图5-18 药芯焊丝CO2气体保护焊表面张力过渡时发生电爆炸飞溅的高速摄影照片焊丝样品:7DW100030318,焊丝直径:φ1.2mm;焊接参数:24.7V/210A;拍摄速度:2000f/s。图5-22 药芯焊丝CO2气体保护焊形成不稳定的表面张力过渡高速摄影照片(二)焊丝样品:16DW10004.05.23,焊丝直......
2023-06-30
STT(表面张力过渡)波形控制是美国林肯(Lincoln)电器公司提出的,即利用熔滴与熔池之间的表面张力取代传统熔滴短路过渡的电爆炸力。图8-27所示是STT控制的电流、电压波形图。根据此波形图可以对其波形控制原理进行分析:
(1)基值电流段(t0~t1) 基值电流根据焊丝材料、直径及送丝速度来决定,其值为50~100A,使焊丝末端维持一个1.2倍焊丝直径的熔滴。
(2)焊丝端部熔球形成段(t1~t2) 在基值电流下,焊丝端部熔滴在表面张力作用下形成近似球状,当熔滴一接触熔池,电压传感器向控制电路提供一个短路信号,此时基值电流在几百微秒时间内减小到一个相对较小的电流值(一般为10~50A),这时,通过熔滴与熔池之间的表面张力开始将熔滴从焊丝端部拉向熔池,也就是说,在表面张力的作用下,使得焊丝与熔池之间形成液态小桥。
(3)电磁收缩熔滴形成缩颈段(t2~t3) 形成液态小桥后,短路电流以一定斜率上升到一个较大值,在电磁收缩力作用下,液态小桥“缩颈”现象明显增大。
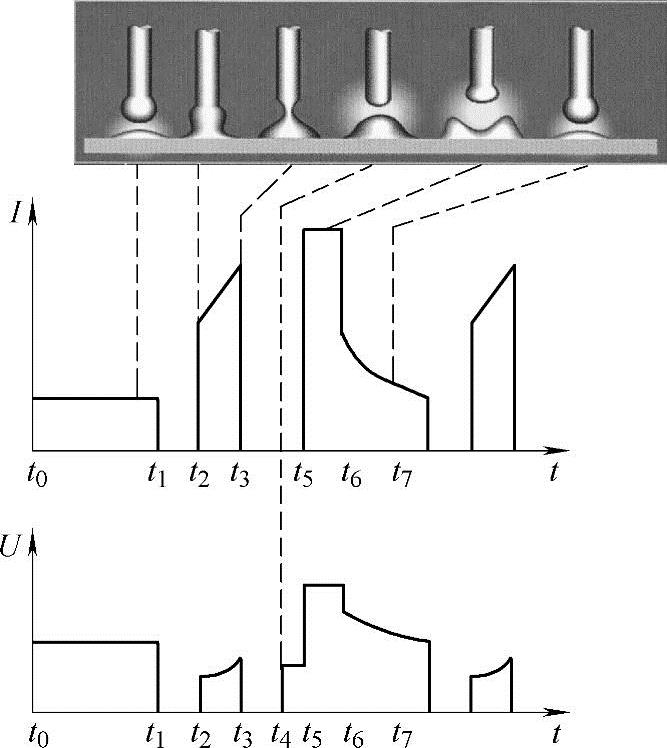
图8-27 STT控制示意图
(4)表面张力作用下熔滴过渡(t3~t4) 随着“缩颈”的形成,液态小桥电阻增大,当小桥断裂前,将焊接电流在数微秒内再次减小到一个相对较小的电流值(一般为10~50A),使液态小桥在表面张力作用下拉断,实现熔滴的无飞溅过渡。
(5)电弧扩展段(t5~t6) 熔滴脱离焊丝后,电弧重新建立,此时增大电流,使电弧等离子体扩展,扩展时间取决于焊丝伸出长度。保持焊丝端部熔球直径的平均值为焊丝直径的l.2倍时,过渡特性就好,飞溅少,电弧稳定。因此控制每次熔滴过渡的热量很重要,STT电源是通过自适应电路来实现的,其原理是测量短路期间焊丝干伸长电压,短路时没有电弧,对于伸长电压进行连续采样,然后取平均值。在电弧扩展阶段,对采样平均值进行积分,得到一个以时间为函数的直线,直线上的电压值与给定的热参数值相等时,电弧扩展阶段结束,这样就控制了每次熔滴过渡时熔滴大小的一致性。
(6)电弧等离子体稳定阶段(t6~t7) 电弧等离子体扩展阶段结束时,大电流以等比级数减小至基值电流,此阶段大电流逐渐衰减,以抑制熔池的搅拌作用。
该方法以其柔和的电弧和极小的飞溅引起了人们的兴趣。判断短路、小桥断裂的时间是其关键点。该方法适合打底焊接以及薄板的焊接,在管道打底焊接中的应用越来越多。
目前,美国林肯公司生产的Invertec®STT Ⅱ、Power Wave455等都具有该功能,其中Power Wave455选购是需要配有STT的专用模块。
有关现代弧焊电源及其控制的文章

