在使用碱性低氢钠型焊条时,均采用直流反接。随着新型焊接设备的迅速发展,ZXG焊机的应用已经越来越少。常用的焊机型号有ZX7—160、315、400、500等系列容量电源。图7-8 逆变式弧焊机的组成原理图焊条电弧焊设备主要由焊接电源和焊钳两部分组成,两者之间以及电源与焊件之间通过电缆连接,如图7-9所示。焊条电弧焊还有面罩、焊条保温筒等辅助设备或工具。......
2023-07-02
林肯V300-I逆变焊机是一款多功能焊机,具有焊条电弧焊、TIG焊、气体保护焊功能,可以焊接碳钢、结构钢等黑色金属,也可焊接不锈钢、铁等有色金属,可广泛应用于电力、石油、造船、机械制造等行业。
林肯V300-I逆变焊机有四种外特性曲线:用于焊条电弧焊的两种外特性曲线,分别为硬电弧特性曲线和软电弧特性曲线,TIG焊时为划擦引弧,是恒流内拐外特性曲线,气体保护焊时是平特性外特性曲线,焊条电弧焊时的两种外特性曲线如图6-40所示。
如图6-40所示,焊条电弧焊的外特性曲线的空载电压较高,可保证高电弧电压下不易断弧,特别适合纤维素焊条的焊接;两种外特性斜率,硬电弧的外特性斜率较陡,软电弧的外特性斜率较缓,短路区的推力是相似的。
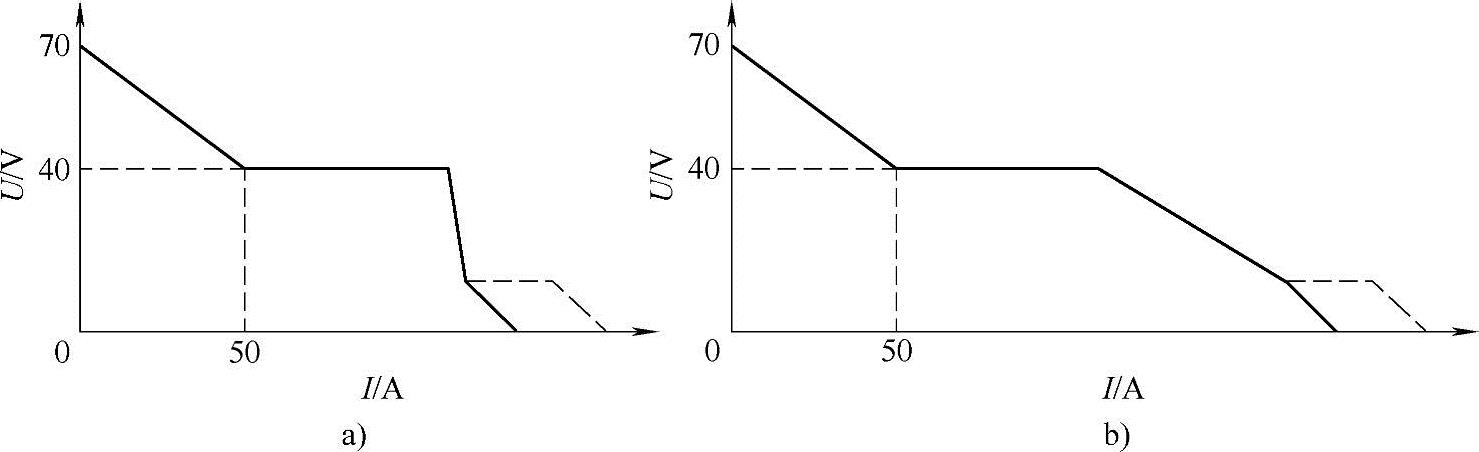
图6-40 V300-I逆变焊机焊条电弧焊外特性曲线
a)硬电弧 b)软电弧
焊机原理图如图6-41所示,可以分为主电路、逆变器控制、焊接特性控制三个部分。
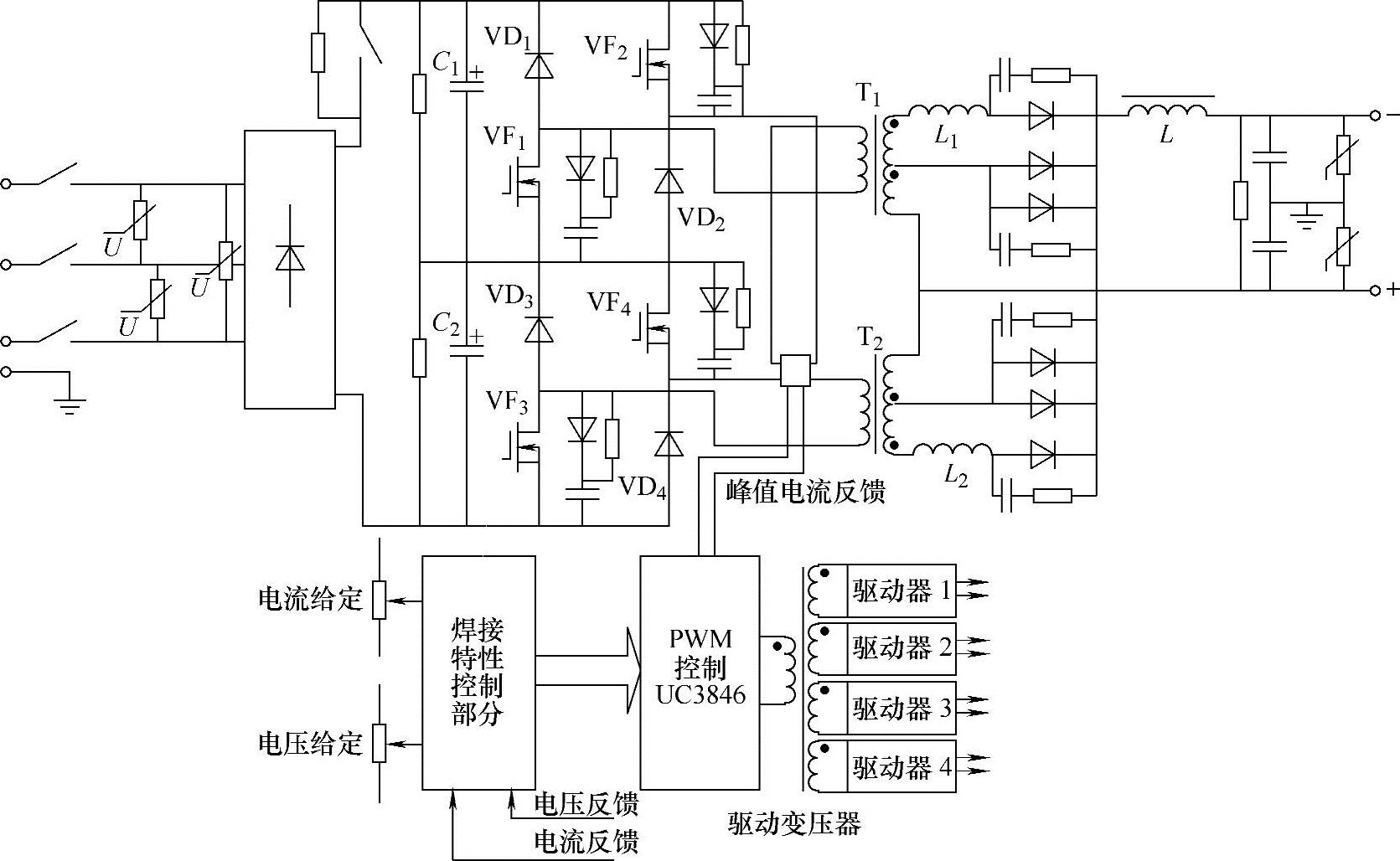
图6-41 V300-I逆变焊机原理图
主电路采用了两个双单端正激电路串联,两个变压器二次侧并联的方式,其功率半导体开关器件为场效应晶体管;为了提升小电流时输出的电压,在变压器二次侧增加了辅助线圈。
电流、电压给定经焊接特性控制部分,得出给定信号送到由UC3846构成的PWM控制器,输出驱动脉冲经脉冲变压器隔离后分出四路驱动信号,分别驱动四组场效应晶体管;电弧电流取样采用电流分流器,焊接电压直接取自焊接电源的输出端。
1.主电路
主电路工作过程可以分为四个阶段:
(1)第一阶段 场效应晶体管VF1、VF2导通,简化主电路及工作原理如图6-42所示。
