弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2025-09-29
在熔化极气体保护焊中,弧长的大小直接影响着焊接电弧的焊接电流与电弧电压,因此就会影响焊缝的熔深与熔宽。
在细丝自动CO2焊中,一般采用恒压特性的弧焊电源配合等速送丝的方法。当喷嘴到工件之间距离发生变化时,可以利用电弧弧长的自调节作用来保证弧长不变;也可以通过检测喷嘴到工件之间距离的变化来调整焊枪高度,进而调节弧长使之不变,以保证焊接成形的稳定。但是,当工件表面起伏比较大时,仅靠焊接电弧弧长的自调节作用是不能满足焊接参数稳定要求的,尤其是遇到图8-9所示的一些特殊结构,焊枪与工件表面的距离调整受到限制,上述的调节方法就无能为力了,从而引起CO2焊丝伸出长度的变化以及弧长的变化,导致焊缝熔深、熔宽不一致。此种情况下,只能采用电流、电压补偿的方法对电弧能量及弧长加以控制,而传统弧焊电源的控制技术很难满足其要求。
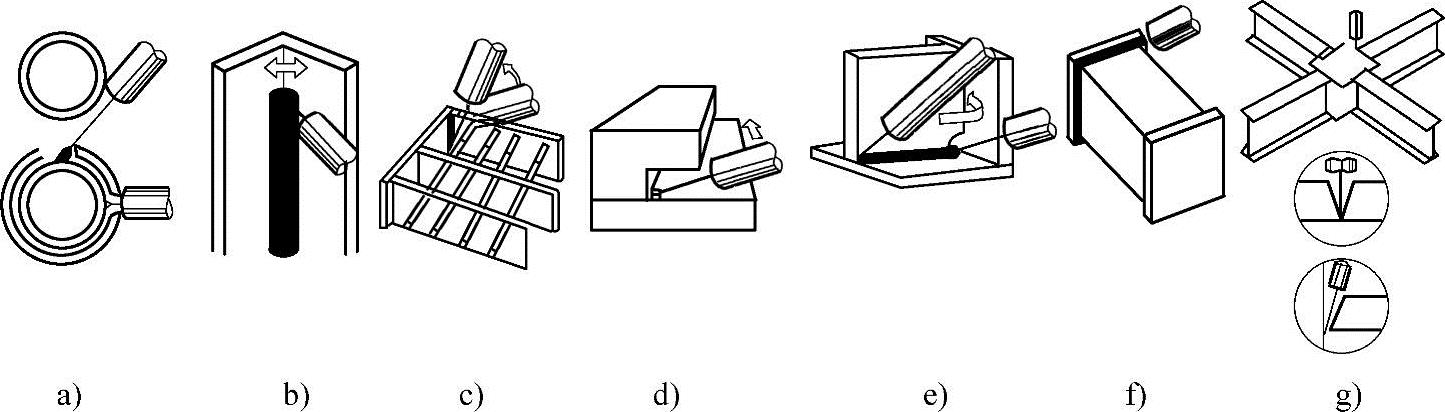
图8-9 焊接弧长变化较大的典型结构实例
a)管材狭窄部位处的回转焊接 b)难度较大的向上立焊 c)在有障碍物等处的焊接 d)在焊枪无法伸入的狭窄处的焊接 e)箱型梁终端部位的焊接 f)立柱的多层焊 g)窄坡口的多层堆焊
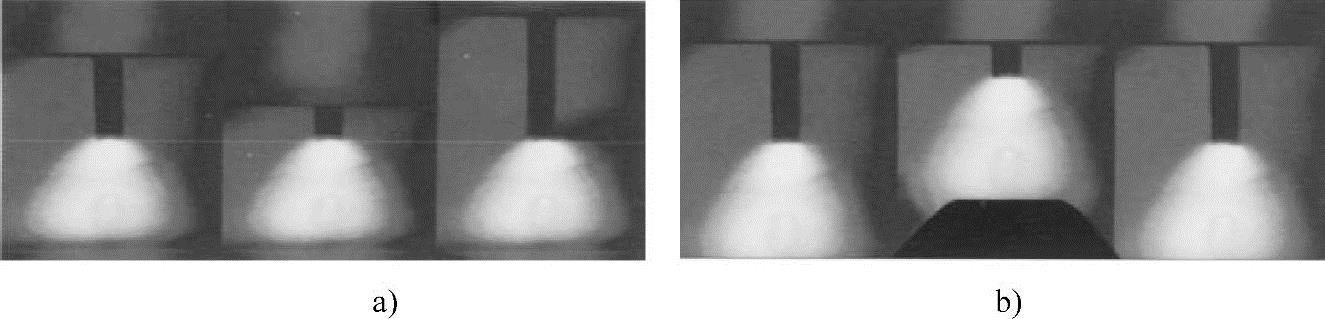
在现代弧焊电源控制中,通过理论与实验分析,建立了焊接弧长控制模型,确定了电流、电压反馈以及模糊控制策略,编写相应的软件控制程序,实现了熔化极气体保护焊电弧弧长的数字控制,当焊丝伸出长度发生变化时,保证其弧长基本不变。图8-10所示为焊接过程弧长数字控制效果图。由图8-10可见,无论焊枪高度的变化还是工件高度的变化,由于采用了数字控制技术,焊丝伸出长度不同,但焊接电弧弧长基本保持不变,从而可以保证焊缝成形。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图8-10 焊接过程弧长数字控制
a)焊枪高度不同 b)工件高度不同
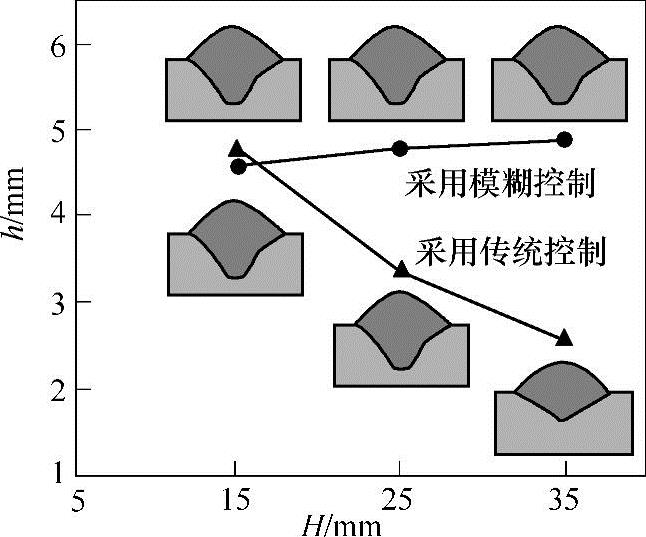
图8-11 传统与模糊控制焊缝成形对比
采用CO2焊,焊接母材厚度为12mm的普通碳钢材料,焊丝直径为1.4mm,焊接速度为40cm/min,焊接电流为300A,电弧电压为28~32V,当焊枪喷嘴高度H从15mm变化到35mm时,采用传统控制与模糊控制焊缝成形的变化如图8-11所示,其中纵坐标表示焊接熔深h。
目前拥有弧长控制功能的代表性弧焊电源有奥地利福尼斯公司生产的数字化TPS4000系列气体保护焊机、日本松下公司生产的YM-500KA1全数字化CO2/MAG焊机等。其中,福尼斯公司生产的数字化TPS4000系列气体保护焊机采用专门的弧长控制软件程序,当弧长变化时,通过调整逆变器工作频率来保证弧压稳定(参见7.4.5节),使得在焊丝伸出长度在8~40mm范围内变化时,都可以保证弧长不变。
相关文章

