所谓电弧的稳态,是指电弧长度、电弧电压和电流在较长时间内不改变数值,处在相对稳定的状态。因此,就要求弧焊电源在焊接中,当电弧长度、电弧电压和电流变化时,必须具有满足动态电弧负载要求的特性,该特性就是弧焊电源的动特性。弧焊电源的动特性对电弧焊中的引弧、燃弧和熔滴过渡状态具有重要的影响,它是能否获得满意焊缝质量的重要因素之一。......
2023-06-30
不同的弧焊电源具有不同的特性,不同的焊接结构厚度、焊接工艺方法所需的弧焊电源的外特性、动特性和焊接电流、电压参数调节范围不同。
根据被焊工件的材料、结构、厚度以及焊接质量要求,首先确定焊接工艺方法,然后根据焊接工艺方法来选择不同特性的弧焊电源。
(1)焊接工件结构 不同焊接结构件中的焊缝长短、形状、位置不同,所适用的焊接方法不同,其所要求的弧焊电源特性也不同。在结构类产品中,规则的长焊缝和环形焊缝宜采用熔化极气体保护焊和埋弧焊。而对于打底焊、短焊缝焊接等可以选择焊条电弧焊,对于管道类结构工件的打底焊,也可以选择STT焊或CMT焊,但是其设备造价比较高。
(2)工件厚度 工件厚度在一定程度上影响焊接工艺方法的选择,因为每种焊接工艺方法的热源情况有所差异,都有一定的工件厚度适用范围,例如对于超薄板适于选用微束等离子弧焊或钨极氩弧焊;对于一般薄板可以选用钨极氩弧焊、熔化极气体保护焊;对于要求一道焊缝成形的3~8mm厚工件可以采用等离子弧焊;对于中厚度板可以选用熔化极气体保护焊、埋弧焊,也可以采用双丝或多丝的MIG/MAG焊或埋弧焊。
(3)焊接位置和焊接结构 对于平焊位置适于采用埋弧焊或者熔化极气体保护焊;对于薄板立焊适于采用熔化极气体保护焊;对于狭小位置结构的焊接适于采用焊条电弧焊或者带有弧长控制的熔化极气体保护焊。
(4)工件材料 被焊工件材料的性能对于焊接方法的选择也是非常重要的。对于铝、镁及其合金材料,应选用交流钨极氩弧焊、变极性钨极氩弧焊、MIG焊、CMT焊等;对于不锈钢材料,通常可以选用直流钨极氩弧焊、熔化极氩弧焊等。
表9-3是推荐的常用材料及板厚常用的焊接方法,可供参考。
表9-3 常用材料及板厚常用的焊接方法