当VF1、VF2导通较短时,在变压器一次侧上产生电压U1,在二次侧线圈N21上产生感应电压U2,以及在辅助线圈N22上产生U3。设直流输出电感L上的电流为I0,则有I0=I2+I3,若I2≠0,则有U3+L1di3/dt=-0.7V。随着导通时间的增加,I3的值在增加,由于I2≠0,则输出电压是由U2决定的,U3对输出电压没有贡献。
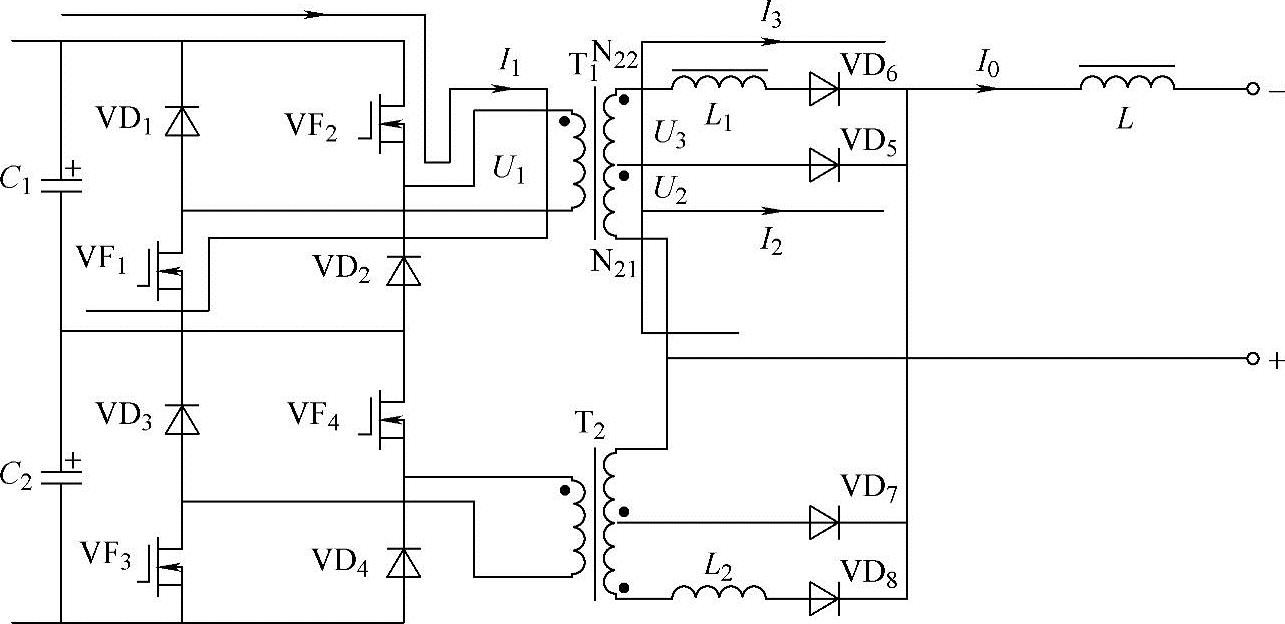
图6-42 V300-I逆变焊机简化主电路及工作原理图
(2)第二阶段 场效应晶体管VF1、VF2导通,其工作原理如图6-43所示。
当场效应晶体管VF1、VF2导通时间较长时,随着电流I3的增加,I2=0,则主线圈整流二极管VD5截止,输出电流转移至附加线圈N22,输出电压由U2+U3决定,因此电源输出电压得以提高。
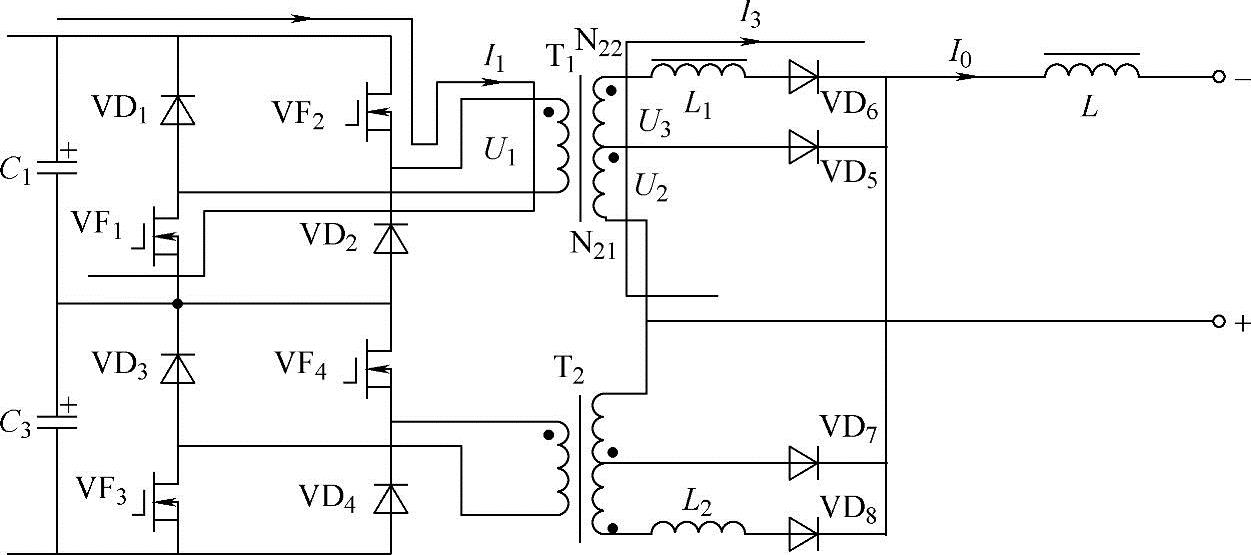
图6-43 V300-I逆变焊机主电路第二阶段工作原理图
(3)第三阶段、第四阶段 场效应晶体管VF3、VF4导通,工作原理相同。
2.控制电路
控制电路框图如图6-44所示。控制电路可以分为三部分,一是逆变器控制电路,二是陡降特性控制电路,三是平特性控制电路。采用UC3846电流型PWM芯片产生逆变器的PWM控制信号。陡降特性控制电路主要用于焊条电弧焊、TIG焊的控制,平特性控制电路主要用于气体保护焊的控制。陡降特性控制采用输出电流闭环控制,平特性控制采用电压和电流两个反馈环,分别用于燃弧阶段和短路阶段的燃弧电压和短路电流控制。
电流反馈采用分流器取样,其信号由差动放大器进行放大。
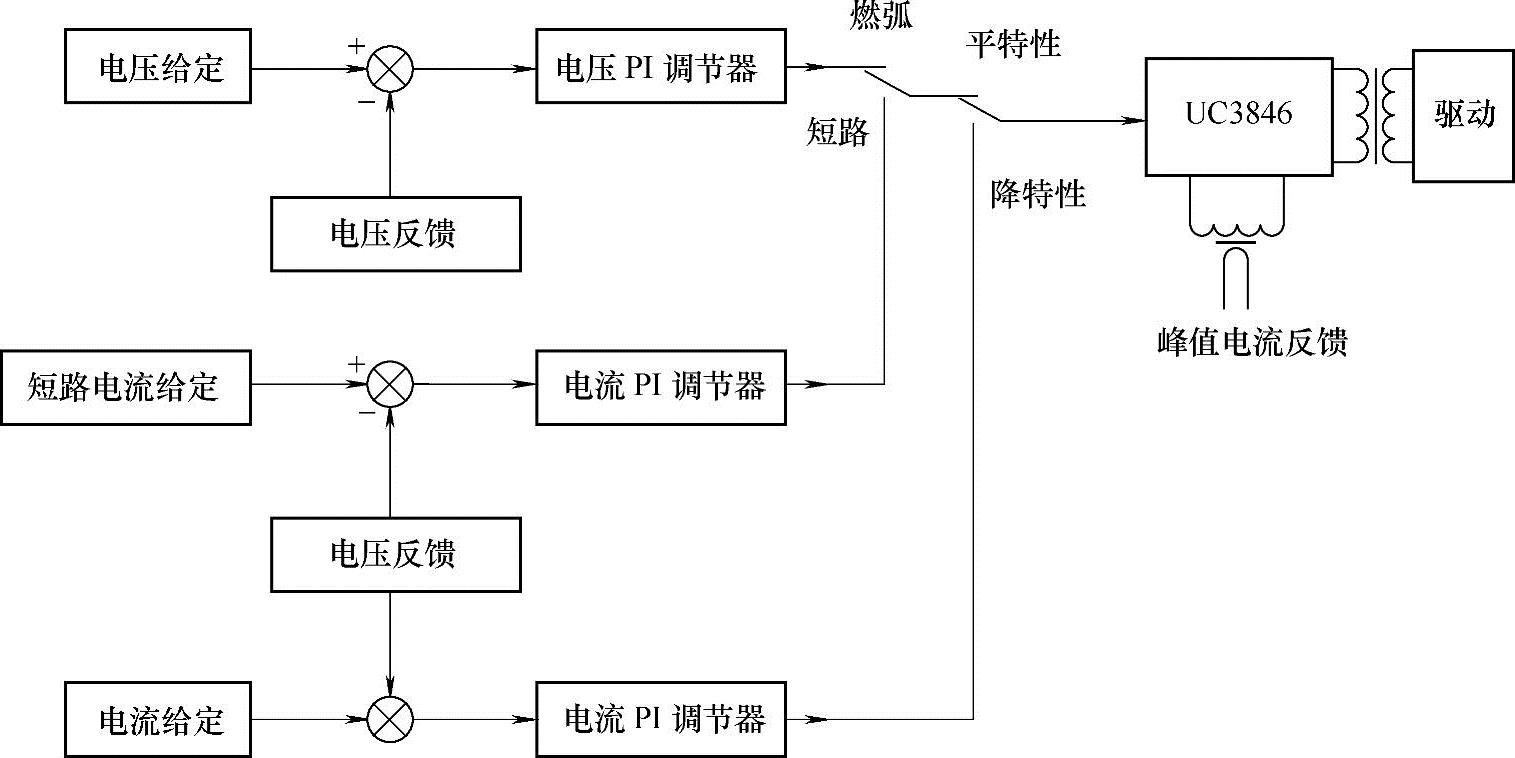
图6-44 V300-I逆变焊机控制电路框图
(1)断弧/正常焊接判定电路 用焊接电流小于某值来作为断弧/正常焊接的状态判定,此焊机中设定的判定电流为8A,电流大于8A认为正常焊接,否则认为断弧,电路如图6-45所示。U7∶A为比较器,电流信号If与+5V电源、R134、R135确定的信号比较(对应为电流If=8A),输出U7A为“1”时为“断弧”,输出为“0”时为“正常焊接”。
