影响塑件尺寸公差的因素很多,而且相当复杂,主要因素有以下五个。上述影响磨损的诸因素中,塑件脱模过程的摩擦磨损是最主要的。对一副已完工的模具来说,收缩率波动是造成塑件尺寸变化的主要因素。也就是说,塑件的公差要求受到可能产生的误差限制。......
2023-06-30
【例3-1】对图3⁃50所示塑件进行结构工艺性分析。
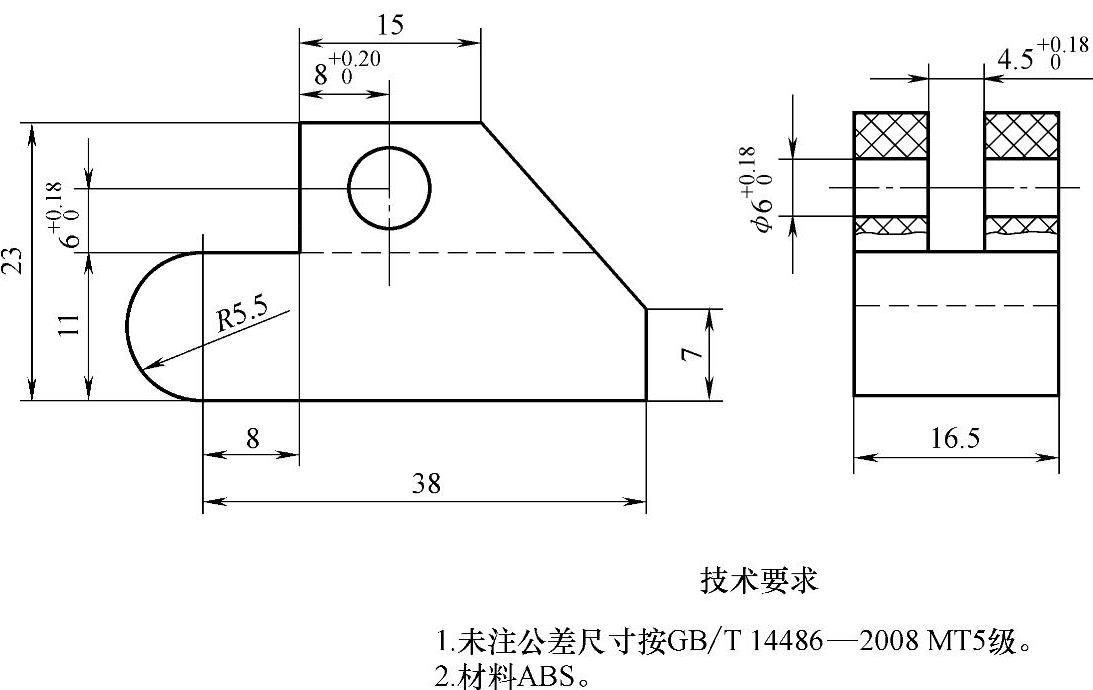
图3⁃50 塑料支架
【解】根据本书资料,对上述塑件进行结构工艺性分析如下。
1.塑件的尺寸精度分析(按GB/T 14486—2008)
1)查表,核实注射成型能否保证已标注公差尺寸的精度要求。
①尺寸6+0.180mm为受模具活动部分影响的尺寸(B类),查表3⁃1可知在MT1~MT2级之间,为保证塑件尺寸精度,宜选取MT1级精度(取公差0.16mm)。
②尺寸8+0.200mm为受模具活动部分影响的尺寸(B类),查表3⁃1可知在MT1~MT2级之间,为保证塑件尺寸精度,宜选取MT1级精度(取公差0.18mm)。
③尺寸ϕ6+0.180mm为不受模具活动部分影响的尺寸(A类),查表3⁃1可知为MT4级精度(取公差0.18mm)。
④尺寸4.5+0.180mm为不受模具活动部分影响的尺寸(A类),查表3⁃1可知为MT4级精度(取公差0.18mm)。
ABS塑件标注公差尺寸高精度一般为MT2级,而上述各有两个尺寸精度在MT1~MT2级之间,因此,如采用注射成型方法生产,须保证模具制造装配精度并严格控制成型工艺条件。
2)核实注射成型能否保证未标注公差尺寸的精度要求(查表法)
由于塑件技术要求已经明确写明未注公差尺寸按GB/T 14486—2008的MT5级精度。外形尺寸按基轴制、内形尺寸按基孔制标注后各尺寸如下。
