功率系统:如图6-1所示,由输入电路、逆变电路、输出电路等构成逆变电源功率系统,也称为主电路。逆变电路是逆变式弧焊电源的核心,由电子功率开关器件和逆变降压变压器等构成。对于要求直流输出的弧焊电源,其输出电路包括整流和滤波电路。......
2025-09-29
我国逆变式弧焊整流器编号的序号为7,ZX7系列电源是较常见的一个系列,适用于焊条电弧焊、TIG焊等。ZX7系列包括ZX7-160、250、315、400、500、630等多种规格。图6-37、图6-38所示是国内某生产厂家生产的ZX7-160逆变弧焊电源的结构框图和电气原理图。
该电源主要由主电路、反馈控制电路和驱动电路组成,电源具有陡降+外拖的外特性。
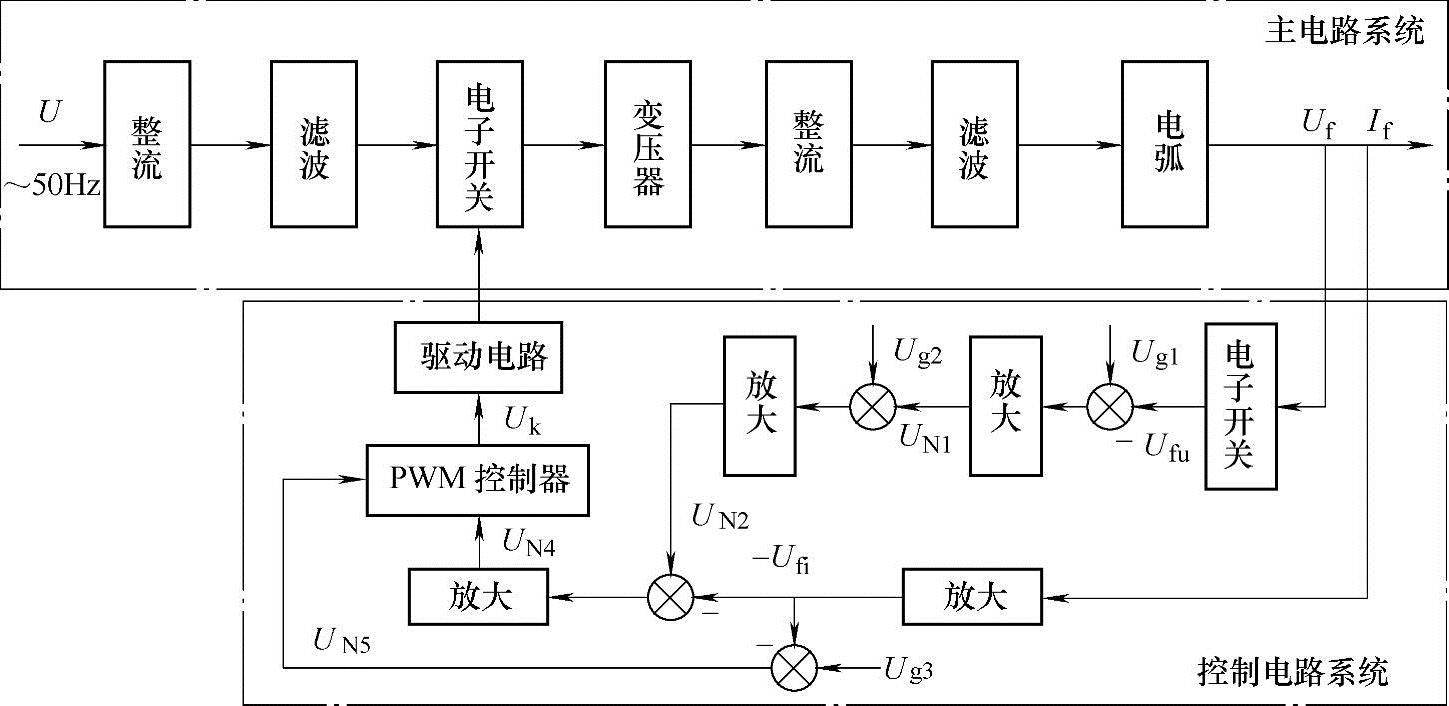
图6-37 ZX7-160逆变弧焊电源的结构框图
1.主电路
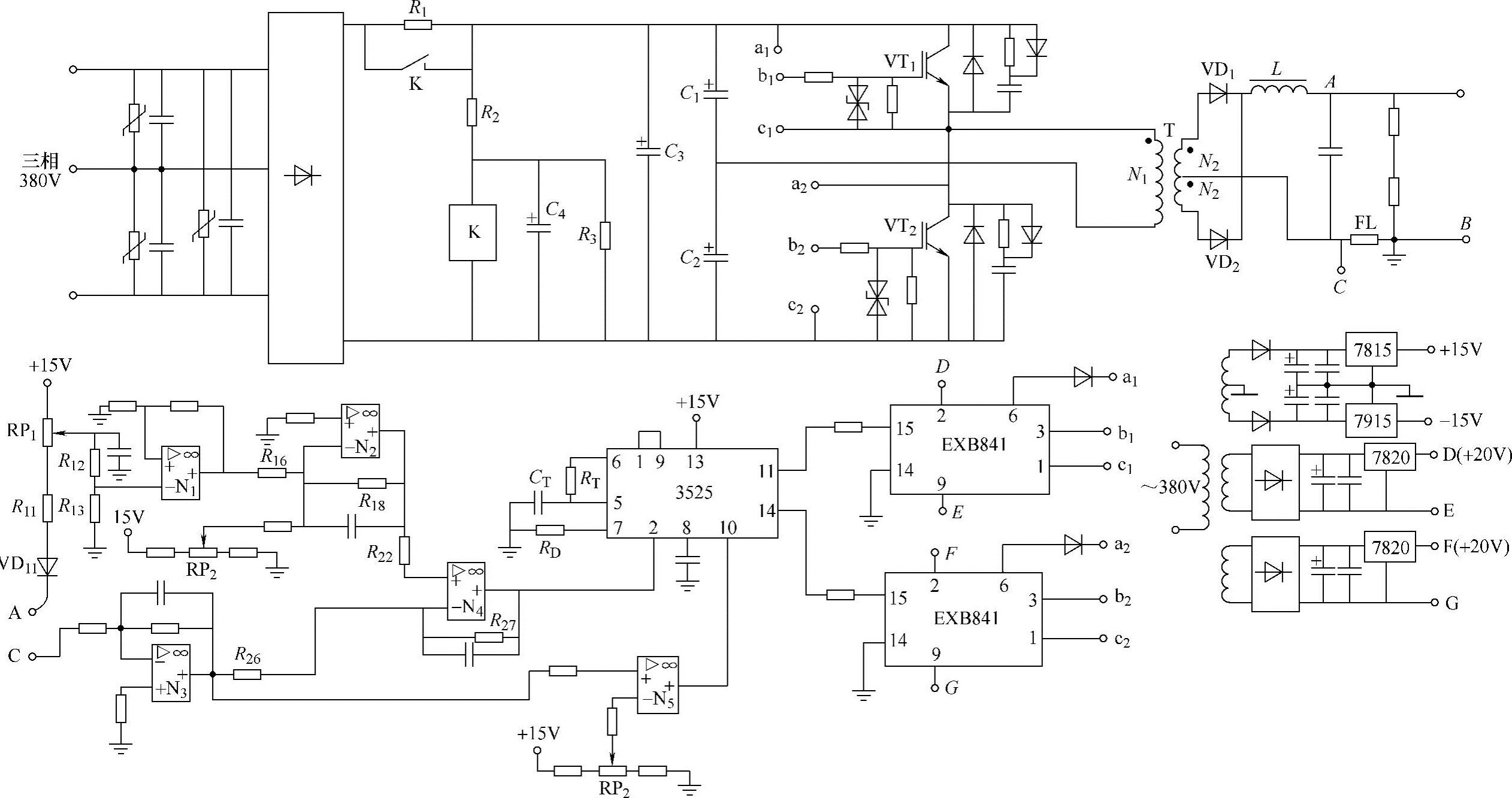
图6-38 ZX7-160逆变弧焊电源电气原理图
如图6-38所示,主电路由输入整流滤波电路、半桥式逆变电路、中频变压器和输出整流滤波电路组成。主电路输入为三相380V50Hz的工频交流电。在输入电路中,每两相之间都并联压敏电阻和电容,用于抑制电压尖峰,滤除干扰噪声。输入整流电路采用三相桥式整流,采用电容C3滤波。为限制合闸浪涌电流,设置了以继电器K为中心的合闸浪涌电流抑制电路。