目前,国产TIG焊机类型很多,各有特点。WS—160是直流TIG焊机;WSJ—500是交流TIG焊机;WSE—315是交直流两用TIG焊机;WSM—200是脉冲TIG焊机。WSJ—500型手工交流TIG焊机是比较典型的TIG焊机,在焊接生产中应用比较普遍。图1-6-18 WSJ—500型手工交流TIG焊机电气原理图下面介绍引弧脉冲触发电路和稳弧脉冲触发电路。稳压管VS4用来使V5在不提供触发信号的另一半波时可靠截止,避免VH5误触发。......
2023-06-26
TPS5000焊机具有许多控制功能,主要介绍下述三个功能:
(1)单位脉冲能量控制 采用一个脉冲电流的能量过渡一个熔滴,通过调节脉冲电流的形状,可改变电弧的状态以及熔池的形状。
不同焊接材料、不同的焊丝直径对应不同的脉冲电流波形及脉冲电流参数,例如,直径1.2mm的碳钢、不锈钢、铝镁焊丝,其各自的焊接电流波形如图7-36所示。
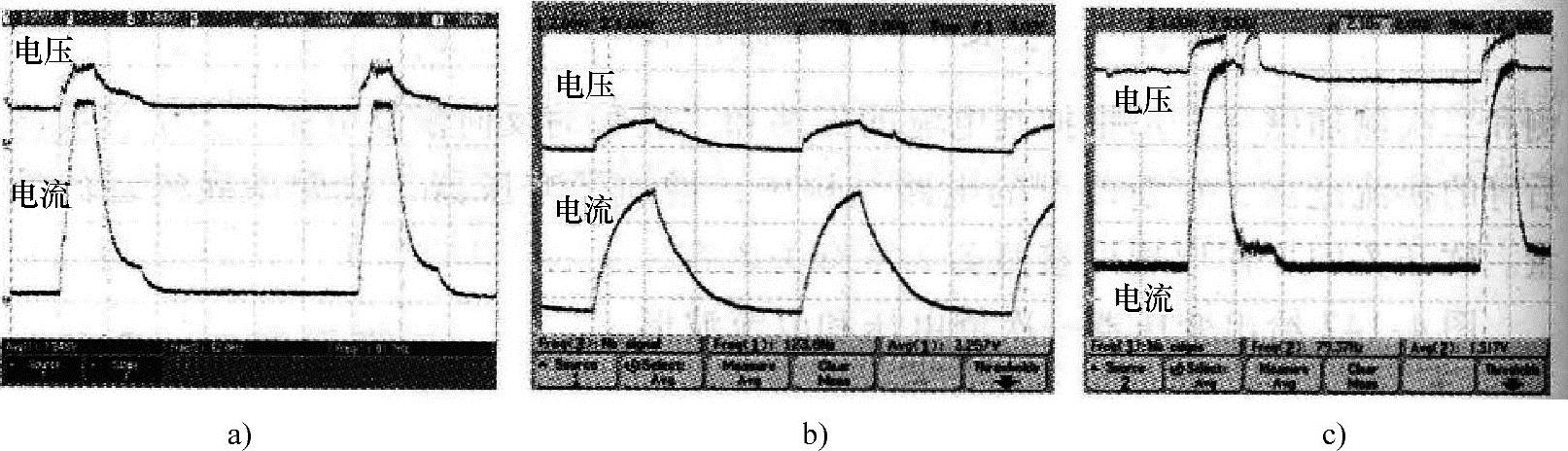
图7-36 不同材料焊接的脉冲焊接波形
a)碳钢 b)不锈钢 c)铝镁合金