注:有△标示推荐。
不同的焊接工艺方法其电弧特性不同,每种工艺方法又有其工艺对弧焊电源特性的要求,因此不同的焊接工艺方法需要不同的弧焊电源特性。
(1)金属焊条电弧焊 一般来说,金属焊条电弧焊的电弧静特性曲线处于水平段,它要求选用具有下降或恒流加外拖的外特性弧焊电源。
对于具有下降特性的弧焊电源,当某种原因使焊接电流增加时,弧焊电源的输出电压在一定范围内迅速下降。这样,当弧长变化引起电压变化时,例如电弧弧长变短,电弧电压降低,焊接电流会增加,从而对于弧焊电源功率输出的影响不显著,焊接的熔敷速度比较稳定,焊接质量容易保证。
用酸性焊条电弧焊时可选用弧焊变压器(动铁心式、动线圈式或抽头式)。用碱性焊条电弧焊焊接重要的结构钢,应选用直流弧焊电源,如晶闸管式弧焊整流器、逆变式弧焊电源等。
所选择弧焊电源的空载电压有效值在80V以下,以保证焊工的人身安全;一般用于金属焊条电弧焊的弧焊电源的输出额定电流为120~500A;额定负载持续率为35%或60%。
(2)埋弧焊 埋弧焊的电弧静特性为平段。需要根据等速送丝与变速送丝系统,选用相应的缓降或陡降外特性弧焊电源。采用细直径焊丝(如ϕ=1.6~3mm)、等速送丝系统时,宜选用较平缓的下降特性埋弧焊电源,使埋弧自动焊接系统具有较强的电弧自身调节作用,通过稳定电弧弧长来保证焊接质量。采用较大直径焊丝(如ϕ≥4mm)时,最好选用下降特性电源并配以电压反馈的变速送丝系统进行焊接。在变速送丝的场合,应选用陡度较大的下降特性。
一般结构件的焊接,可以选用交流埋弧焊,根据焊接板厚选用容量适中的弧焊变压器。如果产品焊接质量要求较高,应选用直流埋弧焊,可以选用弧焊整流器或逆变式直流弧焊电源;也可以选用矩形波交流弧焊电源进行矩形波交流电弧焊接。
单丝、小电流(300~500A)的情况,所需要的弧焊电源输出功率小,可用电子控制型的直流弧焊电源,如晶闸管式弧焊整流器、逆变式弧焊电源,也可用方波交流弧焊电源。单丝、中大电流(600~1000A)的情况,所需要弧焊电源应具有一定的输出功率,可用交流或直流,如弧焊变压器、晶闸管式弧焊整流器、逆变式弧焊电源。单丝、大电流(1200~2500A)埋弧焊的情况,其所需电源功率较大,一般宜选用交流。双丝或多丝焊的情况,可用交流或直流,直流焊机可以选用晶闸管式弧焊整流器、逆变式弧焊电源等。
需要采用大电流焊接时,弧焊电源的空载电压应为80~100V。采用小电流埋弧焊时,弧焊电源的空载电压为65~75V。埋弧焊一般为自动焊,其额定负载持续率一般为60%或100%。
(3)熔化极气体保护焊 当焊丝直径小于等于1.6mm时,可用等速送丝系统。为了增强电弧自身调节作用,宜用平特性弧焊电源。当焊丝直径大于2mm时,宜用变速送丝系统配下降特性弧焊电源。一般以等速送丝系统与平特性弧焊电源配合用比较多。
平特性电源空载电压通常在55~60V范围内,缓降特性的空载电压可高至60~70V。额定负载电压为22~44V,额定焊接电流为60~500A,额定负载持续率为60%、100%。
采用短路熔滴过渡形式时,要求弧焊电流的电抗器的电感量可调,一般的整流式弧焊电源采用电磁电抗器调节,其调节范围有限;电子控制型弧焊电源一般采用电子电抗器,其调节方便,适应能力强;数字化弧焊电源则采用软件程序与硬件电路相配合;目前,现代弧焊电源中有许多电源具有波形控制功能,可以实现满意的短路熔滴过渡控制。
熔化极气体保护焊通常采用抽头式弧焊整流器、晶闸管式弧焊整流器、弧焊逆变电源。而铝及其合金的氩弧焊,则可用方波或变极性交流弧焊电源;在一些重要的结构或焊接质量要求比较高的工程结构中,更多地采用具有脉冲功能、波形控制功能的数字化弧焊电源。
(4)钨极氩弧焊和等离子弧焊 影响钨极氩弧焊和等离子弧焊电弧稳定燃烧及焊接质量的主要焊接参数是电流。为了减小焊接中电弧弧长变化对焊接电流大小的影响,宜采用恒流特性或陡降特性弧焊电源。弧焊电源的空载电压一般为65~80V。微束等离子弧焊电源输出额定电流不超过30A,最小电流可以达到0.1A;大功率电源输出额定电流可以达到100~500A,直流焊接时,一般采用直流正接;额定负载持续率为35%、60%和100%;目前选用较多的是晶闸管整流式弧焊电源、开关式弧焊电源或逆变式弧焊电源。交流弧焊电源有晶闸管交流弧焊电源、双逆变交流方波弧焊电源以及变极性交流弧焊电源。
(5)药芯焊丝电弧焊 常用平特性的弧焊电源,配以等速送丝装置。一般采用直流反接焊接。可采用晶闸管式弧焊电源、逆变式弧焊电源。额定负载持续率为60%、100%。
(6)脉冲弧焊 脉冲钨极氩弧焊、脉冲熔化极气体保护焊、脉冲等离子弧焊和焊条电弧焊可选用晶闸管式脉冲弧焊电源;在要求高的场合,应采用晶体管式、逆变式脉冲弧焊电源以及数字化弧焊电源。
脉冲弧焊电源的外特性,可为平特性,下降特性或框形特性,应根据不同弧焊方法的要求而定。空载电压额定值一般为50~75V,额定脉冲电流一般在500A以下,额定负载持续率为35%、60%、100%。
表9-4是推荐的焊接工艺方法适用的弧焊电源,可供参考。
表9-4 弧焊电源类型及其应用范围一览表
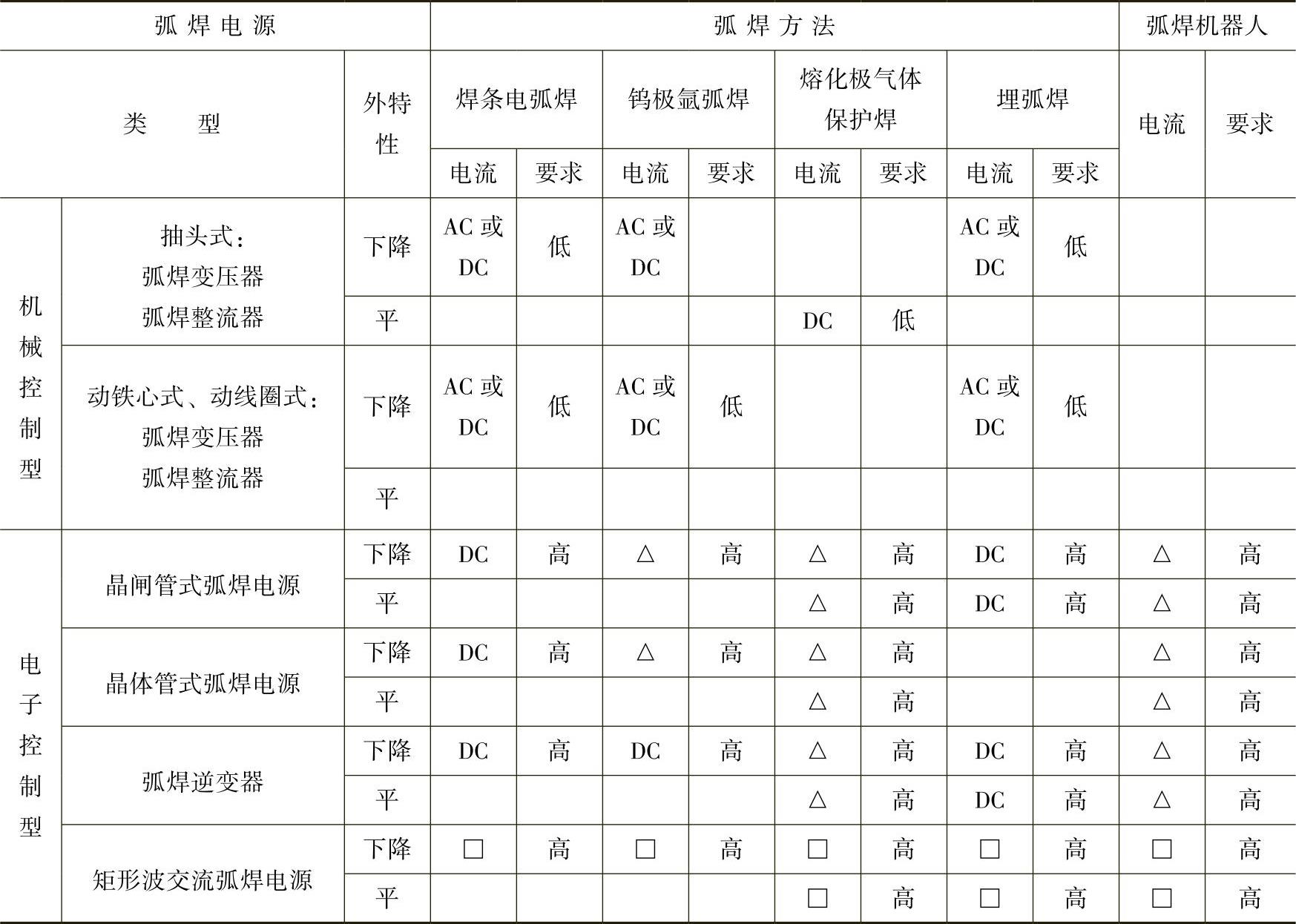
注:1.“DC”表示直流;“AC或DC”表示交、直流;△表示直流或脉冲;□表示直流或交流矩形波。
2.高、中、低分别为对焊接要求高、中、低的不同场合。
有关现代弧焊电源及其控制的文章