①23mm为受模具活动部分影响的尺寸(B类),MT5级精度,外形尺寸,规范标注后为23±0.32mm。
②11mm为不受模具活动部分影响的尺寸(A类),MT5级精度,外形尺寸,规范标注后为11±0.16mm。
③8mm为不受模具活动部分影响的尺寸(A类),MT5级精度,外形尺寸,规范标注后为8±0.14mm。
④38mm为不受模具活动部分影响的尺寸(A类),MT5级精度,外形尺寸,规范标注后为38±0.28mm。
⑤15mm为不受模具活动部分影响的尺寸(A类),MT5级精度,外形尺寸,规范标注后为15±0.19mm。
⑥7mm为不受模具活动部分影响的尺寸(A类),MT5级精度,外形尺寸,规范标注后为7±0.14mm。
⑦16.5mm为不受模具活动部分影响的尺寸(A类),MT5级精度,外形尺寸,规范标注后为16.5±0.19mm。
⑧R5.5mm为不受模具活动部分影响的尺寸(A类),MT5级精度,外形尺寸,规范标注后为R5.5±R0.12mm。
ABS塑件未标注公差尺寸精度一般为MT5级,因此,容易成型。
2.塑件表面质量分析
查表3⁃3可知,ABS注射成型塑件后的表面粗糙度值为Ra0.025~Ra1.6μm。
由于该塑料支架表面没有什么特殊要求,如果从降低模具成本、减少废品率等方面考虑,塑件外表面可选取Ra0.8μm,塑件内表面可选取Ra1.6μm。
3.塑件的结构工艺分析
1)塑件的形状。该塑件为一支架类塑件,外形尺寸为长43.5mm,宽16.5mm,高23mm,主要由上下两个部分组成,整体上如同六面体的左边切去了一个方形缺口,左边则被切成斜面。下半部分总体上呈六面体结构,右端为一个直径ϕ11mm的半圆柱,左边为一个斜边。上半部分有一个宽4.5mm槽将支架上部分为对称的两个凸台,每个凸台上均开设有ϕ6mm横向通孔。
