TIG焊根据焊件材料可选择直流或交流弧焊电源,表1-6-1为不同的焊件材料与弧焊电源类别和极性的选择关系。焊接其他金属一般优先选择直流正接法,其次为交流弧焊电源。直流TIG焊多采用直流正接法方式施焊,此时电流不发生极性变化,电弧一旦引燃就能够十分稳定地燃烧。焊接铝、镁及其合金时,图1-6-5是交流钨极氩弧焊的电流、电压波形及其直流分量示意图。......
2023-06-26
在铝合金交流TIG焊中,电流的负半波主要用于去除铝合金表面的氧化膜,正半波主要用于工件的加热。为了提高焊接效率,往往可以采用增加正半波的导通时间;而与负半波导通时间相比,负半波电流的峰值对于去除氧化膜的作用影响更大。因此,在交流方波TIG焊的基础上,提出了电流脉冲频率、正负半波时间、正负半波峰值等均可独立可调的交流TIG焊电源,称为变极性TIG焊电源,其输出电流波形如图8-22所示。
在交流变极性TIG焊电源的基础上,又研制出了变极性交流等离子弧焊电源。由于变极性等离子弧焊接电源比较昂贵,目前主要应用在航天航空领域的铝镁合金材料焊接中。
目前典型的变极性TIG焊电源有美国米勒(Miller)公司生产的AEROWAVE 300变极性交流TIG焊机。该焊机的正负半波电流可以分别在1~375A范围内独立调整。当钨极为负半波的电流较大,钨极为正半波的电流较小时,钨极烧损低,电弧集中、熔深较大,焊道较窄;相反,就会增加钨极烧损,电弧发散、熔深较浅,清理区域和焊道较宽。
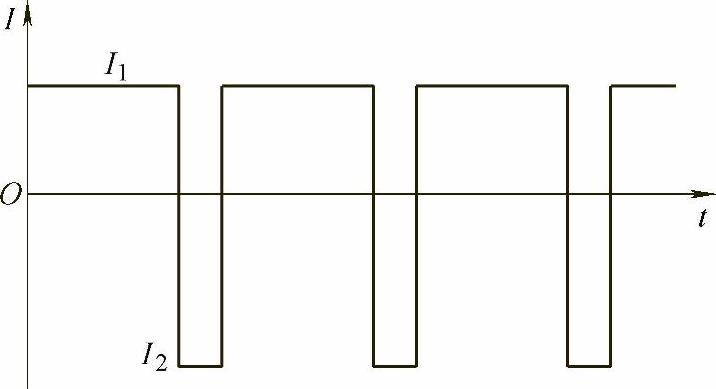
图8-22 变极性TIG焊电流波形示意图
美国艾美特(AMET)公司生产的VPC-450变极性等离子/TIG焊电源,电流调节范围为5~600A,450A时具有100%负载持续率;极性转换能力为1000Hz,脉冲频率范围为400Hz。正向、反向时间增量均为0.1ms。
加拿大黎波迪(Liburdi)公司也生产变极性等离子弧焊机。
有关现代弧焊电源及其控制的文章

TIG焊根据焊件材料可选择直流或交流弧焊电源,表1-6-1为不同的焊件材料与弧焊电源类别和极性的选择关系。焊接其他金属一般优先选择直流正接法,其次为交流弧焊电源。直流TIG焊多采用直流正接法方式施焊,此时电流不发生极性变化,电弧一旦引燃就能够十分稳定地燃烧。焊接铝、镁及其合金时,图1-6-5是交流钨极氩弧焊的电流、电压波形及其直流分量示意图。......
2023-06-26

包括逆变式弧焊电源在内的开关式弧焊电源,有硬、软开关之分。硬开关逆变弧焊电源功率开关的导通和关断往往是在工作电流、电压不为零,甚至是较大值的状态下进行的。软开关变换电路结构有多种形式。目前,采用谐振技术与PWM控制技术相结合的恒频移相控制方式,是软开关型逆变弧焊电源的主要发展方向之一,被大多数软开关逆变弧焊电源所采用,本节将对此进行简单介绍。图6-55a所示是恒频移相全桥式软开关逆变主电路原理图。......
2023-06-30

它综合了变极性TIG焊和等离子弧焊的优点,具有能量集中、电弧挺度大、一次穿透深度大、焊后变形小等特点,被称为“零缺陷”焊接方法,具有广泛的应用前景。20世纪六七十年代,美国就开始进行变极性等离子弧焊接设备的研制工作,已成功应用于航天飞机外储箱等产品的焊接生产上。其中,变极性等离子弧焊电源是VPPAW焊接技术中的关键环节,必须具备正负半波的通电时间和电流幅值、频率等均可独立调节的能力。......
2023-06-26
弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30

而根据电子功率开关的类型进行分类是最常见的分类方法,按照采用的功率开关器件可以分为晶闸管式逆变弧焊电源、晶体管式逆变弧焊电源、场效应晶体管式逆变弧焊电源、IGBT式逆变弧焊电源等。与晶闸管相比,晶体管、场效应晶体管的开关速度有很大提高,由此构成的逆变电源工作频率高,可在音频范围之上工作,噪声小。因此,IGBT逆变式弧焊电源已经成为逆变式弧焊电源发展的主流。......
2023-06-30

与普通弧焊电源相比,逆变式弧焊电源最显著的特点是工作频率高,目前常见的IGBT逆变式弧焊电源的逆变频率一般在20kHz左右。与其他弧焊电源相比,逆变式弧焊电源具有许多特点。由此可见,变压器和电抗器体积、重量的大幅度减小,将使逆变式弧焊电源本身的体积和重量大幅度减小。逆变式弧焊电源的外特性、动特性等性能主要由电子控制电路进行调节。......
2023-06-30
我国逆变式弧焊整流器编号的序号为7,ZX7系列电源是较常见的一个系列,适用于焊条电弧焊、TIG焊等。图6-37、图6-38所示是国内某生产厂家生产的ZX7-160逆变弧焊电源的结构框图和电气原理图。图6-37 ZX7-160逆变弧焊电源的结构框图1.主电路图6-38 ZX7-160逆变弧焊电源电气原理图如图6-38所示,主电路由输入整流滤波电路、半桥式逆变电路、中频变压器和输出整流滤波电路组成。调节RP2可改变外特性曲线的位置,即获得不同的焊接电流,进行外特性调节。......
2023-06-30

功率系统:如图6-1所示,由输入电路、逆变电路、输出电路等构成逆变电源功率系统,也称为主电路。逆变电路是逆变式弧焊电源的核心,由电子功率开关器件和逆变降压变压器等构成。对于要求直流输出的弧焊电源,其输出电路包括整流和滤波电路。......
2023-06-30
相关推荐