图4-8为电子控制型弧焊电源外特性控制的基本原理图。图4-8 电子控制型弧焊电源外特性控制基本原理根据图4-2,可以得到控制信号Uk的数学表达式:Uk=K3[K1+K2] (4-7)式中 K1、K2、K3——系统中各个放大环节的放大倍数。此种外特性控制可以用于熔化极气体保护焊的恒压外特性控制中,对电源输出的最大电流进行限制。这种控制常用于焊条电弧焊恒流外拖特性的控制中。表4-1列出了常用弧焊电源外特性形状与选用的负反馈控制之间的关系。......
2023-06-30
1.外特性控制原理
逆变式弧焊电源的自然输出特性是无反馈控制、系统开环条件下的电源输出特性;逆变式弧焊电源实际的输出特性即外特性则是在有反馈控制、系统闭环条件下,利用TRC的PWM或PFM控制得到的电源稳态输出特性。
由于各种弧焊方法对弧焊电源的外特性形状有不同的要求,因此用于不同弧焊方法的逆变式弧焊电源具有不同形状的外特性。逆变式弧焊电源外特性曲线形状是由电压、电流反馈控制方式和电子控制电路的控制状态所确定的,因此控制灵活,可以根据需要获得多种形状的外特性。
图6-29a是逆变式弧焊电源获得恒流外特性的原理示意图。焊条电弧焊、钨极氩弧焊等方法的电弧特性位于电弧U形静特性曲线的水平段,焊接电弧稳定燃烧时,要求弧焊电源具有恒流外特性。假设“电源-电弧”系统的初始工作点为A点,即是电弧静特性曲线Ⅰ与电源自然输出特性曲线1的交点,其焊接电流为I1;若因某种因素的影响,使电弧弧长增加,电弧静特性曲线变为曲线Ⅱ,此时如果逆变式弧焊电源中的脉冲占空比不变,弧焊电源仍工作在自然输出特性曲线1,则电源-电弧系统工作点变为B点,焊接电流为I2<I1,采用电流负反馈控制的逆变式弧焊电源,通过负反馈控制,进行PWM调节,即根据实际焊接电流的变化,实时改变脉冲占空比(亦即时间比率),弧焊电源输出特性变化到自然输出特性曲线2,并与电弧静特性曲线Ⅱ交于A′点,从而使焊接电流仍为I1,即保持焊接电流恒定不变,实现了恒流控制,电源的外特性为恒流特性。
图6-29b所示是逆变式弧焊电源获得恒压(平)外特性的原理示意图。采用平特性弧焊电源进行焊接的一般是细丝的熔化极气体保护焊,其电弧处在电弧静特性U形曲线的上升段。设“电源-电弧”系统的初始工作点为A点,即电弧静特性曲线Ⅰ与弧焊电源自然输出特性曲线1的交点,其电弧电压为U1。若因某种因素使电弧弧长增加,电弧静特性曲线移至Ⅱ,如果脉冲占空比不变,则弧焊电源仍工作在自然特性曲线1,则系统工作点变为B点,电弧电压U2>U1,采用电压负反馈控制的逆变式弧焊电源,通过电压负反馈控制,进行PWM或PFM调节,即根据实际电弧电压的变化,实时改变脉宽占空比(亦即时间比率),使弧焊电源工作到自然输出特性曲线2,该曲线与电弧静特性曲线Ⅱ交于A′点,弧焊电源输出电压仍为U1,即保持电弧电压恒定不变,实现了恒压特性控制,即弧焊电源的外特性为平特性。
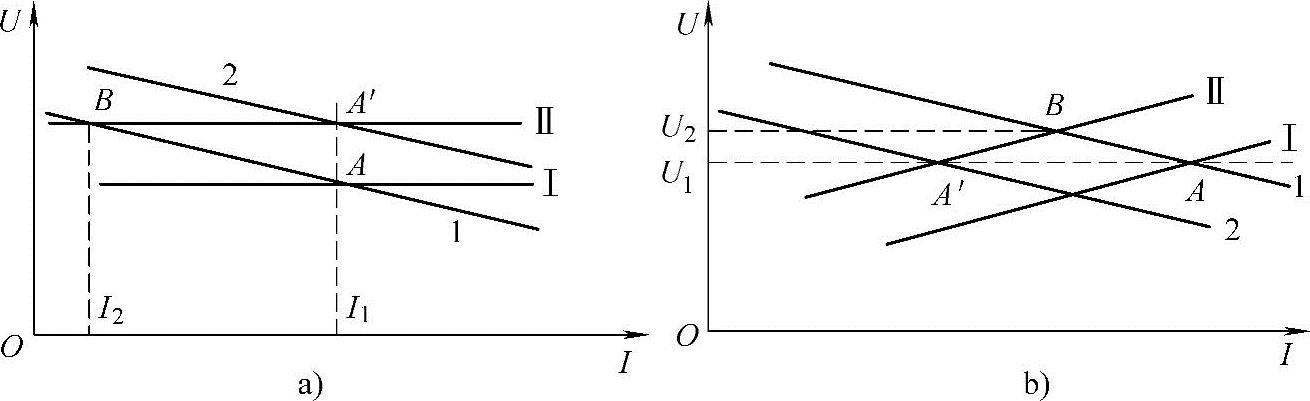
图6-29 电源的外特性控制
a)恒流外特性控制 b)恒压外特性控制
上述两种控制只是最基本的控制模式。若两种方式结合,则可以获得有一定斜率的外特性曲线,也可实施分段控制,使不同的段获得不同的外特性,图6-30是几种实际的逆变式弧焊电源的外特性曲线形式,其控制原理参见4.3节。

