焊接用气体包括焊接、切割用气体和保护用气体。焊接用气体的选择,主要取决于焊接方法,其次与被焊金属的性质、接头质量要求、焊件厚度和焊接位置有关。应该指出,电弧焊时,弧柱等离子的形成与结构取决于采用的保护气体,保护气体能够改变焊接过程的热效率。表6-39为电弧焊和激光焊时常用气体的物理、化学性质,表6-40列举了被焊母材及保护气体的配合,供选用保护气体参考。表6-40 保护气体的选择(续)注:×代表可用配合。......
2023-07-02
(1)MTS-CO2焊接 熔滴过渡稳定化控制(Metal Transfer Stabilization Control)CO2焊,其控制电流、电压波形如图8-25所示。
由图8-25可以看出,控制电流、电压波形可以分为三个阶段:
1)熔滴短路初期控制。在焊接过程中,通过电流、电压传感器检测到短路发生的瞬间,立刻控制焊接电流降低到低于正常焊接电流的值,然后按照一定规律逐渐增大电流,防止短路电流瞬间增大引起飞溅,稳定形成熔滴的短路。

图8-25 MTS-CO2焊接波形
2)熔滴短路缩颈控制。在熔滴短路过程中逐渐增大电流,稳定短路形成后电流增长速率变缓,当检测到短路熔滴形成液态“小桥”,即所谓“缩颈”现象出现后,再次控制焊接电流迅速降低,并保持瞬间,防止液态“小桥”爆断力过大,造成熔滴短路过渡飞溅过大。
3)MTS控制。熔滴短路过渡后,重新引燃电弧过程中,开始输出较大的焊接电流,以利于电弧引燃,随着焊丝端部熔化形成的熔滴逐渐加大,电弧长度变小而逐渐减少焊接电流,直到熔滴短路出现。
(2)SP-MAG焊接 重叠电流控制(Super-imposition)MAG焊。图8-26所示是传统MAG焊和SP-MAG焊熔滴短路过渡电流、电压波形。由图8-26可以看到SP-MAG焊时,熔滴短路过渡后,电弧重新引燃时的电流重叠阴影部分,也就是通过重叠电流的加入,可以加速焊丝端部的熔化形成熔滴,从而提高熔滴短路过渡的频率。
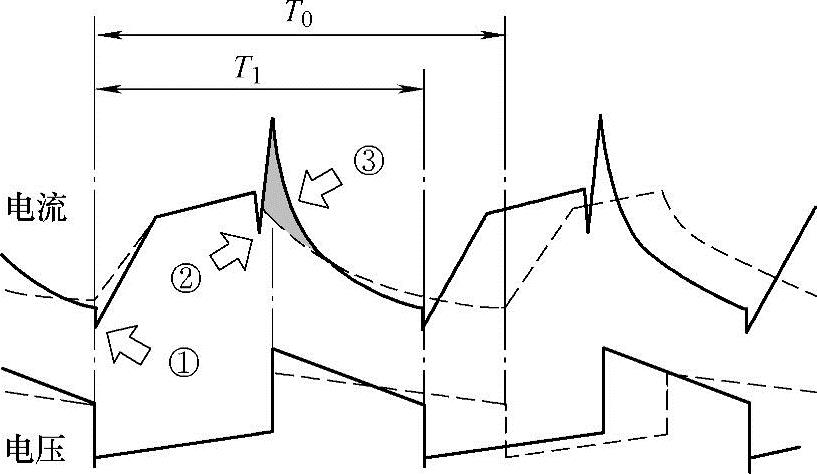
图8-26 SP-MAG焊接波形
目前,日本松下公司生产的YD-350/500全数字化焊机通过“全软件控制”方式控制弧焊电源的输出电流、电压波形。采用MTS-CO2焊和SP-MAG焊,大幅度降低了焊接飞溅,CO2焊比前一代同类焊机,焊接飞溅降低50%;SP-MAG焊比前一代同类焊机,焊接飞溅降低85%。该焊机主要用于薄板焊接。
有关现代弧焊电源及其控制的文章