由于上半部分的槽、孔为交叉分布,成型时须采用侧向抽芯结构,模具较复杂。
2)塑件的壁厚。塑件的壁厚,上半部分比较均匀,但是下半部分壁厚较厚达11mm。为保证注射成型时下半部分能充满,浇口须设置在该部分为妥。
3)塑件的脱模斜度。查表3⁃7,ABS脱模斜度推荐值,外表面为40′~1°20′,内表面为35′~1°。该塑件无特殊要求,外表面脱模斜度可选1°,内表面脱模斜度可选50′。
4)塑件的孔间距、孔边距。查表3⁃9,塑件的孔间距、孔边距均符合要求。
综上所述,该塑件部分尺寸精度较高,成型难度较高。由于该塑件上的槽、孔交叉布置,须采用侧抽芯,模具结构比较复杂。
复习与思考题
1.分析图3⁃51所示塑件的结构,并对不合理结构进行修改。
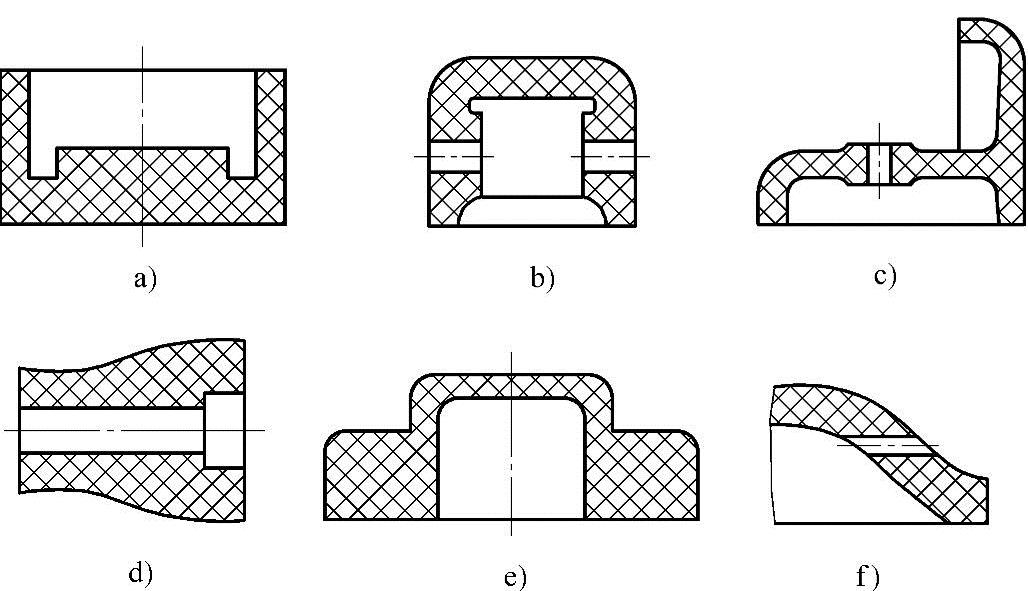
图3⁃51 塑件简图
2.参照本书实例,分析图3⁃52所示塑件(材料ABS,产量150万件,塑件精度为5级。塑件不允许有裂纹、变形缺陷,未注圆角为R2~R3mm)的结构工艺性。

图3⁃52 塑料线圈骨架
3.参照本书实例,分析图3⁃53所示塑件(材料LDPE,产量40万件。塑件不允许有裂纹、变形缺陷,脱模斜度为30′~1°,未注圆角为R2~R3mm)的结构工艺性。
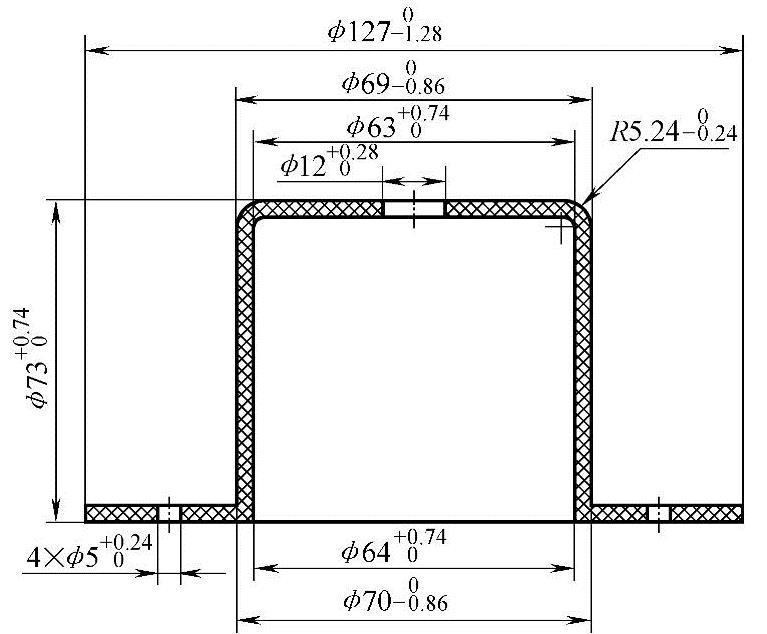
图3⁃53 塑料罩盖
有关塑件成型方案拟定与模具设计的文章

影响塑件尺寸公差的因素很多,而且相当复杂,主要因素有以下五个。上述影响磨损的诸因素中,塑件脱模过程的摩擦磨损是最主要的。对一副已完工的模具来说,收缩率波动是造成塑件尺寸变化的主要因素。也就是说,塑件的公差要求受到可能产生的误差限制。......