(2)短路/燃弧判定电路 短路/燃弧判定电路如图6-46所示,电弧电压Uf送给比较器U7∶C的反相端,U7∶C的同相端输入为短路/燃弧判定的阈值,也就是短路/燃弧判定的“点”。当电弧电压Uf高于阈值时,U7∶C输出U7C为“0”,说明是“燃弧”状态;当Uf低于阈值时,U7∶C输出U7C为“1”,说明是“短路”状态。
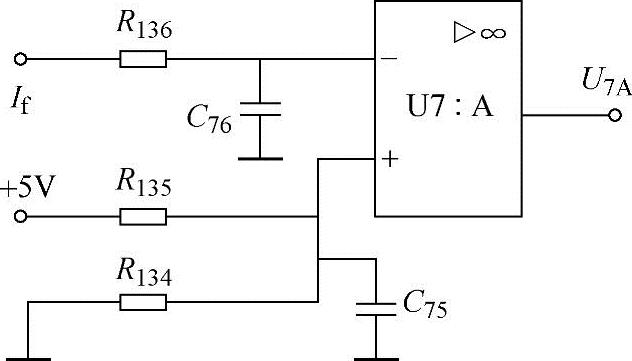
图6-45 断弧/正常焊接判定电路
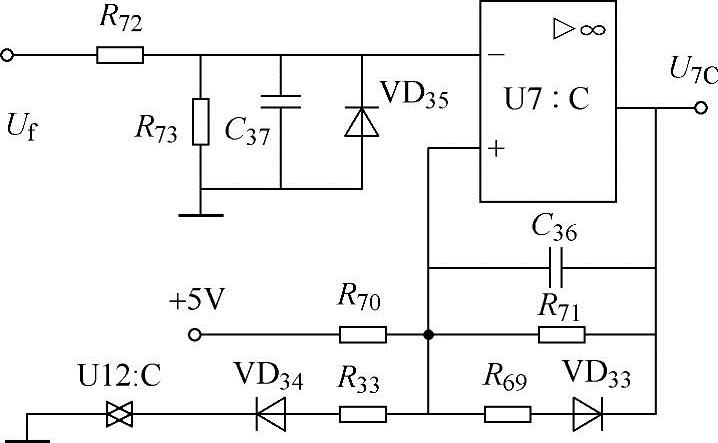
图6-46 短路/燃弧判定电路
在焊条电弧焊中有两种特性:软弧特性和硬弧特性,两种外特性的短路判定点不同。实芯焊丝MAG焊和药芯焊丝MAG焊的短路判定点也不相同。焊条电弧焊进入短路区后增加推力电流,MAG焊进行短路阶段后进入电子电抗器的控制电路,控制短路电流的形状,熔滴过渡的短路判定电路。
U7∶C是一滞后的电压比较器,通过电子开关U12∶C可改变比较器U7∶C的同相端的电位值,也就是可以改变短路/燃弧判定的“点”。在实芯焊丝MAG焊和硬弧特性的焊条电弧焊方式时,令U12∶C导通,则U7∶C的比较点变低,使短路/燃弧判定点变低;在药芯焊丝MAG焊和软弧特性的焊条电弧焊时,令U12∶C不通,使短路/燃弧判定点变高。
(3)焊条电弧焊的引弧电路和推力电路 引弧和推力电路如图6-47所示。设有电子开关U2∶A,当焊条电弧焊时导通。当焊接空载时,断弧/正常焊接判定电路判定为“断弧”状态,其输出U7A为“1”,则二极管VD19导通,电容C25、C26充电,同时,高电平信号通过R78、Rl43加至电流给定电位器上,输出的Ugi为引弧电流。电弧引燃后,断弧/正常焊接判定电路判定为“正常焊接”状态,U7C为“0”,电容C25、C26放电,当C25、C26上电压低于5V时,VD26截止,VD41导通,引弧过程结束,Ugi变为正常焊接电流给定值。
