加强肋是指塑件上长的凸起物,用来改善制件的强度和刚度。有的加强肋还能改善成型时熔体的流动状况,增加流程的截面积,缩短流程。塑料制件的加强肋和凸台如图313所示。图312 塑件圆角半径的确定图313 塑料制件的加强肋和凸台图314 塑料制件加强肋形状和尺寸加强肋在布置时有以下要求。在长形或深形箱体的转角处设置加强肋,能有效地克服翘曲变形现象。加强肋的端面应低于塑料制件支承面0.05~1mm。......
2023-06-30
1.塑件上的花纹
塑件上的花纹(如凸纹、凹纹、皮革纹等)的作用如下。
1)增大接触面积,防止使用中的滑动。
2)装饰或掩饰塑件的结合的某些部位。
3)增加装配时的结合牢固性。
设计的花纹应易于成型和脱模,便于模具制造。为此,凸凹纹方向应与脱模方向一致。图3⁃39a、d所示的设计塑件脱模麻烦,模具结构复杂;图3⁃39c所示的设计在分型面处的飞边不易清除;而图3⁃39b、e所示的设计则脱模容易,模具结构简单,制造方便,而且分型面处的飞边为一圆形,容易去除。塑件侧表面的皮革纹等是依靠侧壁斜度保证脱模的。

图3⁃39 塑件花纹的设计
2.塑件上的标记、符号和文字
塑件上的标记、符号和文字可以设计成三种不同的形式。
1)第一种为塑件上是凸字(模具上为凹字),它在模具制造时比较方便,可用机械或手工将字雕刻在模具上,但使用过程中凸字容易损坏,如图3⁃40a所示。
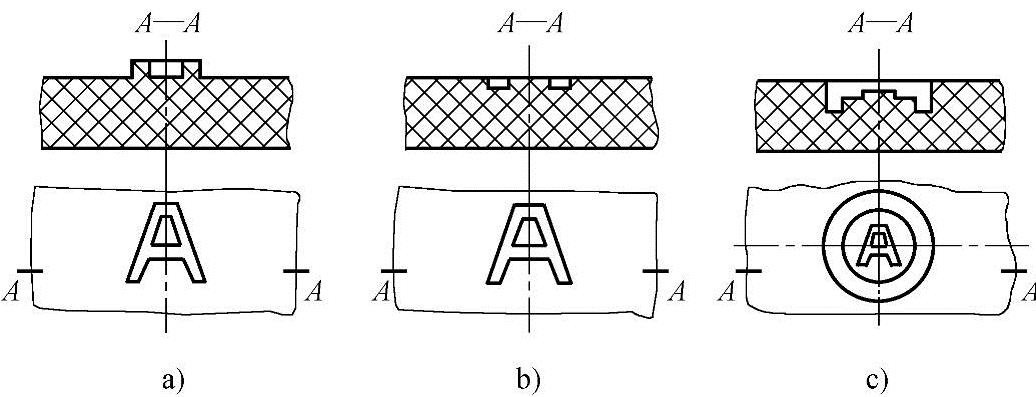
图3⁃40 塑件上的文字结构形式
2)第二种为塑件上是凹字(模具上为凸字),如图3⁃40b所示,它可以填上各种颜色的油漆,使字迹更为鲜明,但这种形式如果用机械加工模具则较麻烦,现在多采用电铸、冷挤压或电火花成形加工等方法来制造模具。
3)第三种为凹坑凸字,在凸字的周围带来凹入的装饰框,如图3⁃40c所示。制造这种结构形式的模具可以采用镶块,在镶块中刻凹字,然后镶入模体中。这种结构形式的凸字在使用时不易损坏,模具制造也比较方便。
有关塑件成型方案拟定与模具设计的文章

加强肋是指塑件上长的凸起物,用来改善制件的强度和刚度。有的加强肋还能改善成型时熔体的流动状况,增加流程的截面积,缩短流程。塑料制件的加强肋和凸台如图313所示。图312 塑件圆角半径的确定图313 塑料制件的加强肋和凸台图314 塑料制件加强肋形状和尺寸加强肋在布置时有以下要求。在长形或深形箱体的转角处设置加强肋,能有效地克服翘曲变形现象。加强肋的端面应低于塑料制件支承面0.05~1mm。......
2023-06-30

嵌件的材料有金属、玻璃、木材和已成型的塑料等,其中,金属嵌件用得最为普遍。解决以上问题的关键是嵌件的结构设计及其与塑件的配合关系。嵌件与模具的配合部分应能防止溢料,避免出现毛刺,影响使用性能。综上所述,在设计带嵌件的塑件时,主要应保证嵌件固定的牢靠性,塑件的强度。......
2023-06-30

为便于塑料制件脱模,防止脱模时撞伤或擦伤塑料制件表面,在设计塑件时,与脱模方向平行的塑料制件表面一般应具有合理的斜度,这一斜度即塑料制件的脱模斜度。常用热塑性、热固性塑料制件的脱模斜度分别见表37和表38。2)为避免或减小脱模力过大而损伤塑料制件,对于收缩较大、形状复杂及型芯包紧面积较大的塑料制件,应该考虑较大的脱模斜度。但制件精度要求高的,脱模斜度应包括在公差范围内。......
2023-06-30

电路图中的代表符号分为图形符号和文字符号两种。用于电路图中表示一个设备、元器件(如开关)或一个概念(如接地)的图形、标记或字符的符号称为图形符号。常用的一些特殊文字符号可查阅相关标准。......
2023-06-15

聚乙烯、聚丙烯等塑件均可采取类似的方法,但多数情况下,带侧凹的塑件不宜采用强行脱模,以免损坏塑件。5)塑件的形状还应考虑成型时分型面位置,脱模后不易变形等。综上所述,塑件的形状必须便于成型,以简化模具结构,降低成本,提高生产率和保证塑件的质量。......
2023-06-30
解决的途径是采用表面热处理或化学热处理等表面强化处理。只对钢件表层进行加热、冷却,以改变其组织和性能的热处理工艺称为表面热处理,分为表面淬火和化学热处理两类。根据电流频率不同,感应加热表面淬火分为三类:高频感应加热表面淬火、中频感应加热表面淬火和工频感应加热表面淬火。由于渗入元素的不同,工件表面处理后获得的性能也不相同。目前在机械制造业中,最常用的化学热处理是渗碳、渗氮和碳氮共渗。......
2023-06-26

影响塑件尺寸公差的因素很多,而且相当复杂,主要因素有以下五个。上述影响磨损的诸因素中,塑件脱模过程的摩擦磨损是最主要的。对一副已完工的模具来说,收缩率波动是造成塑件尺寸变化的主要因素。也就是说,塑件的公差要求受到可能产生的误差限制。......
2023-06-30
相关推荐