电容C1、C2和IGBT功率开关管VT1、VT2组成半桥式逆变电路,VT1、VT2交替导通,完成DC-AC的逆变过程,逆变频率为20kHz。逆变器的输出经二极管VD1、VD2组成的全波整流电路及直流输出电感L滤波,再变为直流电,用于焊接。其中VD1、VD2是快恢复二极管。
2.控制电路
控制电路以SG3525PWM控制芯片为核心,通过电流、电压检测电路、反馈控制电路与脉冲触发电路对电源的特性进行控制。(https://www.chuimin.cn)
反馈控制电路由运算放大器N4为主的误差放大电路构成。通过分流器FL取得电流反馈信号,经运放N3构成的反相放大器放大后连接到误差放大器N4的反相输入端,与N4同相输入端的电流给定信号进行比较放大。N4输出控制信号至SG3525的2脚,进行PWM控制。
N4同相端的电流给定信号由Ug1、Ug2两部分构成。Ug2是由-15V电源通过电阻、电位器RP2分压得到的;Ug1则是由电位器RP1上获得的,该信号与电弧电压信号有一定关系。电弧引燃后稳定燃烧时,电弧电压大于15V,即A点电位大于15V,VD11反向截止,+15V电源通过RP1、R12和R13分压,经放大器N1同相比例放大,输入到以N2为中心的比例加法器,与由RP2上获得的给定信号Ug2相加。因Ug2负电压信号,故两者实际上是相减的关系,N2输出的信号为正,作为电流给定信号Ug输入到N4同相端。该信号与N4的反相端的电流信号经N4的误差放大,N4输出控制信号至SG3525的2脚,进行PWM控制,保持焊接电流稳定,得到陡降外特性(见图6-39)。调节RP2可改变外特性曲线的位置,即获得不同的焊接电流,进行外特性调节。
