弧焊整流器、弧焊逆变器的安装 安装前必须检查绝缘情况,在高压检查前用导线将整流器或硅整流元件、功率管组短路,以防止其被过电压击穿。动力线和焊接电缆的导线断面和长度要合适。使用和维护常识1)使用前必须按说明书或国家标准对弧焊电源进行检查,尽可能了解其基本原理,掌握使用知识。......
2023-06-25
在弧焊电源安装时应首先阅读有关弧焊电源的说明书,根据其安装要求以及有关电焊机安全使用要求的国家标准(GB15579)进行安装。在安装中应注意下面几个问题。
1.弧焊电源安装使用的环境
1)保证电焊机在使用时的温、湿度条件。一般温度为-25~40℃(环境温度在25℃时,相对湿度<90%)。如果使用环境的气温和湿度比较特殊,应选用符合环境要求的弧焊电源。
2)弧焊电源必须平稳地安放于干燥且通风良好的场所,对装有排风扇进行通风冷却的弧焊电源,接线时要保证风扇的转向正确,通风窗与外界物体的间距应>300mm,以利于内部热量的顺利排出;要避免各种粉尘和有害气体的侵蚀;防止剧烈振动和碰撞;安放于室外的弧焊电源要注意清洁、防潮并设有防雨雪装置。
3)弧焊电源所有外露带电部分必须设有完善的隔离防护装置,以防人员或其他导电物体与之相碰触。
2.电缆、熔断器和开关的选择
电缆、熔断器和开关的选择应该按照产品铭牌数据,参考相关电气标准来确定。选择电缆包括从电网到弧焊电源的电源线和从弧焊电源到焊钳(枪)、工件的焊接电缆。
选择电源线时应考虑以下几点:
1)电压等级一般选用耐压为交流500V的电缆为电源线。
2)使用场合在室外用的电缆必须能耐日晒雨淋;在室内使用的电缆,必须具有更好的绝缘性能。在需要移动的场合应采用柔软的多芯电缆;在固定场合可用单芯电缆。
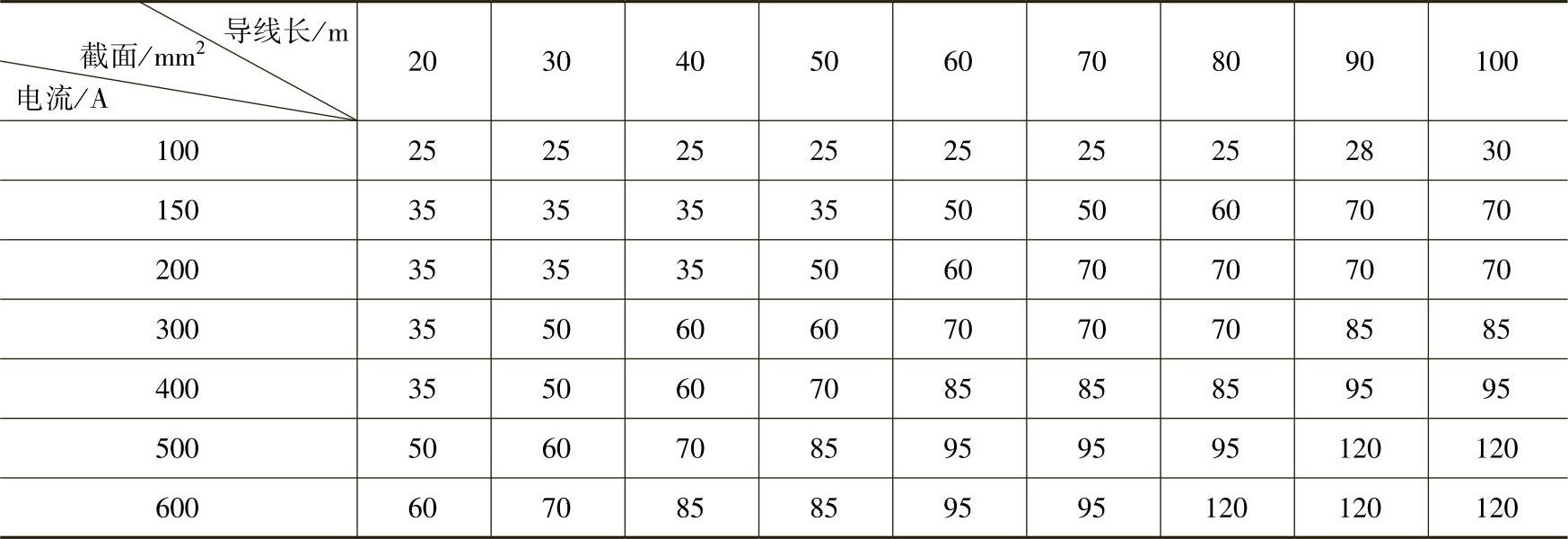
3)应根据相应的国家标准选择焊接电缆,电缆截面积应充足、绝缘性能好;根据允许温升确定许用电流密度和截面积,对单芯铜电线,选择电流密度为5~10A/mm2的导线截面,多芯电缆或长度较大(>30m)时,选择电流密度为3~6A/mm2的导线截面;若电源要经常移动,则还要考虑电缆的耐磨性和能否承受较大的机械外力以及柔软性等。
表9-6给出了根据焊接电流和电缆线长度,选择焊接电缆截面积的参考数据。