所谓电弧的稳态,是指电弧长度、电弧电压和电流在较长时间内不改变数值,处在相对稳定的状态。因此,就要求弧焊电源在焊接中,当电弧长度、电弧电压和电流变化时,必须具有满足动态电弧负载要求的特性,该特性就是弧焊电源的动特性。弧焊电源的动特性对电弧焊中的引弧、燃弧和熔滴过渡状态具有重要的影响,它是能否获得满意焊缝质量的重要因素之一。......
2023-06-30
根据外特性曲线的形状,埋弧焊电源有下降特性和平特性两种。交流弧焊电源在单丝大电流埋弧焊或多丝串列电弧埋弧焊中均适用。用于交流埋弧焊的弧焊变压器,要求其电流接近正弦波形,电压接近矩形波形。交流弧焊电源具有下降特性。埋弧焊电源选择必须考虑焊丝直径的粗细、自动送丝方式和焊接电流大小这三个因素。......
2023-06-25
表1-2-3 交直流弧焊电源技术经济性比较与用途根据工作条件和需要选择1)在水下、高山、野外施工等场合没有交流电网,应选用汽油或柴油发动机拖动弧焊发电机。2)对于热敏感性大的合金钢、薄板单面焊双面成形、管道及全位置自动焊,宜用数字化脉冲弧焊电源。......
2023-06-25