焊接用气体包括焊接、切割用气体和保护用气体。焊接用气体的选择,主要取决于焊接方法,其次与被焊金属的性质、接头质量要求、焊件厚度和焊接位置有关。应该指出,电弧焊时,弧柱等离子的形成与结构取决于采用的保护气体,保护气体能够改变焊接过程的热效率。表6-39为电弧焊和激光焊时常用气体的物理、化学性质,表6-40列举了被焊母材及保护气体的配合,供选用保护气体参考。表6-40 保护气体的选择(续)注:×代表可用配合。......
2023-07-02

对于不同结构的产品通常有几种焊接方法可选择,因此还要综合考虑产品的其他特点。推荐的各种焊接方法的厚度范围如图3-1所示。平焊是最容易、最普遍的焊接位置,使产品接头尽可能处于平焊位置,既能保证良好的焊接质量,又能获得较高的生产率,可选用埋弧焊和熔化极电弧焊。如电渣焊、埋弧焊时,由于热输入较大,使焊接接头的冲击韧性降低。......
2023-06-23

TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2023-06-23

(一)埋弧焊的焊接参数埋弧焊工艺参数有焊前准备、焊接电源种类和极性、焊接电流、电弧电压、焊接速度、焊丝和焊剂的成分与配合、焊丝伸出长度、焊丝倾角、焊丝与焊件的相对位置、焊剂颗粒、焊剂散堆高度和多丝焊的丝间距等。其中焊接材料的选用参见第四章,本节将重点介绍单丝埋弧焊工艺参数的选择及焊接操作技术。环缝埋弧焊时,为获得良好的成形焊道焊丝应逆焊件旋转方向移适当距离,使熔池凝固时刚好在水平位置。......
2023-06-23
焊接工装夹具是指将焊件准确定位并夹紧,用于装配和焊接的工艺装备。它们统称为焊接工装夹具。在先进工业国家,对广泛采用的一些夹紧机构已经标准化、系列化,设计焊接工装夹具时进行选用即可。在设计焊接工装夹具时,要充分考虑上述特点,以便设计出的夹具,满足使用要求。对焊接工装夹具的设计要求1)焊接工装夹具应动作迅速、操作方便、操作位置应处在工人容易接近、最宜操作的部位。......
2023-07-02
双绞线可以分为屏蔽双绞线与非屏蔽双绞线两大类。按其信号传输的等级划分,屏蔽双绞线分别有:3,5,6类;非屏蔽双绞线分别有:3,4,5,超5,6,7类。非屏蔽双绞线和屏蔽双绞线的特点如下:2.选购双绞线选购双绞线时,一般从看、摸、问、测4个方面进行辨别。优质双绞线的价格不会大大低于一般销售价格。可以使用网络故障检测仪器检测双绞线的传输速率,优质双绞线能达到技术要求的传输速度,劣质双绞线则不能。......
2023-10-19

2焊接或气割场地应无火灾隐患。控制装置应能可靠地切断设备最大额定电流。7露天工作的焊机应设置在干燥和通风的场所,其下方应防潮且高于周围地面,上方应设棚遮盖和有防砸措施。......
2023-06-25
G2.2.1.1洪水资料的选样洪水频率计算是把河流每年发生的洪水过程作为一次随机事件,实际上它包含若干次不同的洪水过程,到目前为止还无法直接对洪水过程线进行频率计算。G2.2.1.2洪水资料的审查与展延1.洪水资料的审查可靠性审查。一般情况洪水资料包括实测洪水和调查洪水。洪水资料的代表性审查和年径流资料的代表性审查相类似。一般可用设计流域所在地区参证站的长短洪水资料系列的统计参数对比来审查。......
2023-06-21
相关推荐