图6-30 逆变式弧焊电源外特性曲线形式
2.控制电路
逆变式弧焊电源的控制电路包括电压、电流信号检测、负反馈控制、TRC电路和驱动电路等。
电压、电流信号检测电路主要是检测弧焊电源输出的电流和电压信号,并且通过信号处理电路将其变成控制电路中所需的电压信号。常用的电流、电压传感器参见4.3.3节。
逆变式弧焊电源采用负反馈控制,不仅可以获得所需要的输出特性,也可以保证电源输出电压、电流的稳定。
反馈控制电路原理如图6-31所示,将电源输出电流、电压反馈信号与给定信号相比较得到偏差信号。该偏差信号经过放大处理,作为PWM控制器的输入信号,用以调节逆变式弧焊电源的输出大小。
在弧焊电源控制电路中,常常把比较电路与放大电路综合起来,图6-31所示是常见的弧焊电源中比较放大电路原理框图。

该电路中反馈信号Uf和与给定信号Ug符号相反,反馈信号与给定信号首先进行“减”运算,然后对其差值进行比例放大。放大比例取决于电阻R3与R1、R2的比值。电路中的电容C起到减小振荡的作用。

图6-31 反馈控制电路原理框图
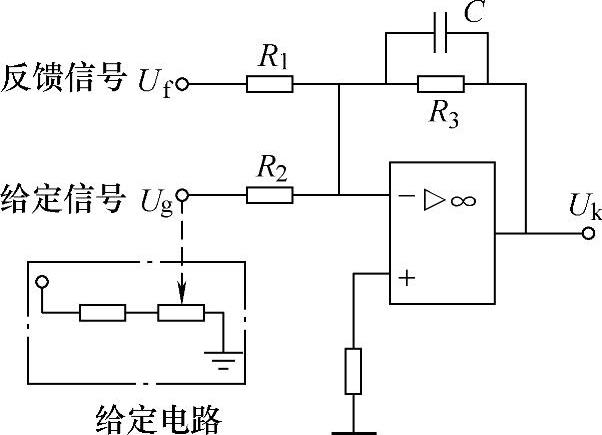
图6-32 比较放大电路原理图
假设反馈信号Uf是电流反馈信号,Uk为PWM控制器的输入信号,如果Uf为正值,Ug则为负值,最终的Uk输出为正值。其反馈调节过程如下:
焊接电流If↑→Uf↑(Ug不变)→Uk↓→PWM控制器输出脉冲宽度↓→主电路脉冲占空比↓→If↓,从而保证输出电流不变。
焊接电流If↓→Uf↓(Ug不变)→Uk↑→PWM控制器输出脉冲宽度↑→主电路脉冲占空比↑→If↑,从而保证输出电流不变。
实际上,这是一个恒流外特性的控制过程。电路中Ug的大小决定了最终输出电流的大小,也就是确定了外特性曲线族中的某一条外特性。信号比例放大系数越大,反馈控制电路对控制信号的变化越敏感,Uf和Ug只要稍有变化,Uk就会变化很大。当需要很大的比例放大时,可选用图6-31中的比较器电路,输入输出之间的关系为:
Uk=A(Ug-Uf) (6-8)
其中反馈信号Uf和给定Ug均是正信号,A为比较器的开环放大倍数,数值可达106以上。在此条件下,基本上可以认为Uf=Ug,即弧焊电源输出电流由Ug唯一确定,精度很高,误差极小。相对地,如果放大倍数不够大,会使Uf和Ug之间有一定误差,控制输出电流的精度稍低。但片面地追求精度,提高放大倍数,易引起系统振荡,实际的设计应根据要求进行选择。
图6-33所示是恒流特性控制原理图。如图6-33a所示,给定信号Ug为一负电压信号,焊接电流检测信号mIf送入反向放大器N2进行信号放大,得到所需要的电流反馈信号Ufi(正电压信号)。Ufi与Ug一起送入反向加法器N1中,对Ufi与Ug的偏差信号进行比较放大成为逆变式弧焊电源PWM控制器SG3525的输入控制信号,该信号的大小决定了SG3525的输出脉冲Uk的占空比。
电路中N3为比较器,用来进行弧焊电源的过电流保护控制。当电流反馈信号Ufi大于由RP2确定的电流门限值Ugi时,比较器N3翻转,输出高电平信号到SG3525的10脚,使SG3525无输出脉冲,逆变式弧焊电源无输出,从而进行过电流保护。
图6-33中的运算放大器N1也可以直接利用PWM控制器本身的误差放大器,将电流负反馈信号Ufi与给定信号Ug直接连接PWM控制集成电路芯片SG3525中,利用其内部误差放大器进行控制。
有关现代弧焊电源及其控制的文章