当电弧电压小于15V时,A点电位小于15V,VD11导通,RP1处取得的信号Ug1减小,经N1放大输入到N2,与RP2调节的信号Ug2相减后N2输出的信号仍为正,但已增大。电弧电压越低,N2输出的电流给定信号Ug越大。因电流给定信号增大,N4输出控制信号也增大,故使得焊接电流增大,从而得到外拖特性,调节RP1可改变外拖特性曲线斜率(见图6-38)。
N5为电压比较器,当焊接电流超过设定的最大电流时,N5输出高电平至SG3525的10脚,禁止PWM输出,关断主电路中的VT1、VT2,即关闭逆变器。最大电流由RP3调节设定。
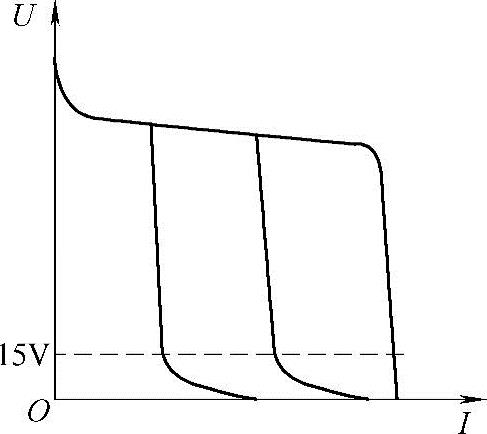
图6-39 外特性形状
3.其他电路
SG3525输出的PWM信号输入的IGBT驱动电路,该驱动电路由EXB841构成。
此外,该电源还包括由7815、7915、7820稳压器等组成稳压电路,分别获得±15V和+20V的稳定电压源,为控制电路和驱动电路供电。
相关文章

功率系统:如图6-1所示,由输入电路、逆变电路、输出电路等构成逆变电源功率系统,也称为主电路。逆变电路是逆变式弧焊电源的核心,由电子功率开关器件和逆变降压变压器等构成。对于要求直流输出的弧焊电源,其输出电路包括整流和滤波电路。......
