一般采用F级绝缘、IP54外壳保护等级。各品牌对公共交通型自动扶梯的动力配置不尽相同,但一般以80%左右的制动载荷作为额定载荷计算电动机功率,通常比普通自动扶梯高20%以上。减速箱 普通自动扶梯多采用造价较低的单级蜗轮蜗杆减速箱。常采用的有全齿轮减速箱、一级齿轮一级蜗轮的减速箱。减速箱的工作寿命设计应不小于140000h。梯级链条的安全系数应不小于5。一般要求在制动载荷条件下,销轴比压不大于25N/mm2。......
2023-06-15
焊接参数的数字输入及显示系统称为人机交互系统。人机交互系统是人与弧焊电源直接的操作界面,是操作者向弧焊电源输入信息、发出指令及观察焊接过程中焊接参数和信息的窗口,也是弧焊电源调节特性的数字控制。
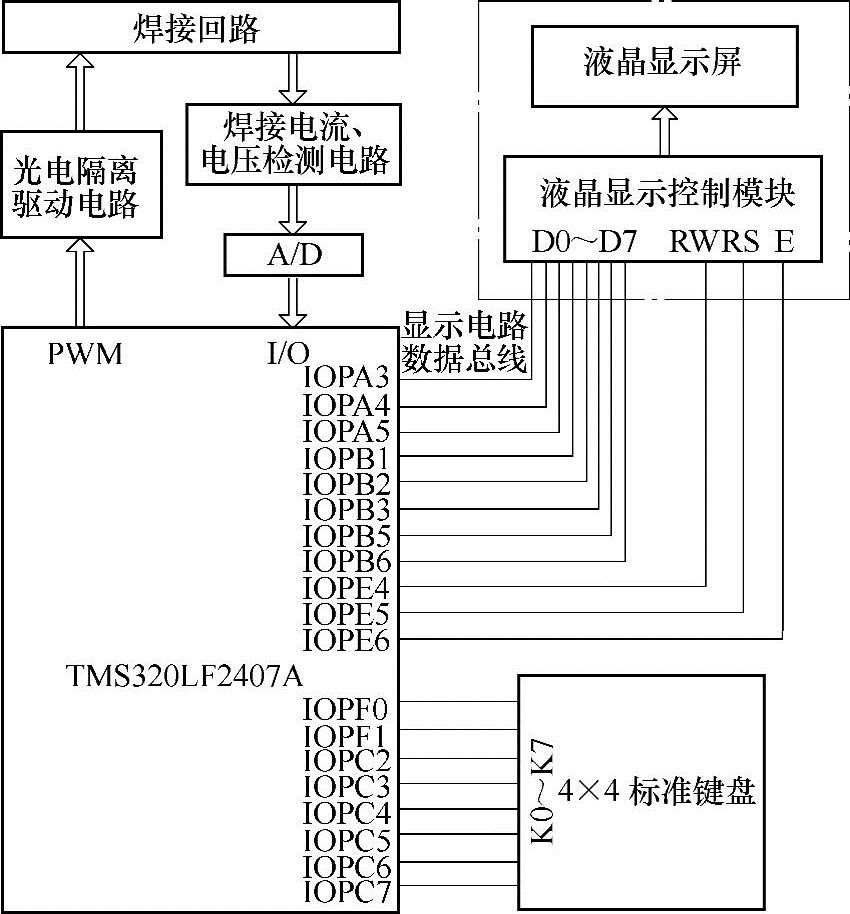
图7-24所示是以DSP为核心的人机交互系统硬件电路原理图。由图7-27可见,键盘、液晶显示器件是人机交互系统的基本组成部分,有的人机交互系统中还包含数字电位器等。
图7-24所示的人机交互系统中,采用4×4矩阵的16键标准键盘进行有关焊接方法的选择、焊接参数的设定与修改;利用液晶显示控制模块控制液晶显示屏进行焊接参数的显示等,而有关焊接参数的实时显示离不开相关焊接参数的传感器和信号处理电路。
人机交互系统硬件电路简单,但是要完成人机交互的各种功能必须依靠强大的软件程序来完成。其软件程序编写往往采用模块化方法。
人机交互系统在液晶显示方面往往采用界面和菜单方式。一般的人机交互系统往往具有启动欢迎界面、主菜单界面、二级选择菜单界面、焊接状态监测显示界面等。主菜单与二级选择菜单均支持翻页功能,以满足多参数的选择与设置。