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2025-09-29
弧焊电源的DSP控制,借助DSP实现控制算法和PWM信号发生电路的全数字化,完成电压和电流信号的反馈运算、PWM波形的输出、系统实时监控及保护、系统通信等功能,其控制原理框图如图1-2-45所示。基于上述思想,Fronius公司推出了全数字化弧焊电源,随后Panosonic等公司也推出了各自的全数字化弧焊电源产品,并相继进入中国市场。图1-2-45 弧焊电源的DSP控制原理框图就控制系统结构而言,全数字化控制由单片机和DSP共同构成。......
2025-09-29

电子控制式弧焊电源又称为电子弧焊电源。1)移相式弧焊电源采用大功率晶闸管作为整流器件,采用晶闸管的移相控制。2)模拟式弧焊电源是在二极管整流的基础上,采用了功率晶体管作为电源输出电流或电压的调节器件,功率晶体管工作在模拟状态,相当于可变电阻。数字控制技术目前主要用于逆变式弧焊电源或者整流式弧焊电源,而更多的是用于逆变式弧焊电源。......
2025-09-29

GMAW弧焊电源的选择原则如下:1.弧焊电源的外特性与调节性能GMAW弧焊电源外特性有平特性(恒压)、陡降型(恒流)及缓降型3种。由于细丝焊时电弧具有很强的自身调节作用,因此一般选用平特性的弧焊电源,配等速送丝机构。一方面要求弧焊电源能保证合适的短路电流增长速度及短路电流峰值,另一方面要求能保证空载电压具有足够的恢复速度。目前GMAW用弧焊电源均能满足短路过渡时对空载电压增长速度的要求。......
2025-09-29

可见,电流负反馈使电源的外特性为下降特性。下降特性曲线段为弧焊电源正常工作区域,也就是正常焊接的区域。在如图4-17所示电路中,比例放大器N2的输出是弧焊电源的控制电压信号Uk。......
2025-09-29

电磁控制型弧焊电源一般是通过调节弧焊电源内部电磁器件的电磁状态来调节电源的输出特性。例如,通过调节激励电流来改变饱和电抗器或直流发电机铁心的磁饱和程度,从而控制弧焊电源的输出特性。一般的电磁控制型弧焊电源主要指磁放大器式弧焊整流器和直流弧焊发电机。1)磁放大器式弧焊整流器主要由普通的降压变压器、磁放大器、硅整流器以及直流输出电抗器组成。由于电磁控制型弧焊电源是耗材、耗能产品,因此属于淘汰产品。......
2025-09-29

根据外特性曲线的形状,埋弧焊电源有下降特性和平特性两种。交流弧焊电源在单丝大电流埋弧焊或多丝串列电弧埋弧焊中均适用。用于交流埋弧焊的弧焊变压器,要求其电流接近正弦波形,电压接近矩形波形。交流弧焊电源具有下降特性。埋弧焊电源选择必须考虑焊丝直径的粗细、自动送丝方式和焊接电流大小这三个因素。......
2025-09-29

TIG焊根据焊件材料可选择直流或交流弧焊电源,表1-6-1为不同的焊件材料与弧焊电源类别和极性的选择关系。焊接其他金属一般优先选择直流正接法,其次为交流弧焊电源。直流TIG焊多采用直流正接法方式施焊,此时电流不发生极性变化,电弧一旦引燃就能够十分稳定地燃烧。焊接铝、镁及其合金时,图1-6-5是交流钨极氩弧焊的电流、电压波形及其直流分量示意图。......
2025-09-29
相关推荐