图4-8为电子控制型弧焊电源外特性控制的基本原理图。图4-8 电子控制型弧焊电源外特性控制基本原理根据图4-2,可以得到控制信号Uk的数学表达式:Uk=K3[K1+K2] (4-7)式中 K1、K2、K3——系统中各个放大环节的放大倍数。此种外特性控制可以用于熔化极气体保护焊的恒压外特性控制中,对电源输出的最大电流进行限制。这种控制常用于焊条电弧焊恒流外拖特性的控制中。表4-1列出了常用弧焊电源外特性形状与选用的负反馈控制之间的关系。......
2023-06-30

可见,电流负反馈使电源的外特性为下降特性。下降特性曲线段为弧焊电源正常工作区域,也就是正常焊接的区域。在如图4-17所示电路中,比例放大器N2的输出是弧焊电源的控制电压信号Uk。......
2023-06-30

HVDC控制策略的正确设计是使整个交、直流系统具有满意运行性能的重要保证,因此,了解和掌握换流器的基本控制原理对于电力系统的运行和稳定控制都是极其重要的。......
2023-06-23

将现场总线控制技术应用于焊接自动化设备中是大势所趋。图5-4-24 基于现场总线的焊接工作站的控制系统2.现场总线控制的特点和优势数字化通信方面 基于FCS现场总线的控制系统是数字化车间的基础,作为子系统可以方便地接入车间监控或管理网络,进行数据通信和交换,便于管理和监控。现场总线最高通信速率为10Mbps,最长距离可达1200m,完全能够满足系统的通信要求。......
2023-06-26

PWM控制是目前晶体管式逆变弧焊电源、场效应晶体管式逆变弧焊电源、IGBT式逆变弧焊电源中应用最多的控制方式,PWM控制器是逆变式弧焊电源控制电路的核心。此外,SGX525还存在欠电压锁定功能,15脚输入电压低于规定电压后,切断控制信号和PWM信号。......
2023-06-30
在液压系统中,起控制执行元件的起动、停止及换向作用的回路,称为液压方向控制回路。目前自动化程度越来越高,换向回路应用更为广泛。常采用机液动换向阀的换向回路来达到上述要求。图4-113所示为液压锁锁紧回路。采用液压锁的锁紧回路,回路中的换向阀应能使液控单向阀的控制油路卸荷,否则不起锁紧作用。所以换向阀采用H型或Y型中位机能,以保证换向阀中位接入回路时,液压锁能立即关闭,活塞停止运动并锁紧。......
2023-06-25

液压压力控制回路主要是利用压力控制阀来控制系统压力,如实现卸荷、减压、增压、顺序动作等以满足工作机构的力或力矩的要求。换向阀在中位时可使液压泵输出的液压油直接流回油箱,而实现液压泵的卸荷。对于低压小流量液压泵采用换向阀直接卸荷是一种简单而有效的方法,而高压大流量液压泵在换向阀切换时液压冲击较大。......
2023-06-25

在逆变式弧焊电源可以采用积分、微分和比较放大等电子控制电路,进行电源动特性控制和波形控制以及其他方式的控制。图6-35所示是某逆变式CO2焊接电源特性控制电路原理图。不同特性的切换是在CO2焊接过程中自动完成的,其切换过程的控制就是动特性控制。此时电压反馈信号Ufu为最大值,平特性控制电路输出最小值,VD2承受反压而截止。单独采用PI环节来实现电弧恒压控制,焊接过程稳定性仍然不能令人满意。......
2023-06-30
相关推荐