图7-72 双丝熔化极气体保护焊组成示意图双丝焊专用焊枪结构紧凑,如图7-74所示。窄间隙熔化极气体保护焊机头 由于接头坡口窄而深,实现高质量、高可靠性的窄间隙焊并非易事。......
2023-07-02
在气体保护电弧焊中,往往采用熄弧控制。其熄弧控制的主要目的有两个:一是为了防止焊接弧坑缺陷;二是为了保证焊丝或者钨极端部形状,有利于继续焊接的引弧。
在钨极氩弧焊中,经常采用电流衰减熄弧控制。就是当焊接停止时,弧焊电源提供的电流按比例或者指数规律衰减,电流衰减到一定值后,再切断电源,电弧熄灭。
在熔化极气体保护焊时,为了可靠地熄弧并填满弧坑,通常采用焊丝返烧熄弧法。所谓焊丝返烧熄弧法就是停止焊接时,先停止送丝和电弧移动,电弧回烧一段时间后,再切断弧焊电源供电,熄灭电弧。
传统熄弧控制具有一定的效果,但是很难满足高质量焊接的需求,尤其是在机器人焊接中,熄弧控制精度不高会影响其再次引弧的成功率以及焊接质量控制。
目前,熔化极气体保护焊数字化弧焊电源采用的熄弧控制往往采用电流波形控制方式,图8-7所示为传统熄弧与数字控制熄弧电流波形的比较。
如图8-7所示,传统焊丝返烧熄弧一般是逐渐衰减电流直到最终熄灭,其焊丝端部很容易形成一个球体,其球体表面会产生氧化形成渣壳,再次引弧时就会影响其导电性能,同时,也会增加焊丝端部与工件接触的表面,减少接触电阻热,从而降低了引弧成功率。采用熄弧的数字控制,利用控制程序在电弧熄灭的前一瞬间,弧焊电源提供给电弧一个峰值较高的短脉冲电流,然后切断电流。在短脉冲电流作用下,焊丝端部的熔滴迅速过渡到熔池中去,同时,电弧瞬间熄灭,焊丝来不及继续熔化,从而使焊丝端部保持原有的焊丝直径,也避免了液体金属的氧化,从而可以保证再次引弧的成功率。图8-8所示为传统控制与数字控制熄弧控制后焊丝端部形状。
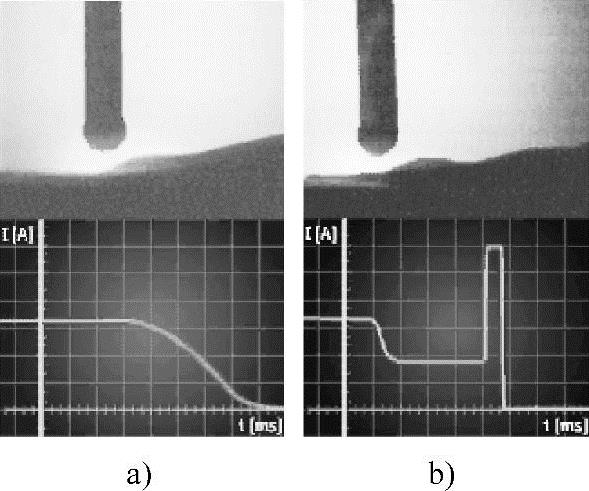
图8-7 传统与数字控制熄弧电流波形比较
a)传统控制 b)数字控制
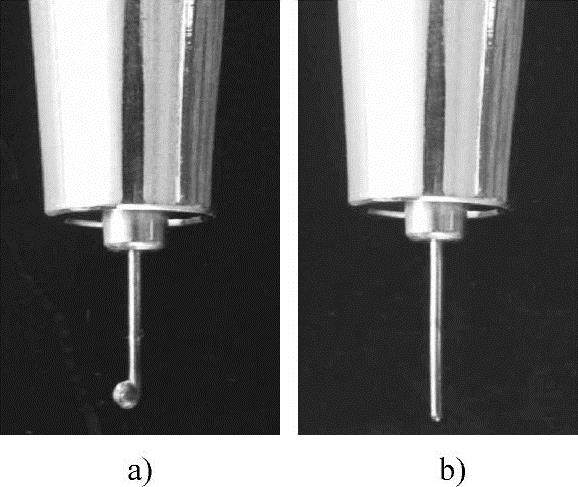
图8-8 传统与数字控制熄弧后焊丝端部情况
a)传统控制 b)数字控制
有关现代弧焊电源及其控制的文章

