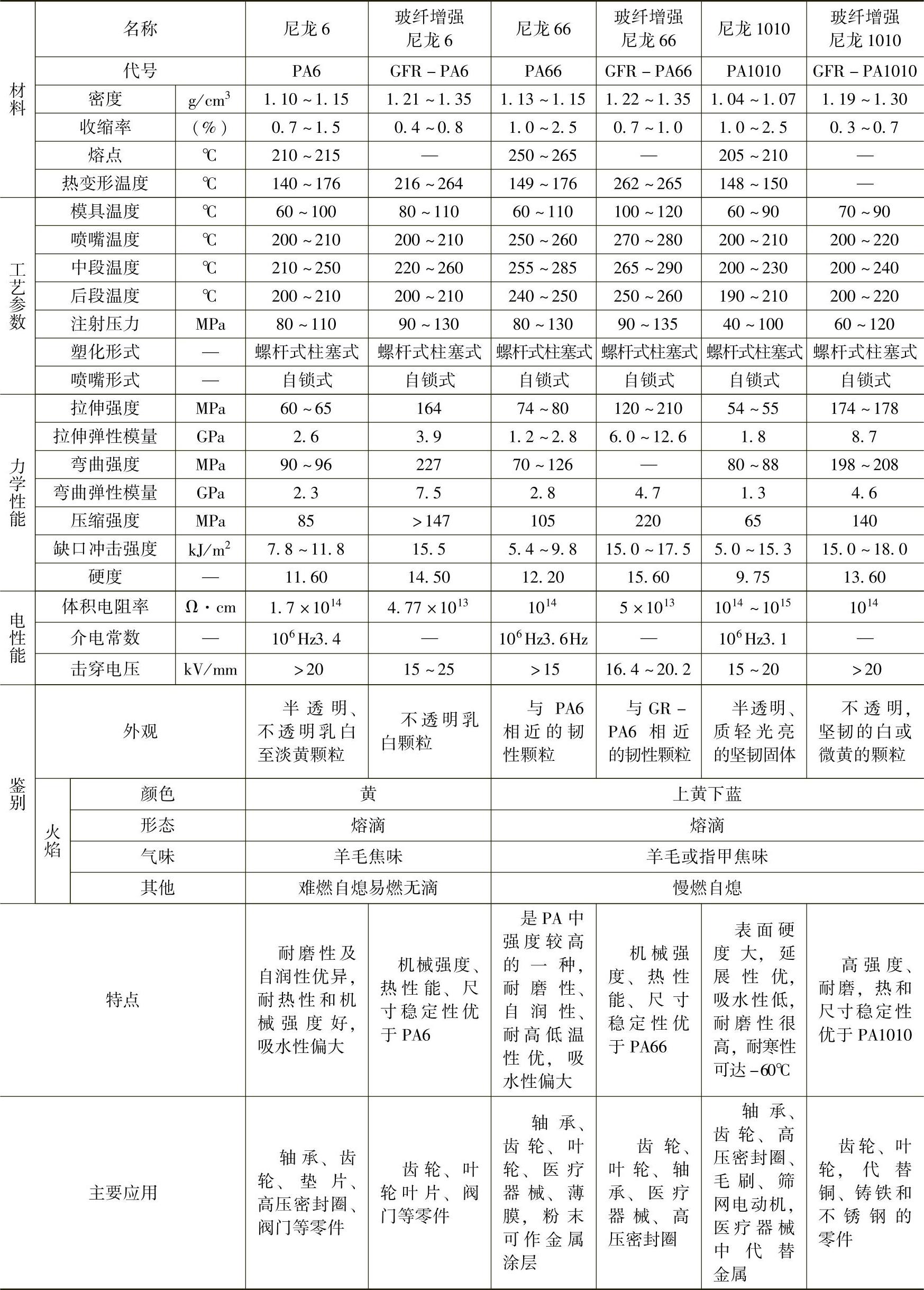
表4⁃5 常用热塑性塑料的成型工艺参数(四)
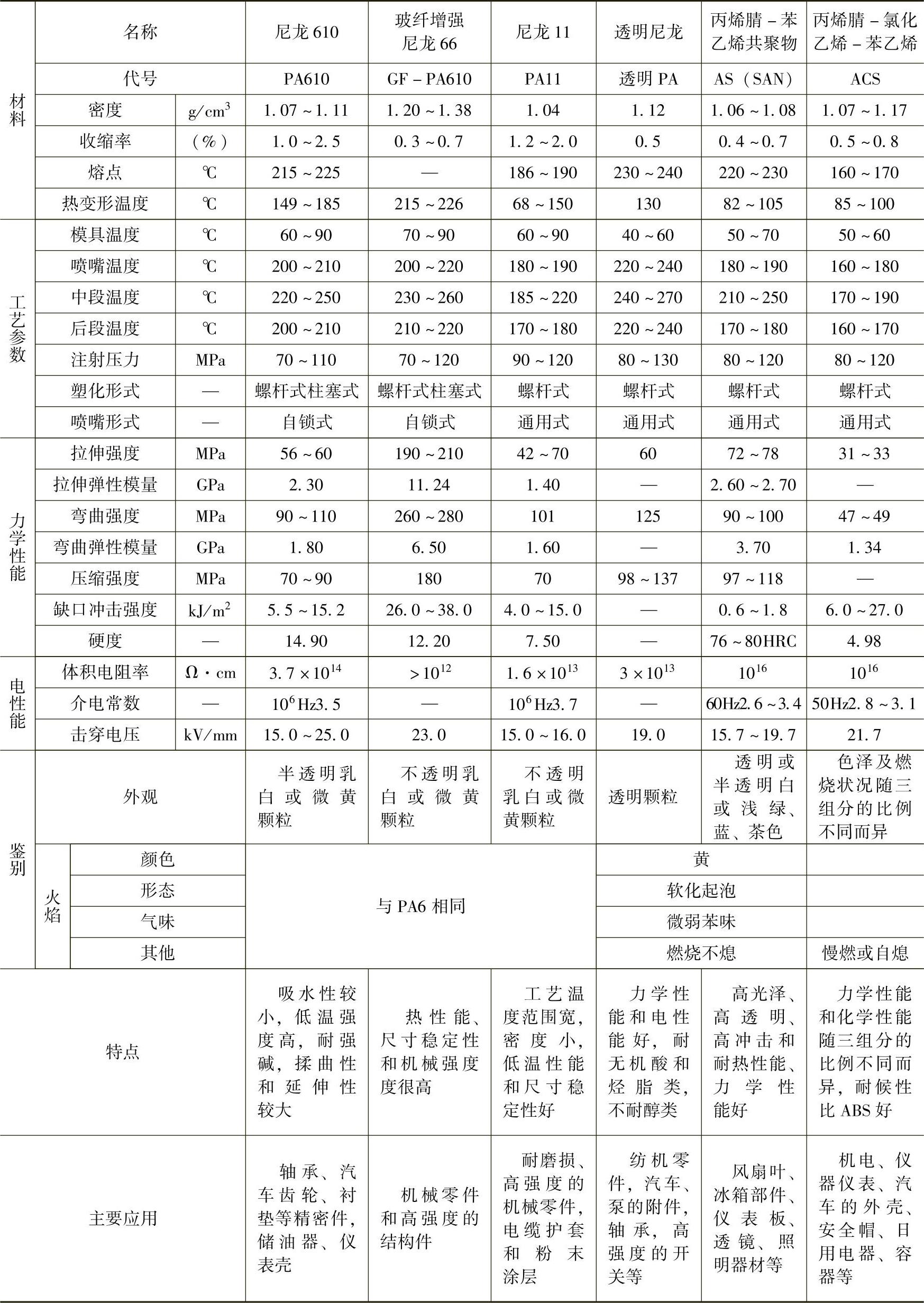
表4⁃5 常用热塑性塑料的成型工艺参数(五)
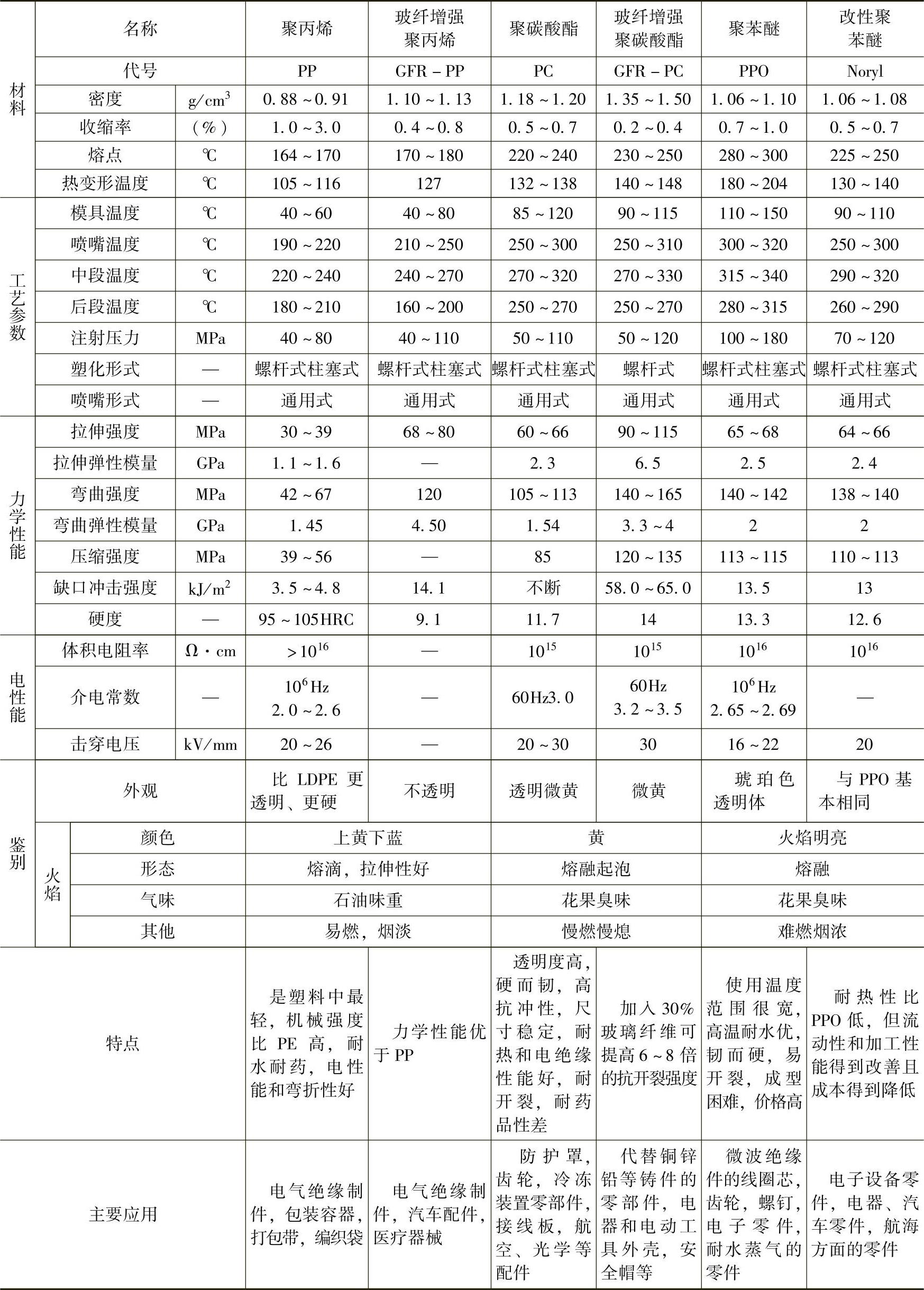
表4⁃5 常用热塑性塑料的成型工艺参数(六)
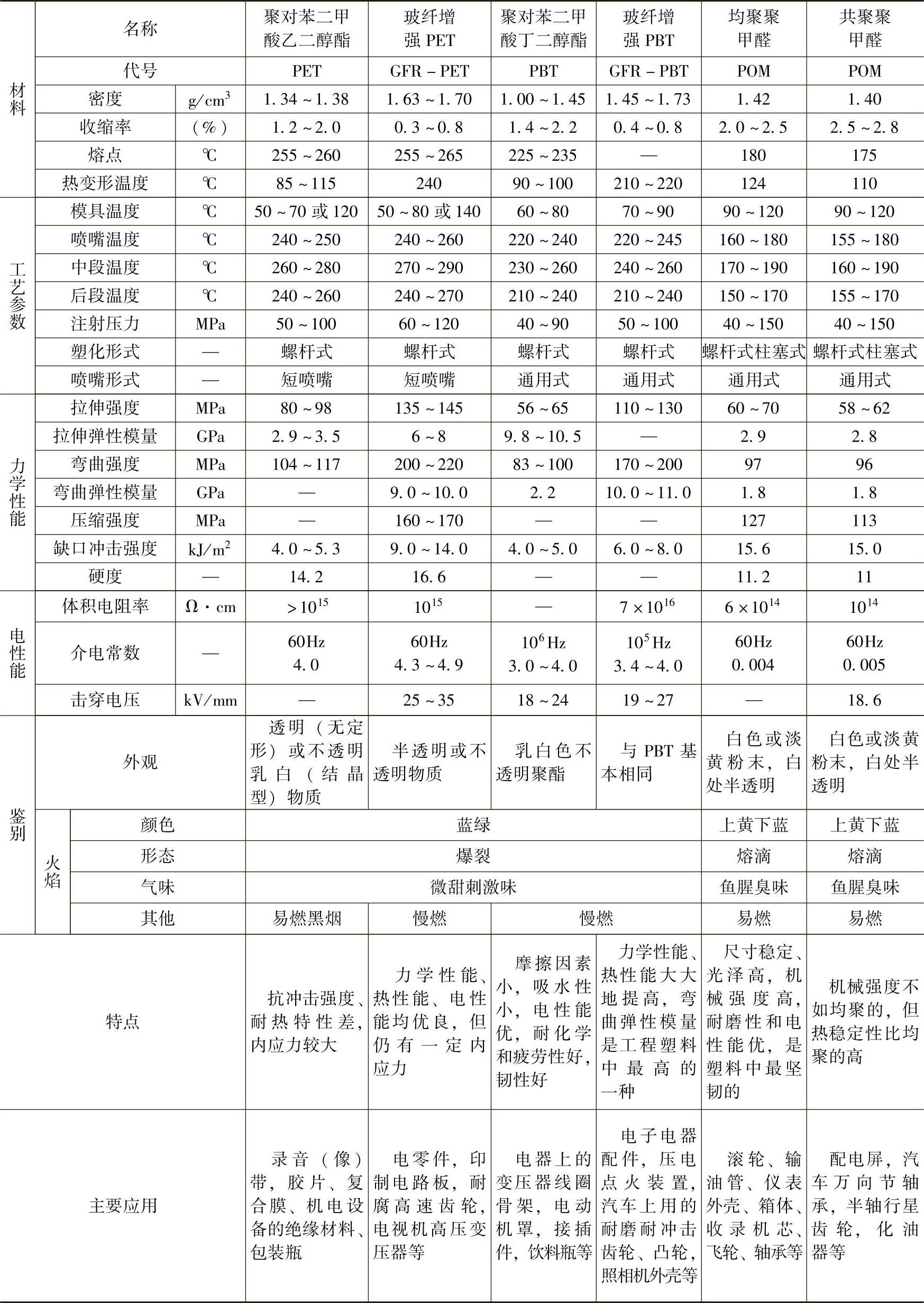
表4⁃5 常用热塑性塑料的成型工艺参数(七)
有关塑件成型方案拟定与模具设计的文章

吹胀比2.0,牵引比为5.0,牵引速度为10~20m/min,口模间隙为0.8~1mm,常用于育秧、化肥包装等方面。吹胀比为1.5~2.5,拉伸比为2~5。