当短路/燃弧判定电路判定电弧发生“短路”时,其电路输出U7C为“1”,高电平信号通过R127、推力电位器RP2、VD65、U2∶A、R78、R143加至电流给定电位器RP1上,从而增大了给定电流Ugi,使焊机输出电流变大。通过调节推力电位器RP2,可调节与电流电位器RP1的分压值,即调节推力的大小。当短路/燃弧判定电路判定电弧处于“燃弧”时,其电路输出U7C为“0”,VD65截止,VD41导通,Ugi恢复为正常焊接电流给定值。
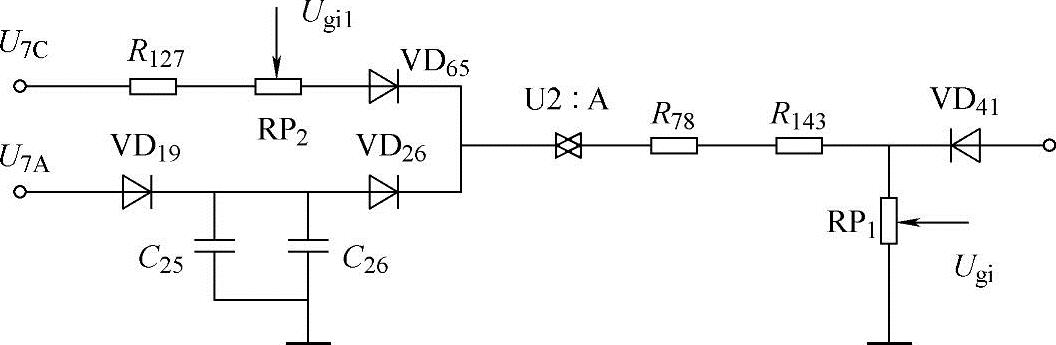
图6-47 焊条电弧焊的引弧和推力电路
(4)焊条电弧焊/氩弧焊的电流环调节器 电流环调节器可实现焊条电弧焊/氩弧焊的垂直陡降硬弧特性、斜的软弧特性,电路如图6-48所示。
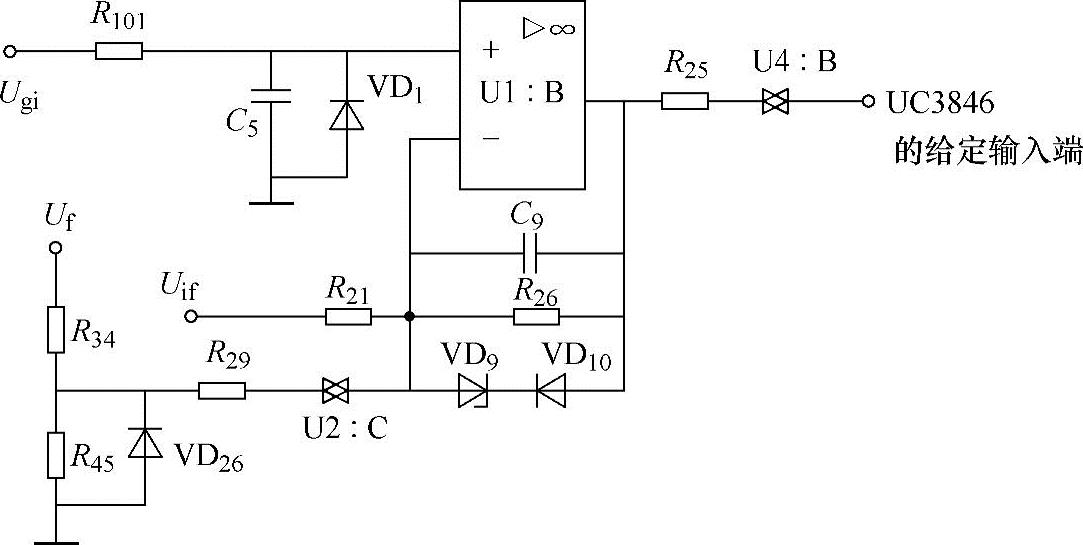
图6-48 下降特性控制电路
图6-48电路中U1∶B为差动输入的PI调节器。当电子开关U2∶C不导通时,给定电流信号Ugi由U1∶B的同相端输入,电流反馈信号Uif由U1∶B的反相端输入,电源的输出特性为陡降特性。当要求软弧特性时,电子开关U2∶C导通,电弧电压Uf通过R34、R45分压,由U1∶B的反相端输入,即该电路既具有电流负反馈,也有电压负反馈,电源的输出特性为斜降特性。
电子开关U4∶B是平特性/下降特性控制开关,U4∶B导通,电源外特性为下降特性。
(5)MAG焊的燃弧状态控制 MAG焊采用输出电压Uf来判定短路或燃弧状态。在“燃弧”状态时,采用电压环调节器来控制电源的输出;在“短路”状态时,采用短路电流环来控制电源的输出。
“燃弧”状态的电压环调节器电路如图6-49所示。如图6-49所示,U1∶A为差动输入的电压PI调节器,给定电压信号Ugu由U1∶A的同相端输入,电压反馈信号Uf由U1∶A的反相端输入,U1∶A的输出通过电阻R16、电子开关U4∶A(此时U4∶A导通)送给UC3846。由于采用了电压负反馈控制,此时电源的输出特性为平特性。
“短路”状态时,电子开关U2∶B闭合导通,短路电流调节器U1∶C的输出电压信号Uid将电阻R16的一端进行钳位,因此,短路时UC3846的给定将由短路电流调节器的输出Uid来控制。“燃弧”状态时,电子开关U2∶B断开。
