采用双脉冲MIG焊工艺,可以进行不锈钢、铝合金材料的焊接,图8-15所示为不同的低频脉冲频率、相同焊接速度下的铝合金双脉冲MIG焊焊缝成形照片。图8-15 不同低频脉冲频率的双脉冲MIG焊焊缝成形a)2Hz b)5.6Hz目前有的焊机可以给出不同的双脉冲模式,图8-16所示为德国DALEX公司生产的VARIO MIG400L-B型MIG/MAG焊机输出的几种脉冲波形以及相应的铝合金焊接焊缝图片。......
2023-06-30
直流脉冲TIG焊作为一种先进的焊接工艺方法在工程中的应用越来越普遍。研究表明,在自由电弧的基础上加入高频脉冲电流可提高电弧稳定性,促进焊缝晶粒细化,提高接头力学性能,有利于改善焊接质量。
高频脉冲的频率一般是在10~20kHz范围内。在高频脉冲电流作用下,由于“电弧的高频效应”可以使TIG焊接电弧的能量集中,电弧挺度好,在高速焊接中仍可以保证电弧的指向性,特别是在小电流情况下尤为明显,因此更适合薄板的高速焊。
超高频脉冲TIG焊接技术基于新型弧焊电源拓扑可以大幅提升电流沿变化速率(di/dt≥50A/μs),可输出20kHz以上的超高频脉冲方波电流,进一步增大了电弧能量密度、电弧力,提高了焊缝质量,并在钛合金等金属材料的航空器零部件加工中逐步得到应用,对焊接结构的综合性能提升作用显著,具有重要的工程应用价值。目前,加拿大黎波迪(Liburdi)公司生产的焊机,其工作脉冲频率可以达到150kHz,输出直流焊接电流频率20kHz,主要用于航天、核电结构的高速焊接。超高频脉冲TIG焊电弧形态如图8-12所示。
低频脉冲频率一般是0.2~10Hz。采用低频脉冲焊接可以通过调节脉冲参数来调节焊接工件的热输入量,降低热敏感材料焊接时产生裂纹的倾向,同时可以得到焊接深宽比大的焊缝,适于单面焊双面成形和全位置焊接。图8-13所示为不锈钢接头的低频脉冲TIG焊焊缝。
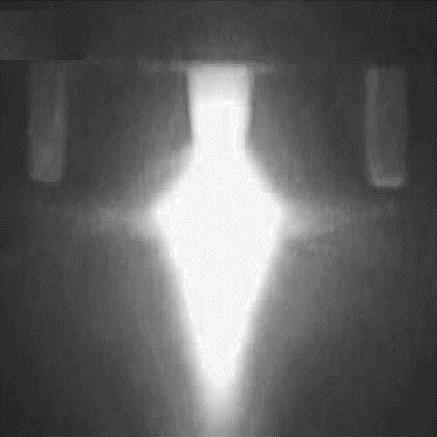
图8-12 超高频脉冲TIG焊电弧形态

图8-13 不锈钢管与球面相贯的低频焊缝

图8-14 高频脉冲加低频调制波形
直流双脉冲TIG焊,又可以叫作高频脉冲加低频调制,其电流脉冲波形如图8-14所示。
双脉冲焊接兼顾了高频、低频脉冲焊接的特点,特别适合于薄板、高速、单面焊双面成形以及全位置焊接。
低频脉冲、高频脉冲、双脉冲焊接波形可以采用电子控制电路在晶体管式弧焊电源、IGBT式逆变弧焊电源等电子控制弧焊电源中实现;而采用数字控制技术,通过软件编程使其实现更加方便。该控制方法采用的是开环控制,将焊接电流的给定量改为脉冲量即可。
有关现代弧焊电源及其控制的文章

采用双脉冲MIG焊工艺,可以进行不锈钢、铝合金材料的焊接,图8-15所示为不同的低频脉冲频率、相同焊接速度下的铝合金双脉冲MIG焊焊缝成形照片。图8-15 不同低频脉冲频率的双脉冲MIG焊焊缝成形a)2Hz b)5.6Hz目前有的焊机可以给出不同的双脉冲模式,图8-16所示为德国DALEX公司生产的VARIO MIG400L-B型MIG/MAG焊机输出的几种脉冲波形以及相应的铝合金焊接焊缝图片。......
2023-06-30

与普通TIG焊相比,由于热丝TIG焊显著提高了热输入,适于焊接中等厚度的焊接结构,又保持了TIG焊具有高质量焊缝的特点。热丝TIG焊的熔敷速度可比普通TIG焊提高两倍,从而使焊接速度增加3~5倍,提高生产率。图7-50 钢的钨极氩弧焊熔敷速度比较3.TOPTIG焊TOPTIG焊原理 TOPTIG是TIG焊接工艺的一种。......
2023-07-02

为了提高TIG焊的效率,降低成本,20世纪60年代巴顿焊接研究所提出了活性剂TIG焊的概念,并用于钛合金焊接中。此后,英、美、日等国相继研制出用于不锈钢、碳钢、低合金钢、镍基合金、铜镍合金等不同材料的活性剂,活性剂TIG焊技术的研究和应用得到了迅速发展。A-TIG焊使用特殊的活性剂,在焊前涂敷到被焊工件的表面,使用普通的TIG焊设备和焊接参数就可以进行焊接。由于此类活性剂对人体有害,一般不再使用。......
2023-06-26
臭氧和氮氧化物的主要危害是对呼吸道和肺有强烈刺激作用,会对呼吸系统造成伤害。高频电磁辐射主要引起神经衰弱和植物性神经功能紊乱,严重时会使血压不正常。弧光辐射TIG焊产生的弧光辐射包括紫外线、红外线和可见光。......
2023-06-26

普通的填丝TIG焊,焊接过程稳定,质量好,但效率低。为此,通常采用交流电源加热填充焊丝或采用脉冲调制,并限制加热电流不超过焊接电流的60%,使TIG焊电弧和热丝电流峰值相互交替,以减少磁偏吹。热丝TIG焊焊接效率整整提高了一倍。此外热丝TIG焊还可以减少焊缝中的裂纹。热丝TIG焊由于效率高,通常可使焊接速度增加3~5倍,因此可应用于快速焊的生产线上。......
2023-06-26

TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2023-06-23

通过对采用精密脉冲冷焊修复接头的显微组织进行分析可以看出,焊缝、热影响区和母材组织致密、过渡均匀,焊缝为冶金结合,由于修复过程中热输入量得到了精确的控制,焊缝的热影响区很窄,最大位置约为0.48mm。热影响区的宽度决定着变形量的大小,精密脉冲冷焊工艺对母材的影响较小,焊接的残余应力可以忽略不计。......
2023-06-28
因此,进行水下焊接与切割作业时,必须切实遵守水下焊接和切割的安全规定,确保施工安全。水下焊接与切割时,要注意保护作业人员的眼睛。水下焊接舱内不能放置涂料、熔剂等可能放出有毒或刺激性气体的物质。局部干法水下焊接的安全防护要求与湿法水下焊接的要求相同。......
2023-06-26
相关推荐