选择熔断器应考虑合理选用熔丝的规格,其额定电流应略大于电焊机额定输入电流(一次电流)10%;对于弧焊整流器等大功率整流器件的过载保护,宜选用专门的快速熔断器,并按照整流器件额定电流的1.57倍来选取熔丝;严禁使用铁丝、铝丝等金属体代替熔丝。
表9-6 按焊接电流和电缆长度选择焊接电缆截面积
3.弧焊电源的安装
(1)安装前的检查 一台新的或长期未用的弧焊电源在安装之前必须检查弧焊电源的绝缘情况以及弧焊电源内部是否有因运输而损坏或接头松动的情况。
检查弧焊电源的绝缘状况,就是要检查弧焊电源各主要带电部分之间是否具有良好的绝缘性能。在测量弧焊电源绝缘电阻时,可用500V兆欧表测定,测量前必须先将整流器件、大功率半导体管组用导线短路,以防止整流元器件或半导体管被过电压击穿。
对于弧焊整流器、逆变式弧焊电源,其焊接回路、二次线圈对机壳的绝缘电阻应大于2.5MΩ;整流器、一次线圈对机壳的绝缘电阻应大于2.5MΩ;一次线圈和二次线圈之间的绝缘电阻应大于5MΩ;与一次、二次回路不相连接的控制回路与机架或其他各回路之间的绝缘电阻应大于2.5MΩ。
对于弧焊变压器,通常要求供电电源回路对机壳的绝缘电阻最低应大于1MΩ;焊接回路对机壳的绝缘电阻最低应大于0.5MΩ;一次线圈和二次线圈之间的绝缘电阻最低应大于1MΩ。如果工作现场的空气湿度较大,对于上述各部分的绝缘电阻值要求还应适当提高。
(2)安装时注意事项 在弧焊电源安装过程中应注意以下问题:
1)电网电源容量是否符合弧焊电源额定容量的要求;开关、熔断器和电缆的选择是否正确;电缆的绝缘是否良好。
2)动力线和焊接电缆线的导线截面和长度要合适,以保证在额定负载时动力线电压降不大于电网电压的5%;焊接回路电缆线总压降不大于4V。
电源动力线应沿墙或立柱用瓷绝缘子布设,严禁将线缆拖置于工作现场的地面或设备器材上。
3)外壳接地和接零;应该参考国家的安全标准以及电焊机使用说明书进行连接。
4)注意采取防潮措施。
5)安装在通风良好的干燥场所。
单相交流电输入的弧焊电源接线时应注意出厂铭牌上所标的一次电压值。一次电压有380V、220V或两用的。多台单相交流电输入的弧焊电源安装时,应分别接在三相电网上,以尽量使得三相负载平衡。
有关现代弧焊电源及其控制的文章