2023-06-30

对于形状异常复杂、精度有特殊要求并伴随有多种冲压工序的制件,应采取对应的工艺措施予以保证。普通冲裁件外形及型孔尺寸的经济公差等级一般不高于IT11,制件外形公差等级最好低于IT10,而型孔公差等级最好低于IT9。表4-1 冲裁件外形与内孔尺寸公差 注:1.分子为冲件外形公差,分母为冲件内孔公差。在实际生产中,制件的尺寸精度是由产品设计给定的,要保证其全部尺寸精度往往难以达到。......
2023-06-26

注塑件的形体分析图,只要将影响注塑模结构方案的“六要素”用符号表示出来,并对符号给出说明就可以了。注塑模结构方案可行性分析图,需要在注塑模设计之前,交给校对人员或审核人员进行校核和审查。 标注有“六要素”符号的行李箱锁主体部件分析图,如图2-33所示。注塑件的形体分析,会直接影响到注塑模结构设计的正确性和完整性。只要注塑件的形体分析能够到位,制订与形体分析“六要素”相适应的方案就会相对容易一些。......
2023-06-30
求该塑料制件压缩成型时的工作尺寸。首先,将尺寸48-0.10-0.38mm换算为47.90-0.28mm。模具成型零件的制造公差取。1)型腔尺寸计算。型芯径向dm尺寸为型芯高度hbm尺寸为3)中心距尺寸计算。4)螺纹型芯尺寸计算。螺纹型芯大径dm尺寸:查螺纹公差标准GB/T 197—2003得b=0.20mm,查表62得δz=0.03mm,则螺纹型芯中径d2m尺寸:查表62得δz=0.02mm,则螺纹型芯小径d1m尺寸:查表62得δz=0.03mm,则螺纹型芯高度Ham尺寸为螺纹型芯螺距Pm尺寸:查表64得δz=0.02mm,则5)螺纹型环尺寸计算。......
2023-06-30

对于黑色金属材料,精度要求高和表面粗糙度值要求较小、零件需要淬硬时,其后续工序只能用磨削而采用的加工路线。轴类零件的主要加工表面是外圆表面,还有常见的特殊形表面,因此针对各种精度等级和表面粗糙度要求,按经济精度选择加工方法。轴类零件的预加工是指加工的准备工序,即车削外圆之前的工艺,主要有校直、切断、切端面和钻中心孔。②轴类零件加工的定位基准和装夹。现以此轴为例进行机械加工工艺分析。......
2023-06-29
故注塑件在进行形体分析时的“外观”要素,是模具结构方案分析时不能遗漏的因素,而在确定模具结构方案时更需要有处置注塑件“外观”要素的措施。标注有注塑件形体分析“外观”要素的表面为正面,也就是说正面不允许有镶接、浇口和注塑件脱模的痕迹。 圆筒“外观”要素分析图如图2-27所示。可见模具的结构会因成型加工缺陷痕迹的存在和注塑件“外观”要素的要求,而有不同的方案。......
2023-06-30
图8-1床身导轨简图A—溜板移动导轨;B—尾座移动导轨图8-2影响车床等高性尺寸链相关零件联系简图车床;尺寸链通过以上实例可以看出,产品的装配精度和零件的加工精度有很密切的关系。零件精度是保证装配精度的基础,但装配精度并不完全取决于零件精度。......
2023-06-29

各级精度滚动轴承的尺寸公差和旋转精度列于表4-3~表4-30中。表4-104 级向心轴承外圈公差 (μm)① 仅适用于直径系列0、1、2、3和4。表4-19 5级圆锥滚子宽度公差——内外圈、单列轴承及组件 (μm)表4-20 4级圆锥滚子轴承内圈公差 (μm)表4-21 4级圆锥滚子轴承外圈公差 (μm)① 不适用于凸缘外圈轴承。表4-30 推力轴承座圈公差 (μm)(续)注:对于双向轴承,公差值只适用于D≤360mm的轴承。......
2023-06-26
相关推荐