TIG焊根据焊件材料可选择直流或交流弧焊电源,表1-6-1为不同的焊件材料与弧焊电源类别和极性的选择关系。焊接其他金属一般优先选择直流正接法,其次为交流弧焊电源。直流TIG焊多采用直流正接法方式施焊,此时电流不发生极性变化,电弧一旦引燃就能够十分稳定地燃烧。焊接铝、镁及其合金时,图1-6-5是交流钨极氩弧焊的电流、电压波形及其直流分量示意图。......
2023-06-26
根据获得交流方波的原理,可以将交流方波弧焊电源分为两种类型:
1)晶闸管加直流电抗器式,极性变换时的电流上升速度一般可达120A/100μs,但电流下限较大。
2)逆变式交流方波弧焊电源,极性变换时的电流上升速度一般可达100A/20μs,焊接电弧稳定。
图8-17所示为晶闸管加直流电抗器式交流方波弧焊电源的原理图。该类电源的核心器件是单相变压器与晶闸管组。如图8-17所示,单相380V交流电经变压器变压得到低压正弦波交流电,当变压器二次端的a点电位为高电位时,电流通过焊枪、工件、晶闸管VH4、电感L、晶闸管VH1回到变压器二次端的b点;当变压器二次端的b点电位为高电位时,电流通过晶闸管VH3、电感L、晶闸管VH2、工件、焊枪回到变压器二次端的a点。由此可见,随着变压器输出交流电位的变化,在焊枪与工件之间形成交流电,但是在电感L上始终是从c点流向d点的直流电,由于直流电感的作用,焊接电流波形由正弦波变为梯形波。电感L越大,梯形波越接近方波。
可以通过给定信号大小的设定,控制晶闸管的导通角大小,从而控制输出电流的峰值,但是由于采用的变压器交流电为50Hz,其交流方波的频率一般就为50Hz。
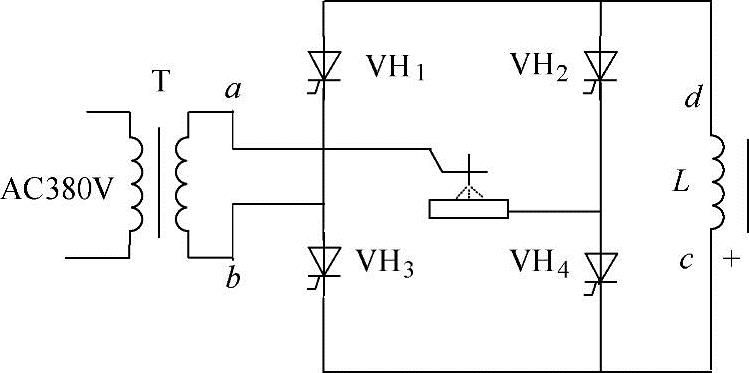
图8-17 晶闸管加直流电抗器式交流方波弧焊电源电路
通过改变晶闸管的接法,可以变换为整流模式,从而可以输出直流电,成为直流电弧焊电源。典型的弧焊电源有美国林肯(Lincoln)电器公司生产的Precision TIG 375焊机、日本松下公司生产的YC-300WP晶闸管控制交直流TIG弧焊电源、国产的WSE-P系列方波交直流脉冲氩弧焊机等。
图8-18所示为逆变式交流方波弧焊电源原理图。如图8-18所示,直流电源可以是一般的整流电源,也可以是逆变电源。如果采用逆变电源作为图中的直流电源部分,则产生交流的逆变电路称为二次逆变电路。直流电源输出的直流电,通过功率开关器件VT1~VT4构成的电子开关电路,在焊枪与工件之间形成交流电,即当VT1、VT4同时导通时,VT2、VT3处于截止状态,电流从直流电源高电位,通过VT1、焊枪、工件、VT4回到直流电源的低电位端;当VT2、VT3同时导通时,VT1、VT4处于截止状态,电流从直流电源高电位,通过VT2、工件、焊枪、VT3回到直流电源的低电位端。VT1~VT4电子开关通断可以由方波脉冲电路进行控制,也可以应用数字控制技术进行控制,其输出电流波形一般为方波,也可以是正弦波。该弧焊电源不仅可以输出50Hz的交流电,也可以输出不同频率的交流电,可以是低频,也可以是较高频率的方波交流电,例如,可以输出0.1~10Hz、0.5~300Hz等。
在逆变方波交流TIG弧焊电源的基础上,也可以将其转换为双脉冲交流TIG弧焊电源,通常称为交流脉冲TIG弧焊电源,其脉冲波形如图8-19所示。由图8-19可见,交流脉冲TIG焊就是在交流高频TIG焊的基础上加上了低频调制。在铝合金焊接中,高频脉冲可以增加电弧力的冲击作用,消除焊缝气孔;低频脉冲可以调节工件的热输入量,获得美观的焊缝成形。
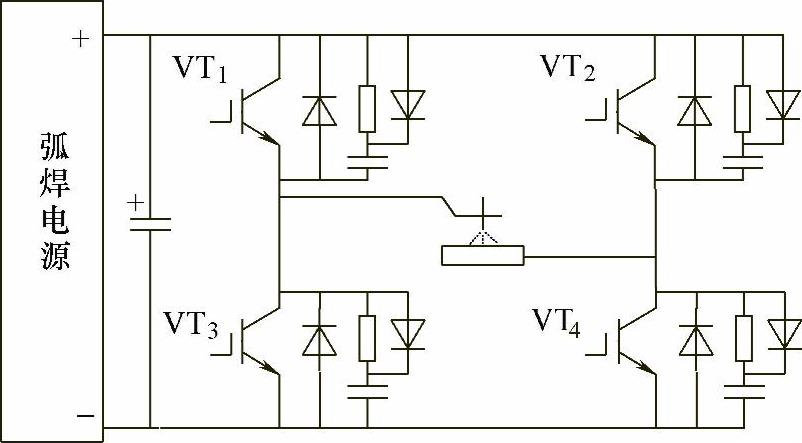
图8-18 逆变式交流方波电源电路