当输出为“断弧”状态时,电子开关U2∶D闭合导通,将电压环调节器电路中电容C7的电荷放掉,恢复至调节器的初始状态。
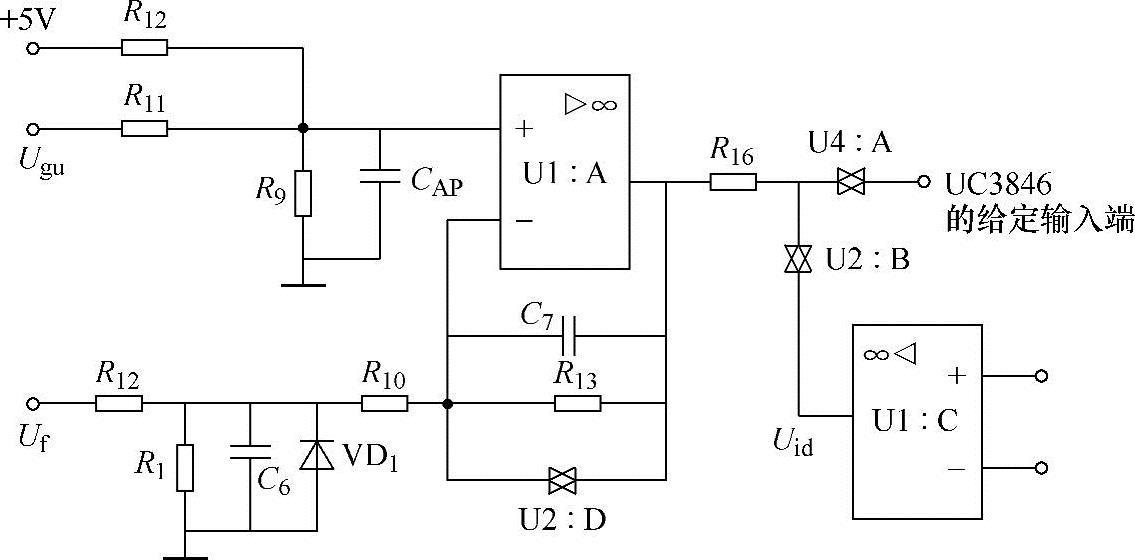
图6-49 MAG焊燃弧控制电路
(6)MAG焊的短路状态控制 在短路时对短路电流进行控制,以抑制飞溅量的大小,MAG焊短路控制电路如图6-50所示。
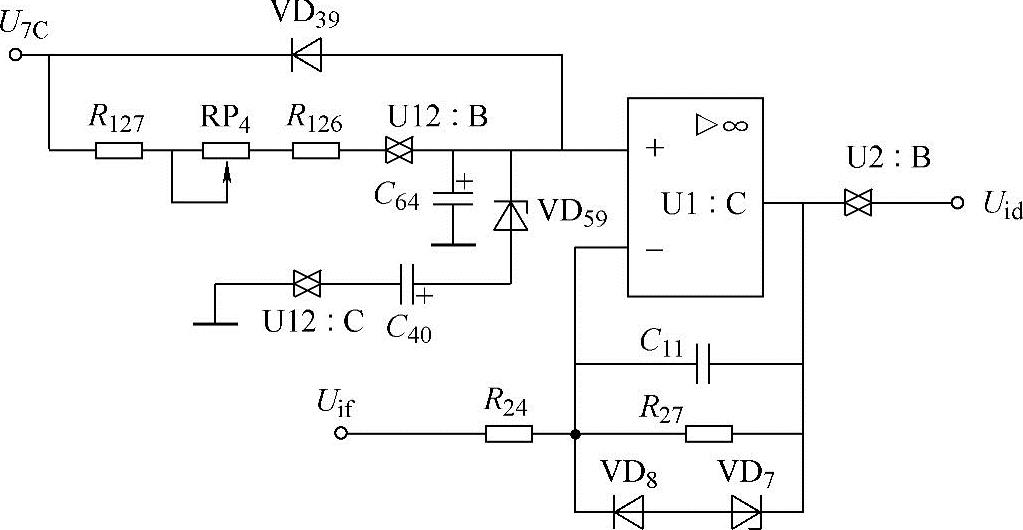
图6-50 MAG焊短路控制电路
如图6-50所示,在MAG焊时,电子开关U12∶B闭合导通。当处于正常焊接“燃弧”状态时,U2∶B截止关断;处于“短路”状态时,U2∶B闭合导通,图6-50所示电路发挥作用。图6-50中的U1∶C组成差动输入电流PI调节器,电流反馈信号Uif由U1∶C的反相端输入,给定短路电流信号由U1∶C的同相端输入。当判定为“短路”状态时,比较器U7∶C输出U7C为高电平信号“1”,作为短路电流给定信号通过电阻R127、R126、电位器RP4、电子开关U12∶B输入到PI调节器中。但是,由于电容C64的作用,PI调节器的同相端输入信号不能跃变,而是随着电容C64充电电压逐渐升高,即短路电流给定信号从零开始,按指数规律逐渐上升。调节RP4,可以调节C64充电的时间,也就是调节短路电流上升的斜率。因此,RP4、C64可以认为是构成了电子电抗器,可以控制短路电流上升的斜率。
如果是药芯焊丝,电子开关U12∶C闭合导通,短路电流分两段上升,在稳压二极管VD59击穿之前,只有电容C64对短路电流上升发挥作用,短路电流上升斜率较大;当稳压二极管VD59击穿后,电容C40与电容C64并联,使短路电流上升斜率变小。
当处于“燃弧”状态时,比较器U7∶C输出U7C为低电平信号“0”,电容C64、C40上的电荷通过VD39迅速放电,为后续的“短路”电流控制做好准备。
(7)空载电压限制电路 为防止焊机空载电压过高而设置了空载电压限制电路,电路如图6-51所示。
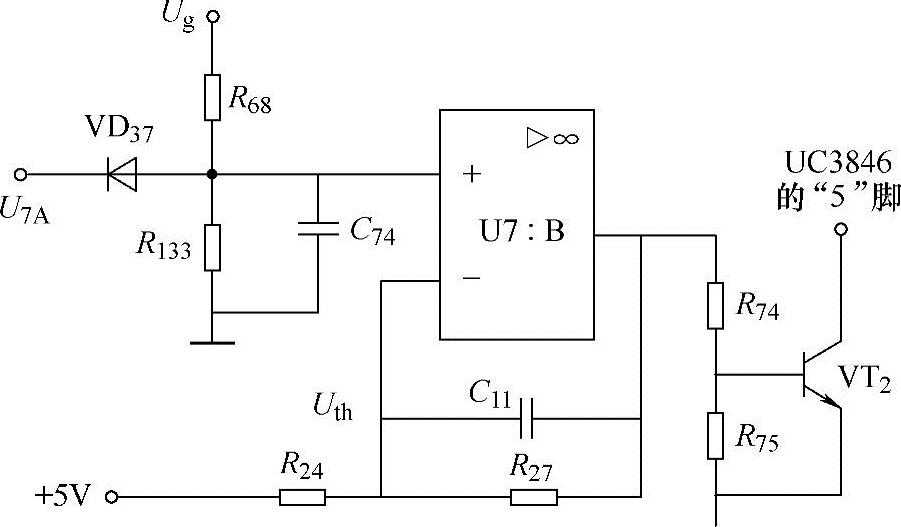
图6-51 空载电压限制电路