弧焊整流器、弧焊逆变器的安装 安装前必须检查绝缘情况,在高压检查前用导线将整流器或硅整流元件、功率管组短路,以防止其被过电压击穿。动力线和焊接电缆的导线断面和长度要合适。使用和维护常识1)使用前必须按说明书或国家标准对弧焊电源进行检查,尽可能了解其基本原理,掌握使用知识。......
2023-06-25

电焊机应用十分广泛,且经常发生因使用不当造成的电击等事故。为了防止电击等事故,电焊机工作时应采取必要的安全措施。国标要求交流电焊机上应装防电击装置。可移动电焊机的电源线应按照临时用电要求接线处理,保持适当高度,长度尽量短一些,且导线以采用橡套软线为宜。否则,一旦焊接回路接触不良,则二次焊接电流可能会通过接地线或零线,从而将接地线或零线熔断,使人身安全受到威胁,或引起火灾。......
2023-06-30

TIG焊根据焊件材料可选择直流或交流弧焊电源,表1-6-1为不同的焊件材料与弧焊电源类别和极性的选择关系。焊接其他金属一般优先选择直流正接法,其次为交流弧焊电源。直流TIG焊多采用直流正接法方式施焊,此时电流不发生极性变化,电弧一旦引燃就能够十分稳定地燃烧。焊接铝、镁及其合金时,图1-6-5是交流钨极氩弧焊的电流、电压波形及其直流分量示意图。......
2023-06-26

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30

在20世纪70年代以前,国内承压设备的制造和安装单位所用的弧焊电源多是交流弧焊变压器和直流弧焊发电机。焊机的变化主要体现在以下四个方面:1)多种形式的弧焊整流器正在取代直流弧焊发电机,除了在无电网的野外施工采用内燃驱动弧焊发电机以外,电动机式弧焊发电机已逐渐淘汰。3)多种形式的脉冲弧焊电源的研制成功,进一步提高焊接质量、适应全位置和自动化焊接。......
2023-06-23

根据外特性曲线的形状,埋弧焊电源有下降特性和平特性两种。交流弧焊电源在单丝大电流埋弧焊或多丝串列电弧埋弧焊中均适用。用于交流埋弧焊的弧焊变压器,要求其电流接近正弦波形,电压接近矩形波形。交流弧焊电源具有下降特性。埋弧焊电源选择必须考虑焊丝直径的粗细、自动送丝方式和焊接电流大小这三个因素。......
2023-06-25

不同的弧焊电源具有不同的特性,不同的焊接结构厚度、焊接工艺方法所需的弧焊电源的外特性、动特性和焊接电流、电压参数调节范围不同。对于具有下降特性的弧焊电源,当某种原因使焊接电流增加时,弧焊电源的输出电压在一定范围内迅速下降。埋弧焊 埋弧焊的电弧静特性为平段。采用小电流埋弧焊时,弧焊电源的空载电压为65~75V。当焊丝直径大于2mm时,宜用变速送丝系统配下降特性弧焊电源。弧焊电源的空载电压一般为65~80V。......
2023-06-30
最常用的弧焊电源有机械式控制和电子式控制弧焊电源。机械式控制的基本原理如图1-1-15a和式所示,不再重复。它的质量是弧焊电源可靠性和性能好坏的决定性因素之一。从基本原理上,可把它看成音响设备的末级功率放大器。图1-2-1 电子控制式弧焊电源基本原理框图电子控制系统的任务是与电子功率系统配合,控制调节静、动特性以及焊接参数、波形和时序。......
2023-06-25
相关推荐