GMAW焊接缺陷主要有气孔、飞溅、裂纹、咬边、未焊透、未熔合及焊缝成形不良等。焊接热输入过小时易产生冷裂纹,应当避免。低碳钢和低合金钢焊接时,过大的焊接速度及焊接电流均可能产生热裂纹。......
2025-09-29
冷技术过渡(Cold Metal Transfer,简称CMT)焊接是奥地利福尼斯公司开发的一种新型焊接技术,将熔化极气体保护焊中的送丝运动与熔滴过渡过程进行数字化协同控制,从而大大减少了焊接飞溅。CMT焊接熔滴短路过渡过程及其对应的控制波形如图8-28所示。
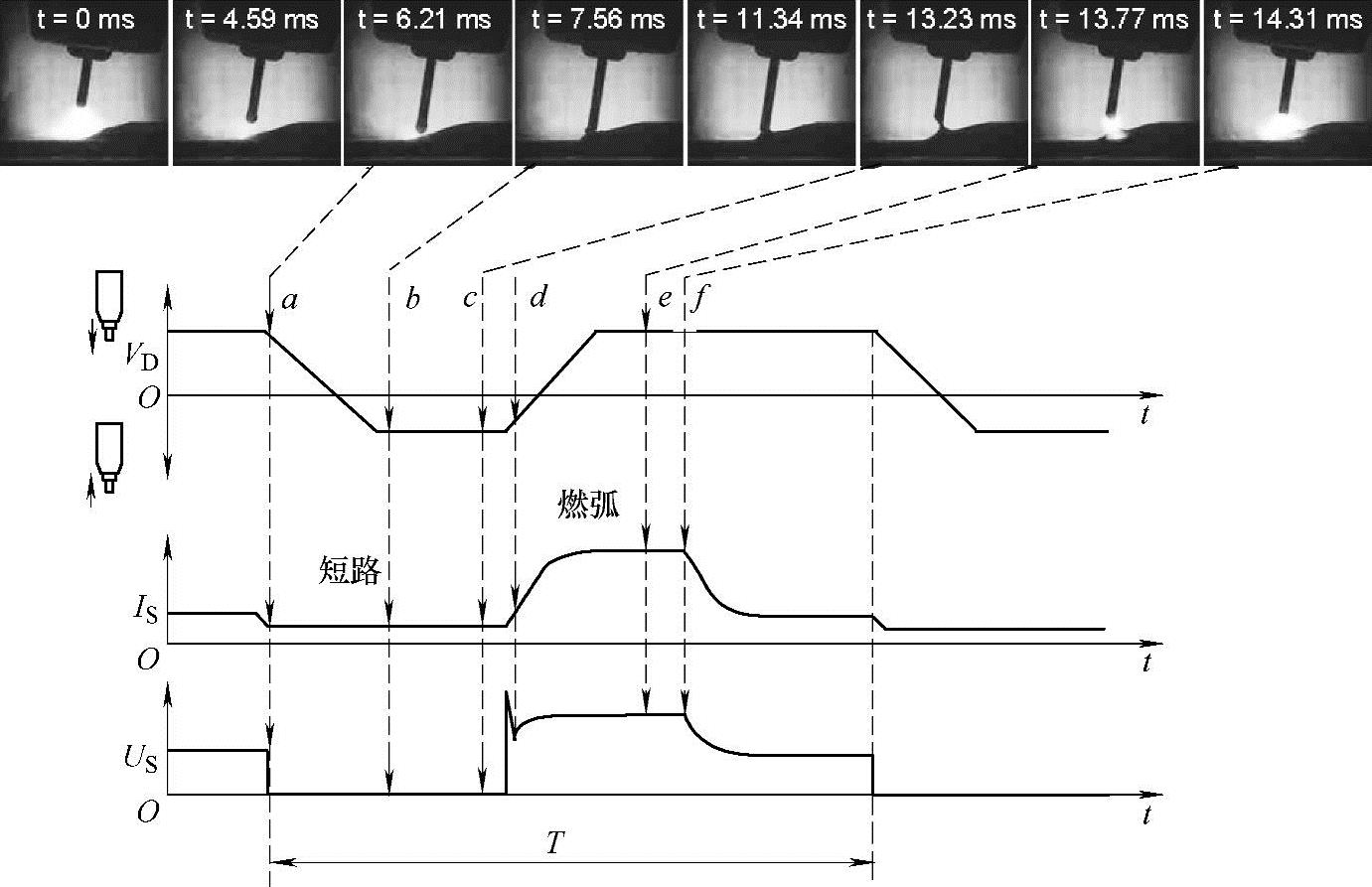
图8-28 CMT焊接熔滴短路过渡过程及其对应的控制波形
如图8-28所示,当传感器检测到熔滴短路(见图8-28中a点)时,送丝机向下送丝速度VD降低至零,然后焊丝回抽,回抽速度逐渐增加,到一定值后保持等速(见图8-28中b点);对应熔滴短路瞬间焊接电流IS、电弧电压US都降低至零值附近,也就是说,短路焊接电流很小,避免熔滴在大的短路电流作用下产生液态金属熔滴的爆断,而短路熔滴靠焊丝回抽的机械力作用下形成“缩颈”(见图8-28中c点),并最终被拉断,从而避免了熔滴短路过渡产生的飞溅;当熔滴过渡到熔池以后(见图8-28中d点),送丝机焊丝回抽速度逐渐降低至零,然后焊丝向下送进,送进速度逐渐增加,到确定值后保持等速(见图8-28中e点),同时,在熔滴过渡完成瞬间,电源输出电压发生跃变到再引燃电压,引燃电弧,焊接电流逐渐增大到燃弧设定值,熔滴逐渐长大,当熔滴长大到一定程度时(见图8-28中f点),焊接电流、电弧电压都将减小,使熔滴长大过程变缓,而送丝速度不变,促使熔滴与熔池形成稳定的短路,当短路一旦形成,其控制作用重复上述过程。CMT焊接设备包括数字化弧焊电源、送丝机及专用焊枪等。CMT焊接综合采用了脉动送丝/推拉丝技术、波形控制技术、数字控制及协同控制技术等。CMT焊接工艺可以用于铝合金材料、钢铁材料的焊接。CMT控制技术特点如下:
1)在电流几乎为零的状态下实现熔滴过渡,飞溅量小、工件热输入低,工件变形小,因此适用于薄板焊接,薄板板厚可以达到0.3mm。
2)回抽长度实现精确控制,熔滴过渡频率稳定、焊缝成形均匀。(https://www.chuimin.cn)
3)具有良好的搭桥性,对装配间隙没有过高的要求。
4)具有较高的焊速,1mm铝板的焊速可以达到2.5m/min。
5)焊接热输入低、焊接烟尘量低、污染小,属于绿色焊接工艺。
CMT-Advance技术是CMT二代变极性技术,该技术是在保持原有CMT焊接中焊丝双向运动特性的基础上,附加了极性变换控制技术,实现了交流熔化极气体保护焊的焊接,而且其极性变换发生在焊接熔滴短路的瞬间,无须大能量的转换,便可以保证CMT焊接过程的稳定,使原有的低热输入量、无飞溅焊接等特点得到了进一步提升。
CMT-Advance焊接时,当焊丝接正极EP时,电弧的热量大多数用于加热母材,增加熔深、清除工件表面氧化膜(焊接铝镁及其合金铝时);而当焊丝接负极EN时,电弧热量大多数用于熔化焊丝,焊丝熔化量显著增加,熔滴尺寸增大,而作用于母材上热量大为减少。即采用同样的焊接电流,变极性CMT比直流CMT的焊丝熔化速度更快,而作用于母材上的热量相应减少,在焊接薄板或焊接大间隙工件时,工件受热量少、焊丝填充量大,焊接间隙的桥联能力强,从而容易保证焊接成形与焊接质量。
相关文章