在弧焊电源的选择中,必须要根据焊接工程实际的要求选择弧焊电源的功率。根据负载持续率确定许用焊接电流 弧焊电源能输出多大功率主要由其内部器件允许的温升来确定,这就要考虑负载持续率。表9-5是采用该弧焊电源在不同负载持续率X下的许用电流值。表9-5 不同负载持续率X下的许用焊接电流按国家标准,额定负载持续率为35%、60%和100%三种;工作周期为10min、连续。......
2023-06-30

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30

我国逆变式弧焊整流器编号的序号为7,ZX7系列电源是较常见的一个系列,适用于焊条电弧焊、TIG焊等。图6-37、图6-38所示是国内某生产厂家生产的ZX7-160逆变弧焊电源的结构框图和电气原理图。图6-37 ZX7-160逆变弧焊电源的结构框图1.主电路图6-38 ZX7-160逆变弧焊电源电气原理图如图6-38所示,主电路由输入整流滤波电路、半桥式逆变电路、中频变压器和输出整流滤波电路组成。调节RP2可改变外特性曲线的位置,即获得不同的焊接电流,进行外特性调节。......
2023-06-30

可见,电流负反馈使电源的外特性为下降特性。下降特性曲线段为弧焊电源正常工作区域,也就是正常焊接的区域。在如图4-17所示电路中,比例放大器N2的输出是弧焊电源的控制电压信号Uk。......
2023-06-30

弧焊电源的主要动特性指标包括短路电流增长速度di/dt、短路电流的峰值Isd或Ifd等。传统的机械调节式、电磁调节式弧焊电源的动特性主要依靠调节焊接回路中的直流电感L来控制,电感L较小时,di/dt大、Ifd也大;增加电感L,di/dt减小,Ifd也降低。随着电力电子技术的发展,特别是电子控制电源的发展,电源动特性的调节方法发生了根本变化。从单一依靠直流电感L转向依靠L与电子电抗器的共同作用来获得满意的电源动特性。......
2023-06-30
相关推荐