电源的外特性曲线形状除了影响“电源-电弧”系统的稳定性之外,还影响着焊接参数的稳定。空载点决定了电源的空载电压,工作区段主要反映了外特性曲线的形状,短路区段主要反映了短路电流值。对于这些弧焊方法,不仅要考虑其电弧静特性曲线的形状,而且还要考虑送丝的方式来选择弧焊电源外特性的形状。如图2-26所示,曲线1和2分别表示电源的平和下降外特性,曲线3是弧长为l1时的电弧静特性。......
2023-06-30
外特性是弧焊电源的基本特性,外特性控制的基本原理是采用电流、电压负反馈控制。在数字化弧焊电源中,就是要将给定信号与反馈信号的数字量按照外特性控制原理和规则进行计算,并把计算结果转变为PWM控制中所需要的数字量,然后将得到的数字量赋予比较寄存器,以控制PWM脉冲的占空比,从而控制逆变器的输出。
在数字控制中,采用软件程序控制外特性的形状比较容易,利用电流、电压反馈的不同组合,以及各种控制策略、控制方法的组合,可以得到任意形状的电源外特性。
1.数字PI控制
在弧焊电源外特性控制中经常采用PI控制,比例控制是对偏差瞬间做出快速反应,积分控制可以消除静态误差。在弧焊电源数字控制中使用的是数字PI控制,也就是说用PI控制运算程序取代PI模拟电路。目前数字PI控制运算大多采用增量式数字PI控制算法:

式中 k——采样序号,k=0,1,2,…;
u(k)——第k采样时刻控制器输出值;
e(k)——第k采样时刻输入的偏差值,e(k)=Ug(k)-Uf(k);
KP——比例系数;
KI——积分系数。
采用式(7-6)和式(7-7)通过有限次的乘法和加法运算就可以快速计算出PI控制器的输出u。图7-24所示为电压控制的数字PI运算程序流程图。
2.弧焊电源外特性数字控制
在数字化弧焊电源外特性控制中,焊接电流、电压的给定量(数字信号)放置在DSP的寄存器中,利用电流、电压传感器对实际焊接过程中的电流、电压进行检测,并通过信号处理电路,对检测信号进行处理后,送入DSP,经A/D处理,将模拟信号转换为数字信号。根据电源外特性控制原理,DSP对电弧电压、电流的给定信号和反馈信号,按照一定控制算法进行数值运算,得到数字控制量u。该数字控制量u为PWM波形控制中的脉冲占空比值,将其送入PWM控制中比较寄存器CMPR4、CMPR5中(采用7.4.1节所述产生相位相差180°的PWM脉冲信号的系统),从而控制逆变器的输出,得到所需要的弧焊电源外特性。
图7-21所示为恒压外特性控制子程序流程图,该程序中调用了图7-22所示的电压控制的PI运算,在图7-22中进行了有关偏差量的计算与PI控制规则计算。
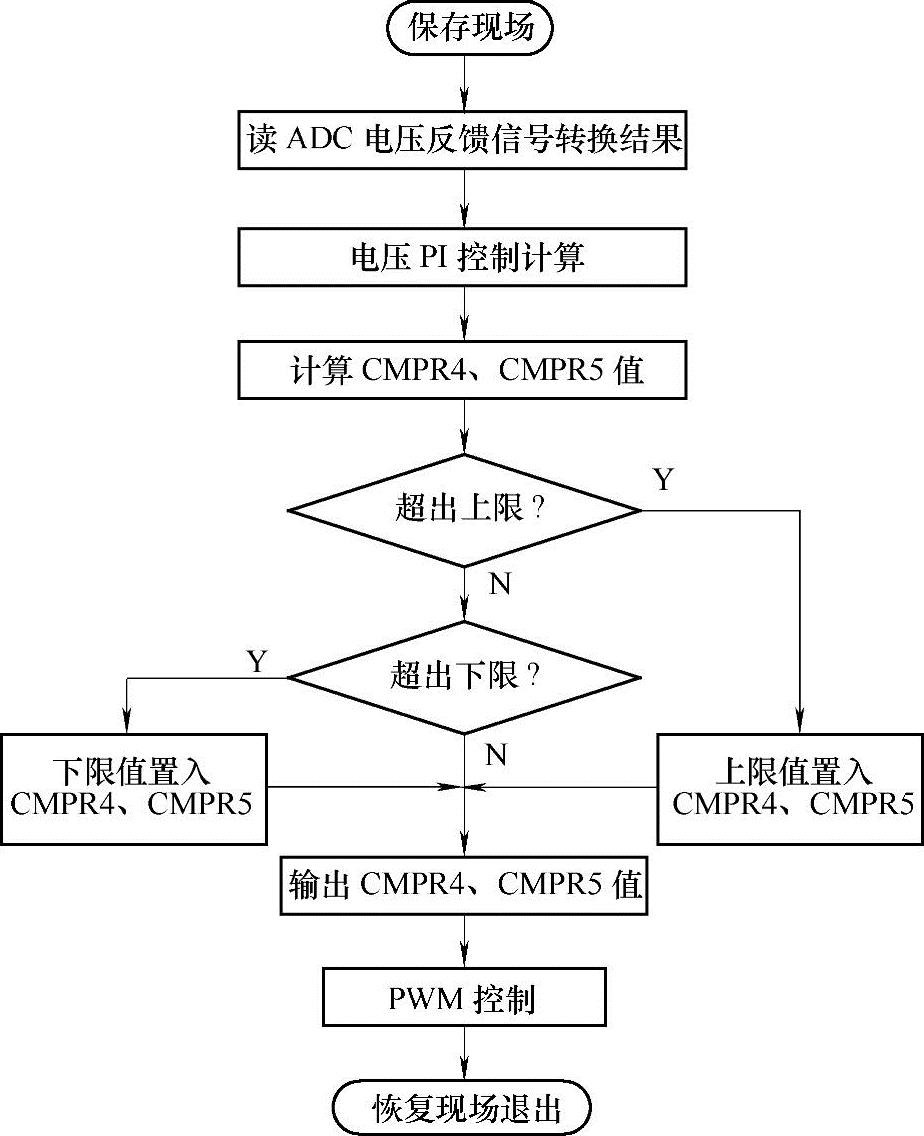
图7-21 恒压外特性控制子程序流程图