人机交互的输入参数可以分为数值类和选择项类。对于数值类参数,可以通过键盘上对应的数值键进行输入或调节其大小,也可以采用数字电位器进行输入与调节;对于选择项类参数,必须通过功能键与菜单显示的条目进行配合实现选择与确认,其功能键包括“上移”“下移”“上翻页”“下翻页”“确定”“退出”等。另外,数字化控制中都具有焊接参数的存储功能,因此,还具有“存储”“调用”等功能键,以及防止意外干扰需要复位显示的“复位”功能键等。为了防止按键过多,也可以在菜单中实现存储与调用功能,或者采用一键多用的方法,不同情况下实现不同的功能。图7-25所示就是一个最简单的人机交互面板。
人机交互系统的研究与应用发展很快,没有一个固定的模式可以概括。本节只能以最简单的人机交互系统作为例子加以介绍。
人机交互系统的页面组织结构往往可以采用纵向树形分支结构或者网状结构。而网状结构是在纵向树形分支结构基础上,可以实现各二级菜单页面之间的横向跳转。图7-26所示为某个人机交互界面的组织结构示意图。

图7-25 人机交互面板
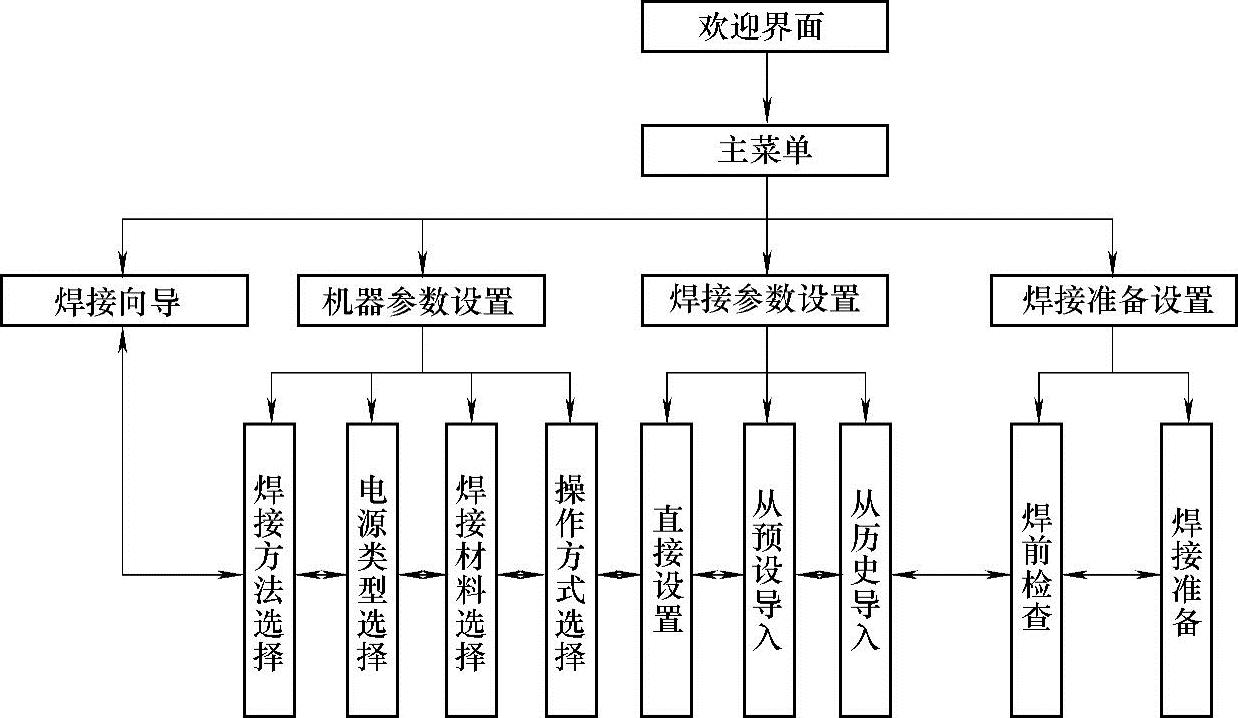
图7-26 人机交互界面组织结构示意图
从图7-26中可见,该界面组织结构由欢迎界面、主菜单界面和多个二级子菜单界面构成。在主菜单下设机器参数设置、焊接参数设置、焊接准备界面三个选项。机器参数设置选项下,又有焊接方法选择、电源类型选择、焊接材料选择、操作方式选择等二级菜单选项;焊接参数设置下,有直接设置、从预设导入以及从历史导入等二级子菜单选项;焊接准备选项下,有焊前检查、焊接准备等二级子菜单选项。每个二级子菜单选项又有相应的页面与之对应,在每个二级子菜单选项页面下,可以进行相应的操作完成参数的设置与调节。
人机交互界面主要运行过程如下:开启电源后,首先显示欢迎页面,同时系统进行初始化与自检。5秒后,或者有任意按键按下时,系统将进入主菜单。进入主菜单后,界面显示“1、焊接向导”“2、机器参数设置”“3、焊接参数设置”“4、焊接准备界面”4个选项,此时,用户可以通过“UP”“DOWN”键控制光标上下移动进行选项,选项确定后按下“确认”键,系统将进入光标指定的选择项子菜单。图7-27所示为二级子菜单选择程序流程图。