各种薄膜采用的吹胀比:PVC为2.0~3.0,LDPE为1.5~3.5,LLDPE为1.5~3.0,PP为0.9~1.5,PA为1.0~1.5,HDPE超薄膜为3.0~5.0,收缩膜拉伸膜为2.0~5.0。冷冻线高度与泡型和吹胀比之间有密切关系。......
2023-06-15

对于一定的塑件,当选择了适当的塑料品种、成型方法及成型设备,设计了合理的成型工艺过程和塑料模具结构之后,在生产中,工艺条件的选择和控制就是保证成型顺利和塑件质量的关键。注射成型最主要的工艺参数是温度、压力和时间。因此,注射压力和保压时间对熔体充模及塑件的质量影响极大。注射压力的大小取决于塑料品种、注射机类型、模具结构、塑件的壁厚和流程及其他工艺条件,尤其是浇注系统的结构和尺寸。......
2023-06-30

塑料成型工艺性能是塑料在成型加工过程中表现出来的特有性质。当塑料的流动性差时,在注射成型过程中,就不易充满型腔而造成缺料。塑料的流动性有统一的测定与表征方法。塑件成型后由成型温度冷却至室温时会产生收缩,这是主要的成型收缩因素。成型时的注射压力高,塑料的弹性恢复大,则收缩小。常用热塑性塑料、热固性塑料的收缩率,见表23和表24。......
2023-06-30

塑料是注塑件成型加工的对象,自然是影响注塑件成型加工缺陷痕迹最重要的因素之一。选用不同种类的塑料,便会导致注塑件成型加工的特性不同,所产生的缺陷痕迹也有所不同。该例通过对塑料收缩率的选择和成型加工工艺参数的调整,达到了整治注塑件缩痕与微收缩的问题,从而解决了注塑件变形的问题。成型后的注塑件部分表面会出现白色或光亮的痕迹,这种光亮的痕迹称为亮痕。......
2023-06-30
表6-3注射工艺过程3. 塑件后处理由于塑化不均匀等因素会在塑件内部不可避免地出现一些内应力。注射模具的结构6.2.1.3注射成形模具基本结构塑料注射成形所用的模具称为注射成形模具,简称注塑模。......
2023-06-24
成型注射塑料制品会产生成型收缩、自由收缩、限制收缩、后收缩和后处理收缩等形式的收缩。为了获得注塑件图样上所要求的尺寸,模具型芯和型腔尺寸应该是注塑件的基本尺寸+基本尺寸的中差值+塑料的收缩量。由于校形销直径大于成型销,注塑件在成型收缩时会受到校形销的约束作用。......
2023-06-30

根据GB/T 12555—2006《塑料注射模模架》标准规定,模架的标记须表示出模架的型号、系列和规格。例如,模板宽200mm、长250mm,A=50mm,B=40mm,C=70mm的直浇口A型模架标记为模架A 2025—50×40×70GB/T 12555—2006。六、塑料注射模架的技术条件GB/T 12556—2006《塑料注射模模架技术条件》标准规定了塑料注射模模架的要求、检验、标志、包装、运输和储存。......
2023-06-30

相关推荐