塑件上的螺纹可以直接成型,也可以在成型后进行机械加工,对于经常拆装或受力较大的螺纹则应采用金属的螺纹嵌件。图328 塑件上交叉孔的成型方法表311 螺纹选用范围注:表中“-”为建议不采用的范围。3)为了使塑件上的螺纹始端和末端在使用中不致崩裂或变形,其始、末端应按图329所示结构参数进行设计。其主要问题是去除螺纹上的飞边困难,制件上的分型痕印会影响螺纹装配。......
2023-06-30
1)塑件的各部分都能顺利地、简单地从模具中取出来,应尽量避免侧壁凹槽或与塑件脱模方向垂直的孔,这样可避免采用两瓣组合分型或侧抽芯等复杂的模具结构和使分型面上留下飞边,如图3⁃2所示,其中各图所示的塑件在改进前需要采用侧抽芯或瓣合分型凹模(或凸模)结构,改进后则简化了模具结构,可采用整体式凹模(或凸模)结构。
2)对于较浅的内外侧凹槽或凸台并带有圆角的塑件,可利用塑料在脱模温度下具有足够弹性的特性和凸凹深度尺寸不大的特点,以强行脱模的方式脱模,而不必采用组合型芯的方法。例如聚甲醛塑件,5%的内凹(或外凸)均可采用强行脱模方式,如图3⁃3所示。聚乙烯、聚丙烯等塑件均可采取类似的方法,但多数情况下,带侧凹的塑件不宜采用强行脱模,以免损坏塑件。
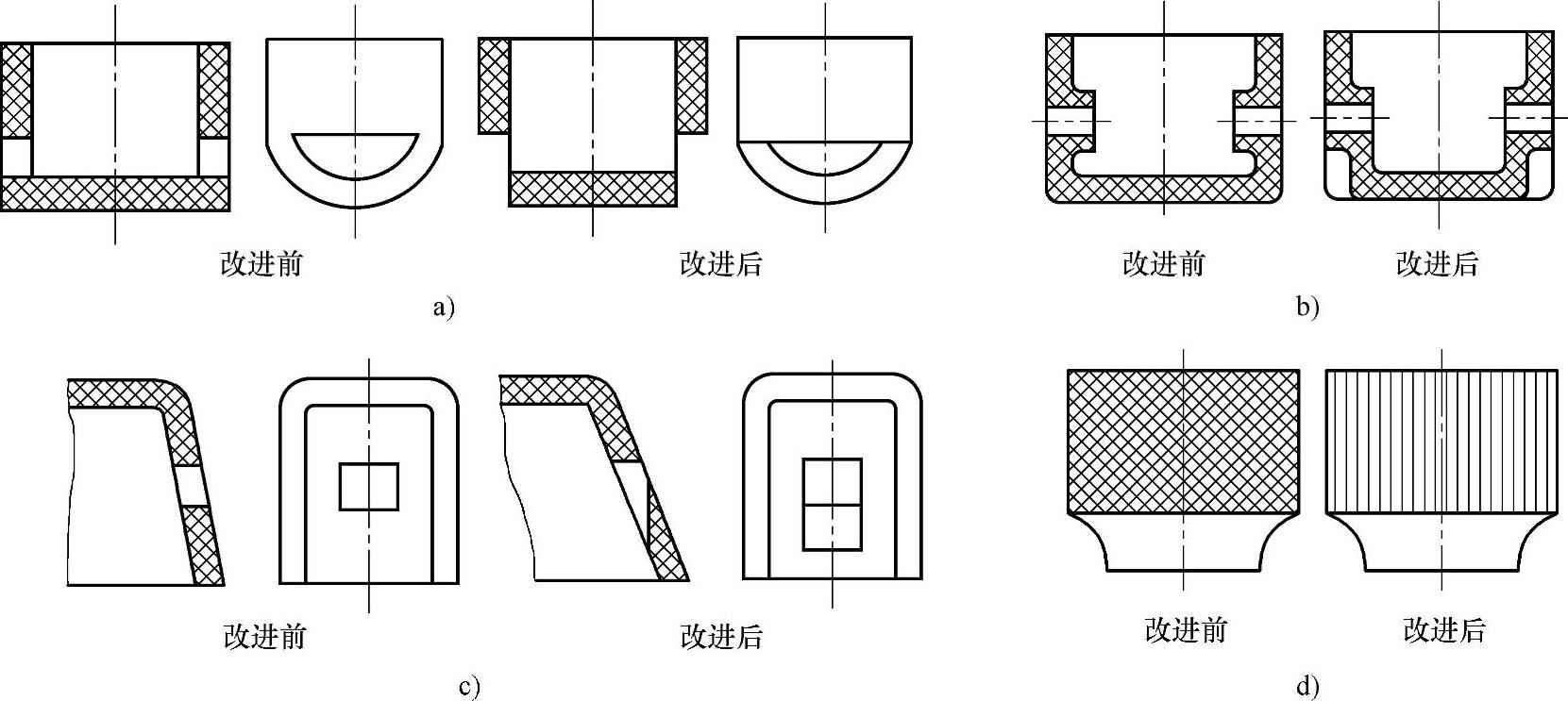
图3⁃2 塑件的形状工艺性
a)变侧孔为侧凹 b)内侧凹的改进 c)改变侧孔,避免侧抽芯 d)采用直纹滚花,避免侧凹
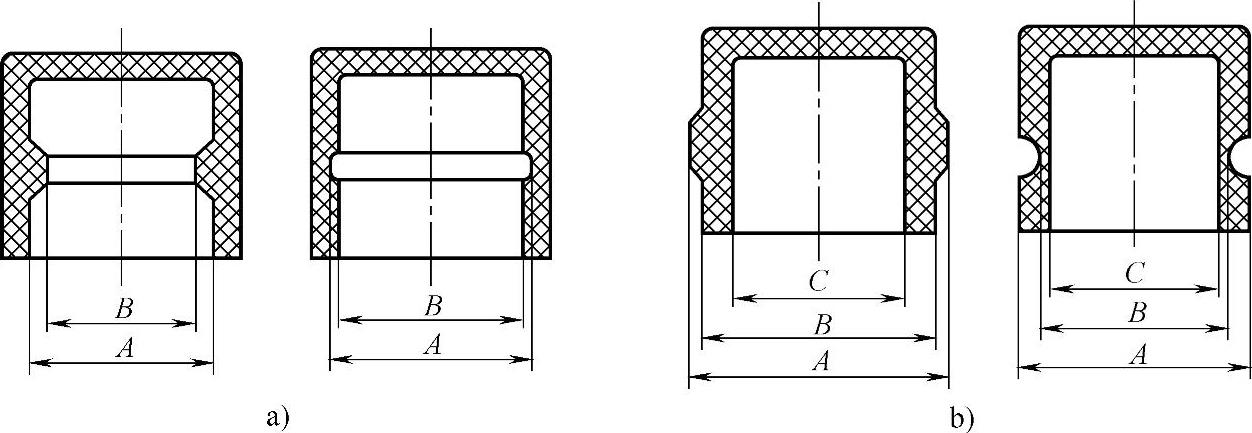
图3⁃3 可强制脱模的塑件结构尺寸
a) b)
b)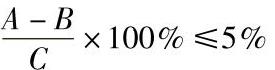
3)塑件的形状还要有利于提高塑件的强度和刚度。为此,薄壳状塑件可设计成球面或拱形曲面,这样可以有效地增加刚度和减少变形。例如,将容器底或盖设计成如图3⁃4a和图3⁃4b所示的形状,可大大增强其刚度。对于薄壁容器的边缘可按图3⁃4c所示的设计来增加刚度和减少变形。