本设计的人机交互界面增加了焊接向导功能。焊接向导起始于主菜单,按横向顺序依次经过焊接方法选择、电源类型选择、焊接材料选择、焊丝直径设定、操作方式选择、焊接参数设置,最终完成各种设置进入到焊接准备页面。按前进(右键)或者后退(左键)可以在这些页面中横向跳转。这种带有向导功能的人机交互页面可以使得用户的操作灵活方便。

图7-27 二级子菜单选择程序流程图
以CO2焊接为例,进入主菜单后,用户可以按下右键沿焊接向导进行各类参数的设置,也可以沿纵向分支结构选择特定的页面进行操作。在焊接参数的设置上,可以选择参数预设页面和历史焊接参数页面,可以重新设置参数,也调用预先设置的参数或者以前焊接的历史参数。若直接应用上一次焊接时的参数,可以直接进入焊接等待页面,此时将显示上一次焊接时的参数。人机交互系统在每一次焊接结束时,会自动将此次焊接参数保存下来。此外,人机交互界面还具有一元化控制功能,如果选择一元化控制模式,当调节一个参数时,其他相关焊接参数会随之按预先制定的参数匹配规则自动调整。焊接参数设置后,利用焊接启动/停止键可以控制焊接过程的开始和停止。在焊接开始后人机交互系统进入焊接现场页面,LCD显示实时焊接参数,此时可以利用上、下键和旋钮对主要参数进行调节,焊接结束后可以对参数进行保存。图7-28所示是一组人机交互界面显示图。
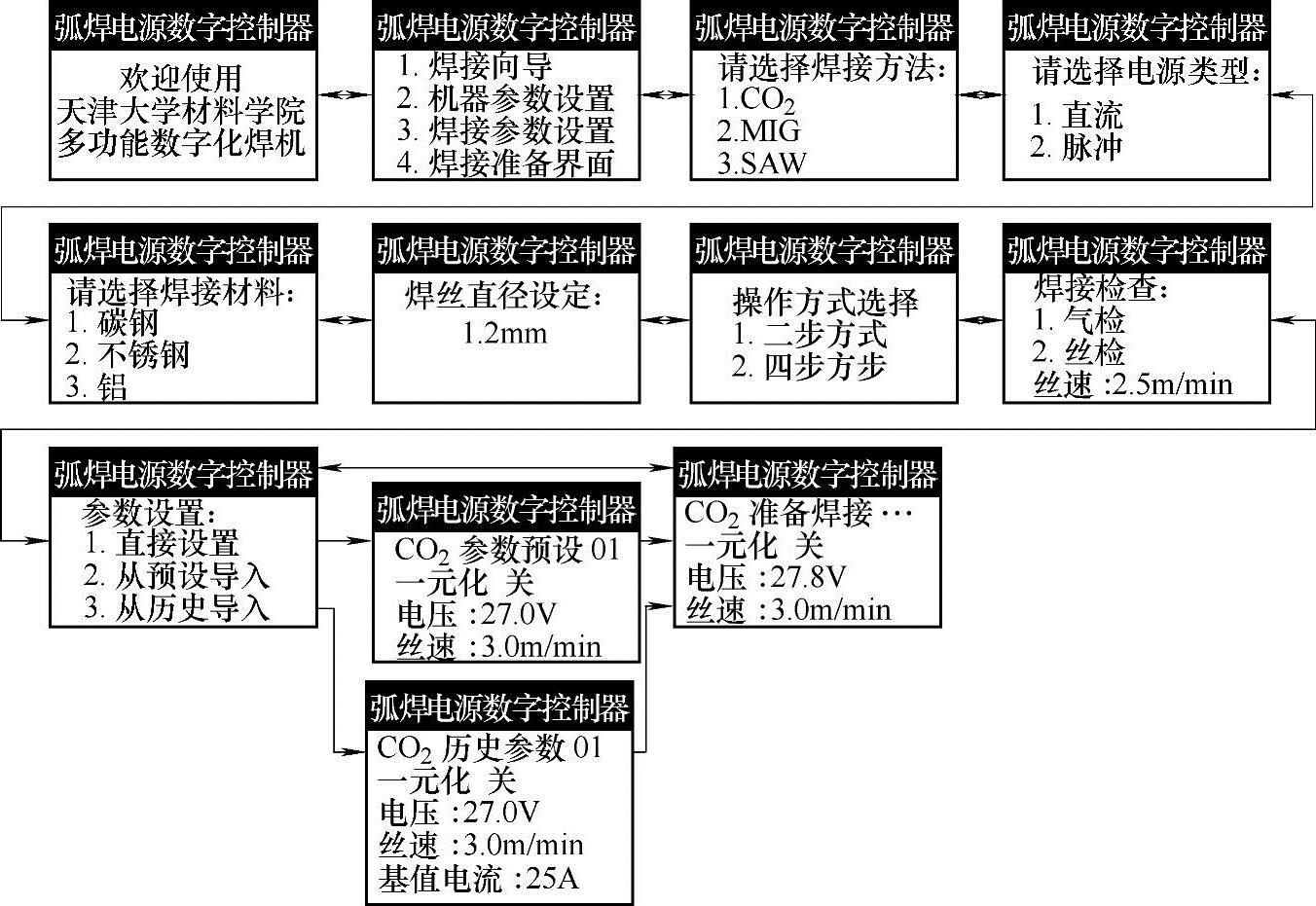
图7-28 人机交互界面显示组图