当空载时,则判定是“断弧”状态,比较器U7∶A输出U7A为高电平“1”,二极管VD37截止,控制电压Ug通过电阻R68给电容C74充电,当电压高于设定的门槛值Uth后,U7∶B输出变正电平,使晶体管VT2导通,将UC3846的“5”号脚拉至“地”,关闭PWM脉冲,无输出电压,从而限制了空载电压值。当引弧时,输出电流大于8A时,则判定是“正常焊接”状态,比较器U7∶A输出U7A为低电平“0”,则VD37导通,将电容C74放电,U7∶B同相端输入接“地”,其输出受反相端输入控制,变为低电平,晶体管VT2截止,释放了UC3846的“5”号脚,解除了对电弧电压的限制。
(8)PWM控制电路 PWM控制电路如图6-52所示。
如图6-41、图6-52所示,该电源采用了电流型PWM控制芯片UC3846,选择了峰值电流的控制模式。峰值电流负反馈信号通过R99接到UC3846的“4”脚,即UC3846内部的PWM比较器的同相端,从而实现逐个脉冲限流的控制。
该焊机采用了电流互感器进行峰值电流的检测,检测到的峰值电流信号是交流信号,需要经二极管VD62~VD65整流,再经取样电阻R105、R106获得直流脉冲信号。但是由于主电路电流有尖峰,检测到的峰值电流信号也会有尖峰(见图6-53a),尖峰过后,脉冲电流以斜波形式逐渐达到峰值。由于脉冲频率较高,脉冲电流峰值可能比其初始的尖峰还低,从而造成峰值电流反馈的误控制和误保护,所以必须对电流尖峰进行处理。该电源采用了常用的电流尖峰处理方法,就是采用了RC的π型滤波电路,其中,选择一个不大的电容C20与取样电阻R105、R106并联,关键是要选择后面的R99、C53的数值,要满足RC滤波要求。通过尖峰处理,可以得到图6-51b所示的峰值电流波形,该峰值电流波形可以满足逐个脉冲限流的控制。
如图6-52所示,电流型PWM控制芯片UC3846的“15”、“13”脚接供电电源UCC;前面所述的各种功能控制信号作为PWM控制器的给定信号,根据需要通过“5”脚送入UC3846,“6”、“7”脚在UC3846内部接成电压跟随器;“8”、“9”脚的电容C69和电阻R103、R104确定了PWM脉冲的频率;“11”、“14”脚输出两组PWM脉冲信号,其相位为相差180°,分别控制逆变电路中的大功率场效应晶体管VF1、VF2和VF3、VF4。