图5-18 药芯焊丝CO2气体保护焊表面张力过渡时发生电爆炸飞溅的高速摄影照片焊丝样品:7DW100030318,焊丝直径:φ1.2mm;焊接参数:24.7V/210A;拍摄速度:2000f/s。图5-22 药芯焊丝CO2气体保护焊形成不稳定的表面张力过渡高速摄影照片(二)焊丝样品:16DW10004.05.23,焊丝直......
2023-06-30
以上是通过高速摄影观察到的焊条电弧焊时的粗熔滴过渡与渣壁过渡现象。要回答这些问题就需要从熔滴过渡形态的形成机制来分析寻找答案。焊条电弧焊时由于药皮的存在和参与,使得焊条电弧焊的化学冶金过程复杂化,焊接过程中焊条药皮在焊条端部形成形态各异的套筒,成为影响熔滴过渡形态的重要物理因素。下面首先讨论粗熔滴过渡和渣壁过渡的形成机制。......
2023-06-30

在两个虚线框中以外还有两个标有黑色圆点的结点,即Ⅳ-B、Ⅲ-B,分别表示具有粗熔滴过渡和爆炸过渡同时具有敞开型电弧,这种情况下电弧稳定性居中。表2-3列出了几种代表性常用焊条熔滴过渡形态、电弧类型、电弧稳定性结点位置和电弧稳定性系数值。......
2023-06-30

焊条熔滴过渡形态与焊条工艺性的关系见表2-6,其中焊条工艺性包括焊条电弧挺度、电弧连续性、可操作性、飞溅大小、焊接时的烟雾、焊条名义电压、电弧热效率和焊条工艺稳定性等方面。表2-5 焊条熔滴过渡形态特征表2-6 焊条熔滴过渡形态与焊条工艺性的关系①指在焊接过程中焊条前、后段工艺性的变化程度。因此粗熔滴过渡时综合工艺性比较差。另外,喷射过渡焊接时烟尘也较大,也是影响焊条工艺性的主要因素。......
2023-06-30

表2-2 焊条四种典型熔滴过渡形态的电弧物理特性参数测试结果①①分析仪设置:短路时间组宽ΔT1=100μs,燃弧时间、加权燃弧时间、短路周期时间组宽ΔT2、ΔT3、ΔTc=100μs,最小短路时间T1min=1000μs,阈值电压Uth=10V。②代表典型熔滴过渡形态的焊条样品:TY102B粗熔滴过渡,JHJ42201爆炸过渡,E308-12渣壁过渡,TYD132喷射过渡。......
2023-06-30

焊条电弧焊的熔滴过渡是焊条端部形成的熔滴通过电弧空间向熔池的转移过程。焊条电弧焊的熔滴过渡形态可分为短路过渡、渣壁过渡、喷射过渡与爆炸过渡。影响焊条电弧焊熔滴过渡的因素及其影响方式主要有如下方面。......
2023-06-25
总结本章关于金属粉芯焊丝、自保护药芯焊丝焊接电弧物理特性的讨论,第6章关于钛型药芯焊丝和实心焊丝电弧物理特性及工艺性分析与评价的讨论,连同第2~4章关于四种不同熔滴过渡形态焊条焊接电弧物理特性与工艺性评价的讨论,现对各种焊接材料熔滴过渡形态、熔滴过渡的形成机制、工艺性评价判据和汉诺威分析仪直观显示的PDD图、CFD图和t-u、t-i图特征进行如下的总结。......
2023-06-30

(一)MIG焊熔滴过渡形式的选择MIG焊可采用短路过渡、喷射过渡、脉冲射流过渡和大电流过渡(潜弧焊)等形式,短路过渡与喷射过渡的界限与焊丝材质、直径、伸出长度及保护气体种类有一定关系。低碳钢熔化极氩弧焊不同熔滴过渡的电流范围见表3-35。焊接电流是最重要的焊接参数,应根据工件厚度、焊接位置、焊丝直径及熔滴过渡形式来选择。......
2023-06-23
相关推荐