2025-09-29

与普通弧焊电源相比,逆变式弧焊电源最显著的特点是工作频率高,目前常见的IGBT逆变式弧焊电源的逆变频率一般在20kHz左右。与其他弧焊电源相比,逆变式弧焊电源具有许多特点。由此可见,变压器和电抗器体积、重量的大幅度减小,将使逆变式弧焊电源本身的体积和重量大幅度减小。逆变式弧焊电源的外特性、动特性等性能主要由电子控制电路进行调节。......
2025-09-29
对于逆变式弧焊电源驱动电路来说,光耦合器一般用来传递脉冲信号,应选择具有快速通断性能的开关光耦。目前的驱动电路不仅要求具有驱动功能,往往还要求具有一定的保护功能。EXB841是专为驱动400A/600V或300A/1200V以下的IGBT单管或模块而设计的混合集成驱动电路。......
2025-09-29

所谓电弧的稳态,是指电弧长度、电弧电压和电流在较长时间内不改变数值,处在相对稳定的状态。因此,就要求弧焊电源在焊接中,当电弧长度、电弧电压和电流变化时,必须具有满足动态电弧负载要求的特性,该特性就是弧焊电源的动特性。弧焊电源的动特性对电弧焊中的引弧、燃弧和熔滴过渡状态具有重要的影响,它是能否获得满意焊缝质量的重要因素之一。......
2025-09-29

根据外特性曲线的形状,埋弧焊电源有下降特性和平特性两种。交流弧焊电源在单丝大电流埋弧焊或多丝串列电弧埋弧焊中均适用。用于交流埋弧焊的弧焊变压器,要求其电流接近正弦波形,电压接近矩形波形。交流弧焊电源具有下降特性。埋弧焊电源选择必须考虑焊丝直径的粗细、自动送丝方式和焊接电流大小这三个因素。......
2025-09-29

GMAW弧焊电源的选择原则如下:1.弧焊电源的外特性与调节性能GMAW弧焊电源外特性有平特性(恒压)、陡降型(恒流)及缓降型3种。由于细丝焊时电弧具有很强的自身调节作用,因此一般选用平特性的弧焊电源,配等速送丝机构。一方面要求弧焊电源能保证合适的短路电流增长速度及短路电流峰值,另一方面要求能保证空载电压具有足够的恢复速度。目前GMAW用弧焊电源均能满足短路过渡时对空载电压增长速度的要求。......
2025-09-29

ARM微处理器已经遍及工业控制、网络系统各类产品市场,基于ARM技术的微处理器应用占据了32位RISC微处理器80%以上的市场。ARM嵌入式技术在联网方面的优势,为实现网络化控制奠定了基础。ARM7的优点是耗电少和成本低,但ARM7最大执行速率不到100MHz。它与8051之类的微控制器类似,但在功能上,ARM7通常优于MCU。......
2025-09-29
矩形波交流弧焊电源可分为逆变器式、晶闸管电抗器式和数字开关式三种。这里仅介绍晶闸管电抗器式矩形波交流弧焊电源。图1-2-26 晶闸管电抗器式矩形波交流弧焊电源原理及其矩形交流波形图a)矩形波交流弧焊电源原理图 b)矩形交流波形......
2025-09-29
相关推荐