(2)弧长闭环控制 为了保证熔化极气体保护焊时,焊接干伸长变化时弧长不变,而自动改变脉冲频率来保证弧长稳定,干伸长变化焊接电流波形如图7-37所示。从图7-37中可见,A点干伸长突然降低,在延时一个脉冲周期后马上开始调高工作频率来保证弧压稳定,大约3~4个周期即可调节完毕。
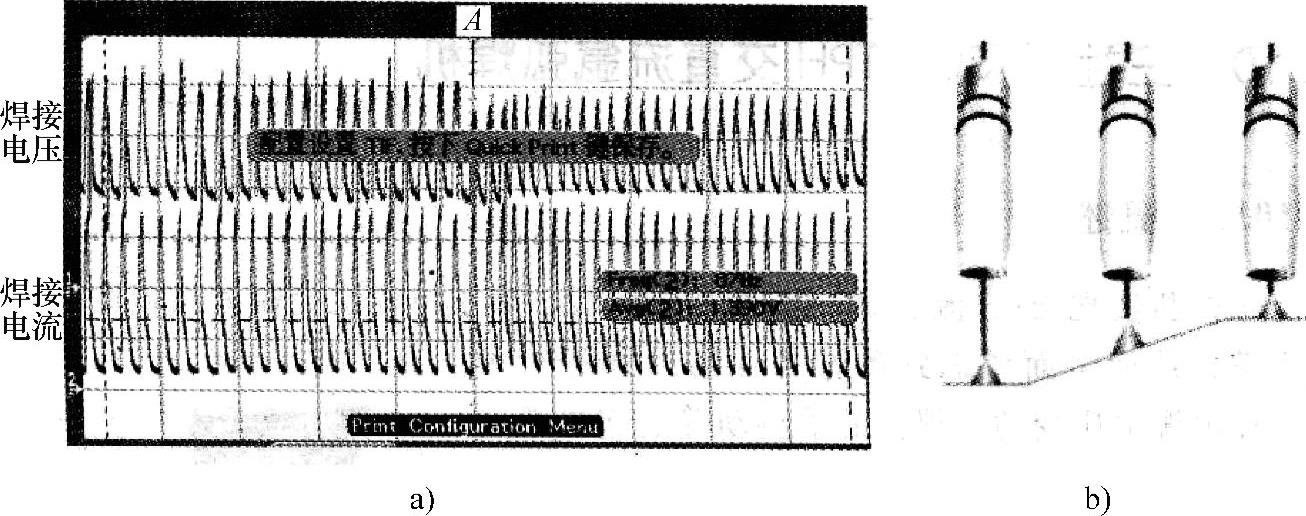
图7-37 不同干伸长焊接的焊接电流波形
a)焊接电流波形 b)不同干伸长焊接情况
(3)熔滴短路过渡控制 在脉冲熔化极气体保护焊中,发生熔滴短路往往出现在脉冲下降沿,当发生熔滴短路时,延时0.5ms短路电流会按一定斜率上升,使熔滴完成短路过渡,最后重新点燃电弧。当短路时间较长,超过一个脉冲周期时,在熔滴短路转向燃弧阶段中,需增加燃弧脉冲,以便实现可靠的熔滴过渡及电弧的再引燃,其电压、电流波形如图7-38所示。
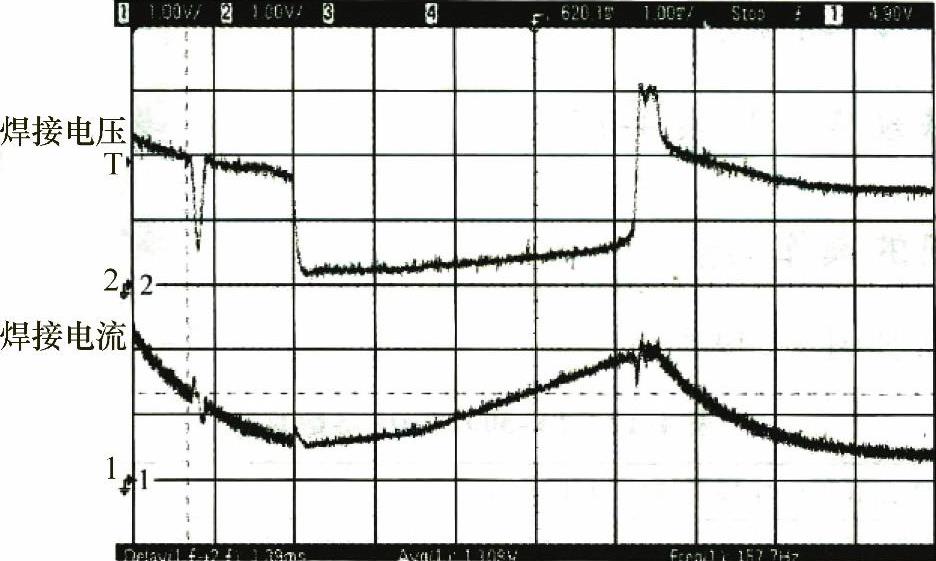
图7-38 熔滴短路过渡控制电压、电流波形(每格1ms)
有关现代弧焊电源及其控制的文章