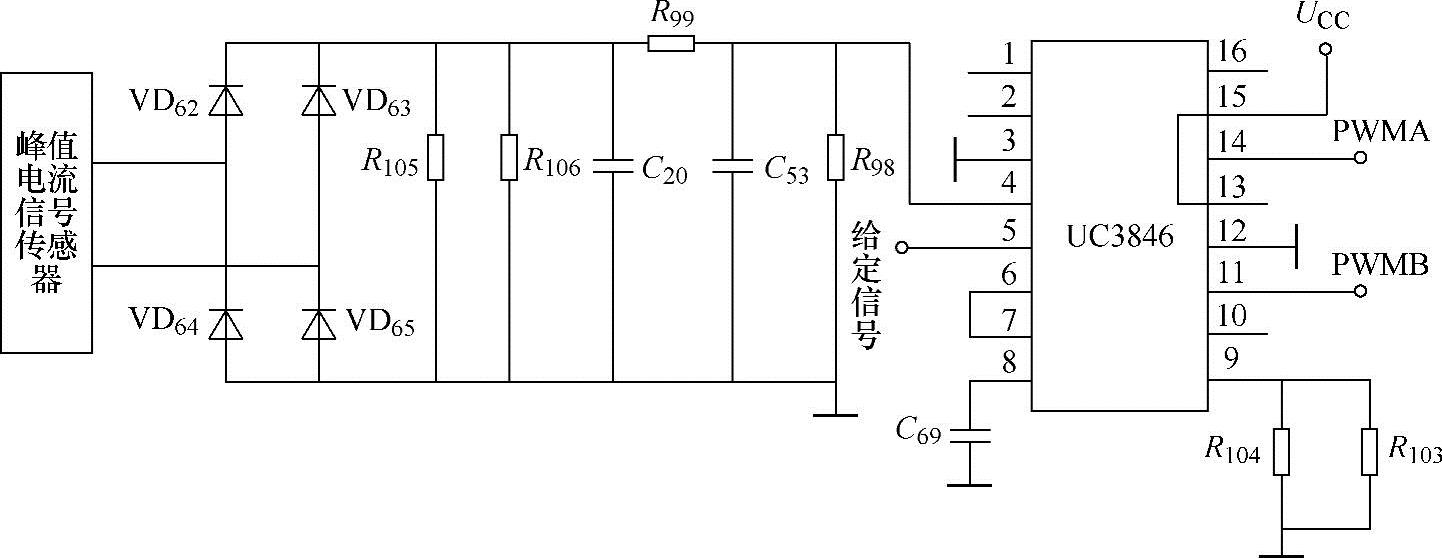
图6-52 PWM控制电路
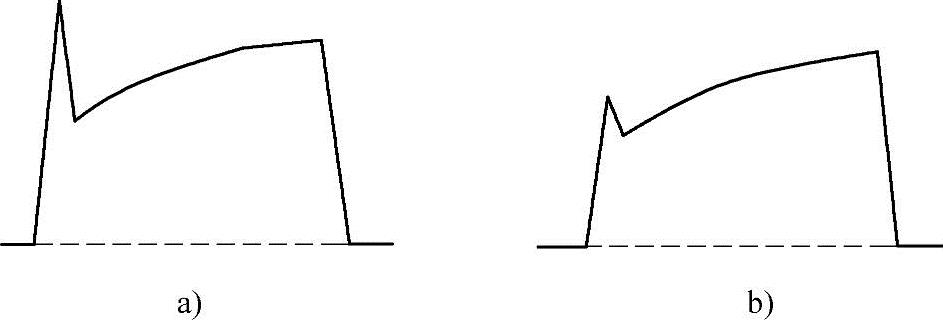
图6-53 峰值电流信号的处理
a)处理前 b)处理后
有关现代弧焊电源及其控制的文章

在使用碱性低氢钠型焊条时,均采用直流反接。随着新型焊接设备的迅速发展,ZXG焊机的应用已经越来越少。常用的焊机型号有ZX7—160、315、400、500等系列容量电源。图7-8 逆变式弧焊机的组成原理图焊条电弧焊设备主要由焊接电源和焊钳两部分组成,两者之间以及电源与焊件之间通过电缆连接,如图7-9所示。焊条电弧焊还有面罩、焊条保温筒等辅助设备或工具。......
2023-07-02

由于逆变电路的内阻很小,就会形成很大的短路电流,烧坏变流装置,这种情况称为逆变失败,或称为逆变颠覆。综上所述,为了防止逆变失败,不仅逆变角β 不能等于零,而且不能太小,必须限制在某一允许的最小角度内。确定最小逆变角βmin的依据逆变时允许采用的最小逆变角β 应为式中,δ 为晶闸管的关断时间tq 折合的电角度;γ 为换相重叠角;θ′为安全裕量角。......
2023-06-23

对于可控整流电路,只要满足一定条件便可工作于有源逆变状态,此时电路形式未作任何改变,只是工作条件发生变化。无源逆变将在后面讨论,本节只讨论有源逆变。电源间能量的流转关系在分析有源逆变电路的工作原理时,弄清电压之间能量的流转关系是非常重要的。整流与有源逆变的根本区别在于能量的传递方向不同。以上两个条件必须同时满足,直流电路才能工作在有源逆变状态。还应指出,并不是所有整流电路都可以工作在有源逆变状态。......
2023-06-23
上面分析的是逆变器的主电路,要构成一个完整的逆变器系统,除了主电路之外还要有输入、输出、驱动与控制、保护等电路,其基本结构如图3.2 所示。图3.2逆变器系统基本结构框图输出电路输出电路一般都包括输出滤波电路。对于开环控制的逆变系统,输出量不用反馈到控制电路,而对于闭环控制的逆变系统,输出量还要反馈到控制电路。在逆变系统中,控制电路和逆变电路具有同样的重要性。......