图3⁃4 容器类塑件底、盖、边缘的设计
4)紧固用的凸耳或台阶应有足够的强度和刚度,以承受紧固时的作用力。为此,应避免台阶突然变化和尺寸过小,而应逐步过渡,如图3⁃5所示。其中图3⁃5a所示的结构不合理,而图3⁃5b所示的结构以逐步过渡并以加强肋增强,故其结构合理。
5)塑件的形状还应考虑成型时分型面位置,脱模后不易变形等。
综上所述,塑件的形状必须便于成型,以简化模具结构,降低成本,提高生产率和保证塑件的质量。
有关塑件成型方案拟定与模具设计的文章

塑件上的螺纹可以直接成型,也可以在成型后进行机械加工,对于经常拆装或受力较大的螺纹则应采用金属的螺纹嵌件。图328 塑件上交叉孔的成型方法表311 螺纹选用范围注:表中“-”为建议不采用的范围。3)为了使塑件上的螺纹始端和末端在使用中不致崩裂或变形,其始、末端应按图329所示结构参数进行设计。其主要问题是去除螺纹上的飞边困难,制件上的分型痕印会影响螺纹装配。......
2023-06-30

例如,对于图5111所示的中、小型简单罩盖类塑件,因不允许侧抽芯,如果选用侧浇口,当不采用点浇口等需双分型面注射模的浇口时,则可以选择采用图51所示的单分型面注射模具结构,其模具结构简单、制造成本低、制造周期短。如选用点浇口,则必须采用双分型面的注射成型模具。......
2023-06-30

在对注塑件上可以保留的模具结构成型痕迹进行辨析之后,运用痕迹技术就可以弄清楚注塑样件模具的结构方案,从而可以避免我们设计模具结构时出现失误,可以使我们顺利地仿制或复制出注塑样件及其模具。注塑件成型加工痕迹技术的内容,主要是应用成型痕迹技术,去整治注塑件的各种弊病。......
2023-06-30

塑件上的孔有通孔、不通孔、形状复杂的孔和螺纹孔等。1)塑件上各种孔的位置,应尽可能开设在不减弱塑件的机械强度的部位,也应力求不增加模具制造工艺的复杂性,孔的形状宜简单,复杂形状的孔,模具制造较困难。表310 孔径与孔深的关系注:1.d为孔的直径。图326 塑料制件通孔的成型方法图326a所示为将型芯的一端固定来成型,采用该方法在孔的另一端与模具接触部位会有飞边,难以修整。......
2023-06-30
2)装饰或掩饰塑件的结合的某些部位。3)增加装配时的结合牢固性。设计的花纹应易于成型和脱模,便于模具制造。为此,凸凹纹方向应与脱模方向一致。塑件侧表面的皮革纹等是依靠侧壁斜度保证脱模的。图339 塑件花纹的设计2.塑件上的标记、符号和文字塑件上的标记、符号和文字可以设计成三种不同的形式。这种结构形式的凸字在使用时不易损坏,模具制造也比较方便。......
2023-06-30

注塑件上模具构件的成型痕迹是由模具结构的构件在注塑件成型加工的过程中,烙印在注塑件表面上的印痕,如分型面痕迹、镶接痕迹、推杆痕迹、浇口痕迹、抽芯痕迹、错位痕迹、飞边和毛刺等。由于注塑件在成型加工过程中存在着毛刺和飞边,需要使用刮刀来去除,这在注塑件的工艺中称为修饰工序,这样注塑件表面上就必然会存在刮刀的修饰痕迹。......
2023-06-30

嵌件的材料有金属、玻璃、木材和已成型的塑料等,其中,金属嵌件用得最为普遍。解决以上问题的关键是嵌件的结构设计及其与塑件的配合关系。嵌件与模具的配合部分应能防止溢料,避免出现毛刺,影响使用性能。综上所述,在设计带嵌件的塑件时,主要应保证嵌件固定的牢靠性,塑件的强度。......
2023-06-30

影响塑件尺寸公差的因素很多,而且相当复杂,主要因素有以下五个。上述影响磨损的诸因素中,塑件脱模过程的摩擦磨损是最主要的。对一副已完工的模具来说,收缩率波动是造成塑件尺寸变化的主要因素。也就是说,塑件的公差要求受到可能产生的误差限制。......
2023-06-30
相关推荐