图7-72 双丝熔化极气体保护焊组成示意图双丝焊专用焊枪结构紧凑,如图7-74所示。窄间隙熔化极气体保护焊机头 由于接头坡口窄而深,实现高质量、高可靠性的窄间隙焊并非易事。......
2023-07-02

1)STT表面张力过渡控制技术是使熔滴在电磁收缩力和表面张力的作用下,实现从焊丝端头向熔池过渡的一种波形控制技术。2)CMT冷金属过渡控制技术的原理是将送丝与熔滴过渡协同控制。随即电弧重新引燃,电源提供燃弧峰值电流快速熔化焊丝。上述CO2焊熔滴过渡控制技术均能获得低飞溅甚至是无飞溅的CO2焊。......
2023-06-26

目前逆变式CO2/MAG焊机主要采用IGBT逆变技术,其中采用软开关的IGBT焊机节电性能更好。逆变式CO2/MAG焊机适合于与机器人结合,组成自动焊接生产系统。......
2023-06-25

气电立焊最常用的坡口为I形、V形及X形。送气系统 能在熔池上面提供均匀且没有紊流的保护气体。保护气体可由专门的气箱全部供给,也可以利用焊枪增加部分保护气体。使用实心焊丝时常用富氩混合气体保护,而使用药芯焊丝时常用CO2气体保护。表1-5-18 气电立焊的焊接参数......
2023-06-26
选择GMAW设备的一般原则如下。2)按自动化程度和使用的焊接电流选用焊枪和负载持续率。选择焊枪时还应注意实际焊接电流应小于焊枪的额定电流,负载持续率应满足实际焊接需要。批量大时,可考虑选用焊接专用机;批量小时,应尽量选用通用设备。5)对产品质量有严格要求时,可采用数字化焊机便于应用软件进行联网监控。6)设备应满足现场使用条件,如水、电的供应条件。......
2023-06-25

焊接参数的可选范围大 与CO2焊相比,MAG焊接薄板时焊接参数的可选范围大,如图1-5-19所示,实线为采用Ar 80%+CO220%混合气体保护焊时的焊接参数范围,虚线为采用CO2气体时焊接参数范围。易实现自动化生产MAG焊的主要缺点是因保护气体中含有较多的惰性气体,焊接成本比CO2焊高一些。......
2023-06-25
图1-5-46 窄间隙熔化级气体保护电弧焊的工作原理示意图a)细丝窄间隙焊 b)粗丝窄间隙焊1—喷嘴 2—导电嘴 3—绝缘导管 4—焊丝 5—电弧 6—母材 7—衬垫窄间隙焊主要用于焊接低碳钢、低合金钢、高合金钢、铝合金及钛合金等,可以全位置焊,焊接板材厚度范围为30~300mm。......
2023-06-26

(一)熔化极气体保护焊的分类、特点熔化极电弧焊以焊丝与焊件之间的电弧作为热源,在惰性气体、活性气体、混合气体或药芯产生的气渣的保护下,电弧熔化焊丝和母材形成熔池和焊缝。而以CO2气体保护电弧焊、熔化极惰性气体保护焊和药芯焊丝气体保护电弧焊应用最为普遍,本节主要介绍CO2气体保护电弧焊。CO2气体保护电弧焊的特点是:电流密度大、电弧热量集中,焊丝的熔化效率高,焊缝熔深大,焊接速度快,生产效率高。......
2023-06-23
相关推荐