GMAW焊接缺陷主要有气孔、飞溅、裂纹、咬边、未焊透、未熔合及焊缝成形不良等。焊接热输入过小时易产生冷裂纹,应当避免。低碳钢和低合金钢焊接时,过大的焊接速度及焊接电流均可能产生热裂纹。......
2025-09-29

多焊工焊接的容器,施焊产品焊接试件的焊工必须由检验部门指定。⑥试件焊缝应进行外观检查和无损检测,产品焊接试件无损检测不合格时,应按焊接返修控制程序的规定进行返修。7)产品焊接试件的试样由理化室保存,保存期按相关安全技术规范及产品标准的规定。8)产品焊接试件的外观检查报告、力学性能试验报告及产品焊接试件工艺流转卡,均由质量部门统一汇总、归档......
2025-09-29

焊接残余应力可以从设计和工艺两方面控制。对于厚板多道焊焊缝,选择小的焊接参数进行多层多道焊,并控制道间和层间温度,能有效减小焊接残余应力。在焊接封闭环焊缝或其他刚性较大、自由度较小的焊缝时,可采取反变形措施,可以有效地控制焊接残余应力,如图5-11所示。......
2025-09-29
有的异种金属之间差别还很大,所以,焊接异种金属通常要比焊接同种金属的难度要大。3)当两种金属的热导率和比热容相差越大时,越难进行焊接。因为热导率和比热容相差越大,会使焊缝的结晶条件变坏,焊缝晶粒粗化严重。所以,异种金属焊接时,焊缝和两种母材金属不容易达到同等强度。......
2025-09-29

随着功率器件、微电子、计算机以及工业与其他科学技术的发展,焊接技术不断创新和发展。本书除介绍成熟或比较成熟的焊接技术外,将简单介绍焊接技术的新发展及其趋势。......
2025-09-29

当焊缝冷却后收缩,由于受到接头周围金属的限制,而不能自由收缩时受到拉伸,产生拉应力,即焊接残余应力。控制焊接残余应力的主要方法如下:1.机械拉伸法焊后对焊接构件进行加载,使焊接接头中的不协调应变区进行拉伸到屈服,从而减少由焊接引起的拉伸残余应力,使内应力有所降低。......
2025-09-29
主体金属构架的组装焊接是在上述零部件制作完成后进行的作业工序,由于整体焊接量较大,会导致焊接变形。立组焊接的主要部件为端部托梁、横梁等。另外,由于桁架底部封板及其支承构件位于桁架底侧,通常需要在上述平组和立组焊接完成之后进行。......
2025-09-29
相关推荐