图7-29是直流CO2焊接焊接参数设置时,直接设置焊接参数的程序流程图。当系统进入直流CO2焊的焊接参数设置界面后,首先进入的是“参数设置”菜单界面,有“1、直接导入”“2、从预设导入”“3、从历史导入”3个选项。用户可以通过“UP”“DOWN”“确定”键进行选项和确定。当选择“1、直接导入”,并按下“确定”键确定后,系统进入参数设置界面,根据图7-29所示程序流程,进行电弧电压、送丝速度等参数的设置。参数设置时,可以通过键盘的数字键直接输入,经确认后作为焊接参数向控制器传送。
在焊接参数设置中,如果选择“2、从预设导入”并按下“CONFIRM”键确定后,系统进入参数调用界面,该界面显示0~9个数字,表示事先设定的10组焊接参数,可以通过“UP”“DOWN”“CONFIRM”键进行选项,也可以直接输入0~9数字进行选项,确定所选择的焊接参数组后,DSP将自动调用保存在FLASH存储器中对应的参数,将其显示出来,此时可以进行修改,经确认后,将用其进行焊接;当选择“3、从历史导入”,并按下“CONFIRM”键确定后,DSP将自动调用保存在FLASH存储器中最近一次焊接对应的参数,将其显示出来,此时可以进行修改,经确认后作为焊接参数向控制器传送。
系统进入焊接准备界面后,表示可以随时开始进行焊接。当检测到启动焊接开关接通时,DSP控制系统进入信息检测、处理及控制状态。这时,人机交互系统可以动态显示电弧电压、焊接电流等参数。当焊接结束后,系统回到焊接准备界面,准备进行下一次焊接。
有关现代弧焊电源及其控制的文章

一般采用F级绝缘、IP54外壳保护等级。各品牌对公共交通型自动扶梯的动力配置不尽相同,但一般以80%左右的制动载荷作为额定载荷计算电动机功率,通常比普通自动扶梯高20%以上。减速箱 普通自动扶梯多采用造价较低的单级蜗轮蜗杆减速箱。常采用的有全齿轮减速箱、一级齿轮一级蜗轮的减速箱。减速箱的工作寿命设计应不小于140000h。梯级链条的安全系数应不小于5。一般要求在制动载荷条件下,销轴比压不大于25N/mm2。......
2023-06-15