2023-06-23

我国逆变式弧焊整流器编号的序号为7,ZX7系列电源是较常见的一个系列,适用于焊条电弧焊、TIG焊等。图6-37、图6-38所示是国内某生产厂家生产的ZX7-160逆变弧焊电源的结构框图和电气原理图。图6-37 ZX7-160逆变弧焊电源的结构框图1.主电路图6-38 ZX7-160逆变弧焊电源电气原理图如图6-38所示,主电路由输入整流滤波电路、半桥式逆变电路、中频变压器和输出整流滤波电路组成。调节RP2可改变外特性曲线的位置,即获得不同的焊接电流,进行外特性调节。......
2023-06-30

与普通弧焊电源相比,逆变式弧焊电源最显著的特点是工作频率高,目前常见的IGBT逆变式弧焊电源的逆变频率一般在20kHz左右。与其他弧焊电源相比,逆变式弧焊电源具有许多特点。由此可见,变压器和电抗器体积、重量的大幅度减小,将使逆变式弧焊电源本身的体积和重量大幅度减小。逆变式弧焊电源的外特性、动特性等性能主要由电子控制电路进行调节。......
2023-06-30

包括逆变式弧焊电源在内的开关式弧焊电源,有硬、软开关之分。硬开关逆变弧焊电源功率开关的导通和关断往往是在工作电流、电压不为零,甚至是较大值的状态下进行的。软开关变换电路结构有多种形式。目前,采用谐振技术与PWM控制技术相结合的恒频移相控制方式,是软开关型逆变弧焊电源的主要发展方向之一,被大多数软开关逆变弧焊电源所采用,本节将对此进行简单介绍。图6-55a所示是恒频移相全桥式软开关逆变主电路原理图。......
2023-06-30
而根据电子功率开关的类型进行分类是最常见的分类方法,按照采用的功率开关器件可以分为晶闸管式逆变弧焊电源、晶体管式逆变弧焊电源、场效应晶体管式逆变弧焊电源、IGBT式逆变弧焊电源等。与晶闸管相比,晶体管、场效应晶体管的开关速度有很大提高,由此构成的逆变电源工作频率高,可在音频范围之上工作,噪声小。因此,IGBT逆变式弧焊电源已经成为逆变式弧焊电源发展的主流。......
2023-06-30
相关推荐