图7-22 电压控制的数字PI运算程序流程图
3.弧焊电源动特性数字控制
在弧焊电源的动特性控制中,仍然可以采用数字控制。例如,在CO2焊接中,改变电抗器的感抗值可以改变其焊接电流的增长速率,在电子控制型弧焊电源中可以采用电子电抗器电路控制焊接电流的增长速率,而数字控制中则可以用数字电抗器来取代。所谓的数字电抗器,就是利用数字PI控制,可以根据需要设定PI控制器中的比例系数KP和积分时间常数Ti,尤其是Ti,在这里积分环节具有消除静态误差的功能,而Ti的大小可以改变电流的增长速率。
图7-23所示为PI控制参数选择程序流程图。该图表示了在CO2焊接中,引弧阶段、焊接过程中的燃弧阶段与短路阶段都可以选用不同的KP和KI,具有不同动态控制特性,从而满足实际焊接工艺和焊接质量控制的要求。
由于采用了数字控制,使弧焊电源中的波形控制、弧长控制等更加容易实现,因此,利用数字控制可以更方便、更精确地实现弧焊电源的动特性控制。

图7-23 PI控制参数选择程序流程图
有关现代弧焊电源及其控制的文章

电源的外特性曲线形状除了影响“电源-电弧”系统的稳定性之外,还影响着焊接参数的稳定。空载点决定了电源的空载电压,工作区段主要反映了外特性曲线的形状,短路区段主要反映了短路电流值。对于这些弧焊方法,不仅要考虑其电弧静特性曲线的形状,而且还要考虑送丝的方式来选择弧焊电源外特性的形状。如图2-26所示,曲线1和2分别表示电源的平和下降外特性,曲线3是弧长为l1时的电弧静特性。......
2023-06-30