图8-19 交流脉冲TIG电流波形图
交流方波电源初期用于非熔化极的TIG焊和碱性焊条的电弧焊。近年来已将其用于铝合金材料的熔化极气体保护焊的研究,交流方波波形形状也越来越多。
随着科学技术的进步以及实际应用过程中不断提出更高的要求,交流方波电源的应用范围会不断扩大,技术水平会不断提高。
有关现代弧焊电源及其控制的文章

TIG焊根据焊件材料可选择直流或交流弧焊电源,表1-6-1为不同的焊件材料与弧焊电源类别和极性的选择关系。焊接其他金属一般优先选择直流正接法,其次为交流弧焊电源。直流TIG焊多采用直流正接法方式施焊,此时电流不发生极性变化,电弧一旦引燃就能够十分稳定地燃烧。焊接铝、镁及其合金时,图1-6-5是交流钨极氩弧焊的电流、电压波形及其直流分量示意图。......
2023-06-26

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30

与普通TIG焊相比,由于热丝TIG焊显著提高了热输入,适于焊接中等厚度的焊接结构,又保持了TIG焊具有高质量焊缝的特点。热丝TIG焊的熔敷速度可比普通TIG焊提高两倍,从而使焊接速度增加3~5倍,提高生产率。图7-50 钢的钨极氩弧焊熔敷速度比较3.TOPTIG焊TOPTIG焊原理 TOPTIG是TIG焊接工艺的一种。......
2023-07-02

为了提高TIG焊的效率,降低成本,20世纪60年代巴顿焊接研究所提出了活性剂TIG焊的概念,并用于钛合金焊接中。此后,英、美、日等国相继研制出用于不锈钢、碳钢、低合金钢、镍基合金、铜镍合金等不同材料的活性剂,活性剂TIG焊技术的研究和应用得到了迅速发展。A-TIG焊使用特殊的活性剂,在焊前涂敷到被焊工件的表面,使用普通的TIG焊设备和焊接参数就可以进行焊接。由于此类活性剂对人体有害,一般不再使用。......
2023-06-26

在铝合金交流TIG焊中,电流的负半波主要用于去除铝合金表面的氧化膜,正半波主要用于工件的加热。因此,在交流方波TIG焊的基础上,提出了电流脉冲频率、正负半波时间、正负半波峰值等均可独立可调的交流TIG焊电源,称为变极性TIG焊电源,其输出电流波形如图8-22所示。在交流变极性TIG焊电源的基础上,又研制出了变极性交流等离子弧焊电源。......
2023-06-30
普通的填丝TIG焊,焊接过程稳定,质量好,但效率低。为此,通常采用交流电源加热填充焊丝或采用脉冲调制,并限制加热电流不超过焊接电流的60%,使TIG焊电弧和热丝电流峰值相互交替,以减少磁偏吹。热丝TIG焊焊接效率整整提高了一倍。此外热丝TIG焊还可以减少焊缝中的裂纹。热丝TIG焊由于效率高,通常可使焊接速度增加3~5倍,因此可应用于快速焊的生产线上。......
2023-06-26

臭氧和氮氧化物的主要危害是对呼吸道和肺有强烈刺激作用,会对呼吸系统造成伤害。高频电磁辐射主要引起神经衰弱和植物性神经功能紊乱,严重时会使血压不正常。弧光辐射TIG焊产生的弧光辐射包括紫外线、红外线和可见光。......
2023-06-26

若是MAG/MIG焊,单片机控制系统通过对电弧电压、焊接电流信号的采集比较,使焊丝速度和电弧电压调节到预定焊接参数。如需预热,待工件预热到一定时间后,单片机发出起动行走指令,并输出一定数值的焊接速度信号,开始正常焊接,单片机实时数字显示焊接电流及电弧电压,自动进行焊接过程的参数变换。收弧完毕,单片机进入焊接结束状态,并关闭所有通道。......
2023-06-25
相关推荐