混合电源系统一般由两部分组成,各个部分都是以互补的方式为系统提供电能。在混合电源系统中,使用超级电容器的原因就是其高功率密度与长循环寿命,作为辅助电源可以很好地满足实际应用中的高功率需求,或者平抑功率波动的需求。将超级电容器作为辅助能源的混合电源系统具有很广泛的应用。超级电容器组的总重为2.7t,体积为2.3m3。......
2023-06-22

传统动感单车之控制面板绝大部分都是使用LED来进行显示的,人与机器的相互交流感十分的差。射频识别实际上为一种十分普遍被运用的自动化的辨别验证化技术,在生活里我们所常常碰到的证件,诸如身份证或是公交卡等等可以证明身份的证件,皆能够运用这一技术来达成身份验证,所以智能动感单车身份识别系统采取射频识别系统。......
2023-06-15
一方面,低轨道卫星的轨道高度低、传输时延短、路径损耗小,多个卫星组成的星座可以实现真正的全球覆盖,频率复用更有效。因此,LEO系统被认为是最有前途的卫星移动通信系统。Skybridge系统设计的关键是应用了地球静止轨道卫星系统,并采用Ku频段工作,可以满足电信运营商宽带接入的需求,......
2023-07-02

如图2-1所示,智能制造系统的整体架构可分为五层。控制系统主要包括适用于流程制造的过程控制系统、适用于离散制造的单元控制系统和适用于运动控制的数据采集与监控系统。图2-1智能制造系统架构3.PLM系统层它主要分为研发设计、生产和服务三个环节。......
2023-06-23

排气的方式有开设排气槽排气、利用成型零件配合间隙排气和开设排气塞排气。1)排气槽宜开设在分型面上,分型面上因排气槽而产生的飞边易随塑件脱出。分型面上排气槽的深度h,见表57。图553 利用排气塞排气注意,无论是排气间隙、排气槽还是排气塞,均应与大气相通。......
2023-06-30


相关推荐