不同的弧焊电源具有不同的特性,不同的焊接结构厚度、焊接工艺方法所需的弧焊电源的外特性、动特性和焊接电流、电压参数调节范围不同。对于具有下降特性的弧焊电源,当某种原因使焊接电流增加时,弧焊电源的输出电压在一定范围内迅速下降。埋弧焊 埋弧焊的电弧静特性为平段。采用小电流埋弧焊时,弧焊电源的空载电压为65~75V。当焊丝直径大于2mm时,宜用变速送丝系统配下降特性弧焊电源。弧焊电源的空载电压一般为65~80V。......
2023-06-30

所谓电弧的稳态,是指电弧长度、电弧电压和电流在较长时间内不改变数值,处在相对稳定的状态。因此,就要求弧焊电源在焊接中,当电弧长度、电弧电压和电流变化时,必须具有满足动态电弧负载要求的特性,该特性就是弧焊电源的动特性。弧焊电源的动特性对电弧焊中的引弧、燃弧和熔滴过渡状态具有重要的影响,它是能否获得满意焊缝质量的重要因素之一。......
2023-06-30

相应的Uy=f曲线称为电源的外特性曲线。弧焊电源外特性的实质是电源的静态输出特性,又称为电源的静特性。而且r0越大,电源的外特性下倾程度越大。图2-20 弧焊电源的外特性曲线图2-21 一般直流电源的外特性对于日常经常使用的电灯、电炉、电机等负载,要求其电源的内阻r0越小越好,即外特性尽可能接近于平特性,这样当负载变化时,其端电压变化小,并联运行的其他负载端电压变化也小,因此不会影响各种电器的正常运行。......
2023-06-30
电源自然输出特性是指在无负反馈控制以及电子功率开关通断时间比率保持不变的条件下电源的输出特性。图6-28所示是电源的一组自然输出特性曲线,其中a、b、c、d分别对应不同的脉冲占空比,它们分别对应电源的一条自然输出特性曲线。脉冲占空比越大,相应的自然输出特性曲线位置越靠上,其积分∫UdI就越大,电源能够输出的功率和能量就越大。脉冲占空比越小,电流波动越大,电源内部的压降越大,输出电压减小得越多。......
2023-06-30

根据外特性曲线的形状,埋弧焊电源有下降特性和平特性两种。交流弧焊电源在单丝大电流埋弧焊或多丝串列电弧埋弧焊中均适用。用于交流埋弧焊的弧焊变压器,要求其电流接近正弦波形,电压接近矩形波形。交流弧焊电源具有下降特性。埋弧焊电源选择必须考虑焊丝直径的粗细、自动送丝方式和焊接电流大小这三个因素。......
2023-06-25

我国逆变式弧焊整流器编号的序号为7,ZX7系列电源是较常见的一个系列,适用于焊条电弧焊、TIG焊等。图6-37、图6-38所示是国内某生产厂家生产的ZX7-160逆变弧焊电源的结构框图和电气原理图。图6-37 ZX7-160逆变弧焊电源的结构框图1.主电路图6-38 ZX7-160逆变弧焊电源电气原理图如图6-38所示,主电路由输入整流滤波电路、半桥式逆变电路、中频变压器和输出整流滤波电路组成。调节RP2可改变外特性曲线的位置,即获得不同的焊接电流,进行外特性调节。......
2023-06-30
对弧焊电源动特性好坏的评定,就主观评定而言,是由操作者经试焊后做出的。不同的焊接电弧、不同的焊接方法对弧焊电源的动特性要求不同。我国对于弧焊整流器提出了一个动特性指标,见表2-4。在熔化极电弧焊中,引弧与飞溅情况往往是考核电源动态性能的重要内容。......
2023-06-30
相关推荐