目前,国产TIG焊机类型很多,各有特点。WS—160是直流TIG焊机;WSJ—500是交流TIG焊机;WSE—315是交直流两用TIG焊机;WSM—200是脉冲TIG焊机。WSJ—500型手工交流TIG焊机是比较典型的TIG焊机,在焊接生产中应用比较普遍。图1-6-18 WSJ—500型手工交流TIG焊机电气原理图下面介绍引弧脉冲触发电路和稳弧脉冲触发电路。稳压管VS4用来使V5在不提供触发信号的另一半波时可靠截止,避免VH5误触发。......
2023-06-26

恒定区决定了抗体分子的种属特异性。超变区氨基酸序列决定了该抗体结合抗原的特异性。一个抗体分子上的两个抗原结合部位是相同的,称为抗原结合片段。抗体不仅具有特异性结合抗原的能力,还能活化补体,结合细胞表面的Fc受体,并能通过母体胎盘转移给胎儿,从而赋予被动免疫的重要作用。长期以来,抗体被用于治疗感染和毒素。而在免疫分析中,抗体可用于对抗体和抗原的检测及定量分析,还能研究抗原的结构。......
2023-06-24

本项目是利用单片机实现的电动机转速控制及限速报警系统,其控制方案主要靠软件实现。电动机转速控制广泛应用于工业和交通控制领域,是单片机应用电路的典型范例。1)利用单片机AT89C52作为主控芯片,实现对速度物理量的测量,以实现对速度控制的目的。2)利用红外传感器对电动机转速进行采集。4)当电动机转速高于最大值时报警并通过单片机控制电动机减速,当电动机转速低于最低值时通过单片机让电动机加速,周而复始的循环。......
2023-06-23
重载设备起动控制电路如图1-1所示。图1-1重载设备起动控制电路起动时,按下起动按钮SB2,SB2的一组常开触点(3-5)闭合,接通交流接触器KM1线圈的回路电源,KM1线圈得电吸合且KM1辅助常开触点(3-5)闭合自锁。与此同时,失电延时时间继电器KT线圈得电吸合后又断电释放并开始延时,KT失电延时断开的常开触点(1-9)立即闭合,使交流接触器KM2线圈得电吸合,这样KM1和KM2各自的三相主触点同时闭合,电动机得电重载进行起动。......
2023-06-15

PCI Express Extended Capabilities结构存放在PCI配置空间0x100之后的位置,该结构是PCIe设备独有的,PCI设备并不支持该结构。在一个PCIe设备中可能含有多个PCI Express Extended Capabilities结构,并形成一个单向链表,其中第一个Capability结构的基地址为0x100,其结构如图4-19所示。图4-19 PCI Express Extended Capabilities结构一个PCI Express Extended Capabilities结构由以下参数组成。但是在PCIe总线中,这些扩展的Capability结构并没有得到充分利用。本节仅详细介绍PCI Express Extended Capabilities结构组中的MFVC结构。......
2023-10-20

BACnet网络层协议负责建立和维护路由表,实现在BACnet网络中的路由器自动配置和报文在路由器之间的流动能够顺畅进行。换言之,网络层的功能就是实现连接两个异构的BACnet局域网。一个BACnet设备由一个特定的网络号和一个确切的MAC地址惟一标识。由于BACnet协议规定两个BACnet设备之间只能有一条有效路径,这个限制大幅度降低了网络层的复杂性,简化了路由算法。BACnet设备之间通过网络通信。常见网络包含IP、主从令牌传递网络。......
2023-08-29

我国在市场上销售的乙炔瓶均为公称容积40L的三件组装形式。乙炔瓶典型结构型式如图4-22所示。乙炔瓶的颈圈用低碳圆钢加工而成,是瓶帽与瓶体、瓶阀与瓶体连接的零件。乙炔瓶是储存和运输乙炔的容器,其外形与氧气瓶相似,但构造要比氧气瓶复杂,这是因为乙炔不能以高压压入普通钢瓶,必须利用乙炔的特性,采取必要的措施,才能将乙炔压入钢瓶内。乙炔瓶的瓶体是圆柱形,其外表面漆成白色,并用红漆写明“乙炔”字样。......
2023-11-22
这部分输入端子称为基本操作输入端。图2-45a是三菱FR-A540系列变频器的配置,其基本操作输入端有正转、反转、自锁、点动、自由制动、复位等。......
2023-06-29
相关推荐