而根据电子功率开关的类型进行分类是最常见的分类方法,按照采用的功率开关器件可以分为晶闸管式逆变弧焊电源、晶体管式逆变弧焊电源、场效应晶体管式逆变弧焊电源、IGBT式逆变弧焊电源等。与晶闸管相比,晶体管、场效应晶体管的开关速度有很大提高,由此构成的逆变电源工作频率高,可在音频范围之上工作,噪声小。因此,IGBT逆变式弧焊电源已经成为逆变式弧焊电源发展的主流。......
2023-06-30
与普通弧焊电源相比,逆变式弧焊电源最显著的特点是工作频率高,目前常见的IGBT逆变式弧焊电源的逆变频率一般在20kHz左右。与其他弧焊电源相比,逆变式弧焊电源具有许多特点。
1.体积小、重量轻
普通弧焊电源的体积和重量主要集中在变压器和电抗器上,二者所占比例可达80%以上。在变压器设计中,根据有关电磁定律,可以推出电压U与变压器工作频率f、铁心截面S、铁心材料的最大磁感应强度Bm以及线圈匝数N之间的关系如下:
U∝fNBmS (6-1)
Bm的大小与变压器铁心的磁性材料有关,磁性材料确定后,Bm也就确定了。当输入电压U确定后,变压器的工作频率f与变压器线圈匝数N和铁心截面S的乘积成反比。当f大幅度提高时,NS就会大幅度下降,相应的变压器体积和重量也大幅度减小。由于逆变式弧焊电源中的逆变频率远远高于工频,因此,其变压器的体积和重量会大大减小。逆变频率越高,变压器体积和重量减小得越多。
同理,弧焊电源工作频率大幅度提高,电抗器的体积和重量也会大幅度减小。
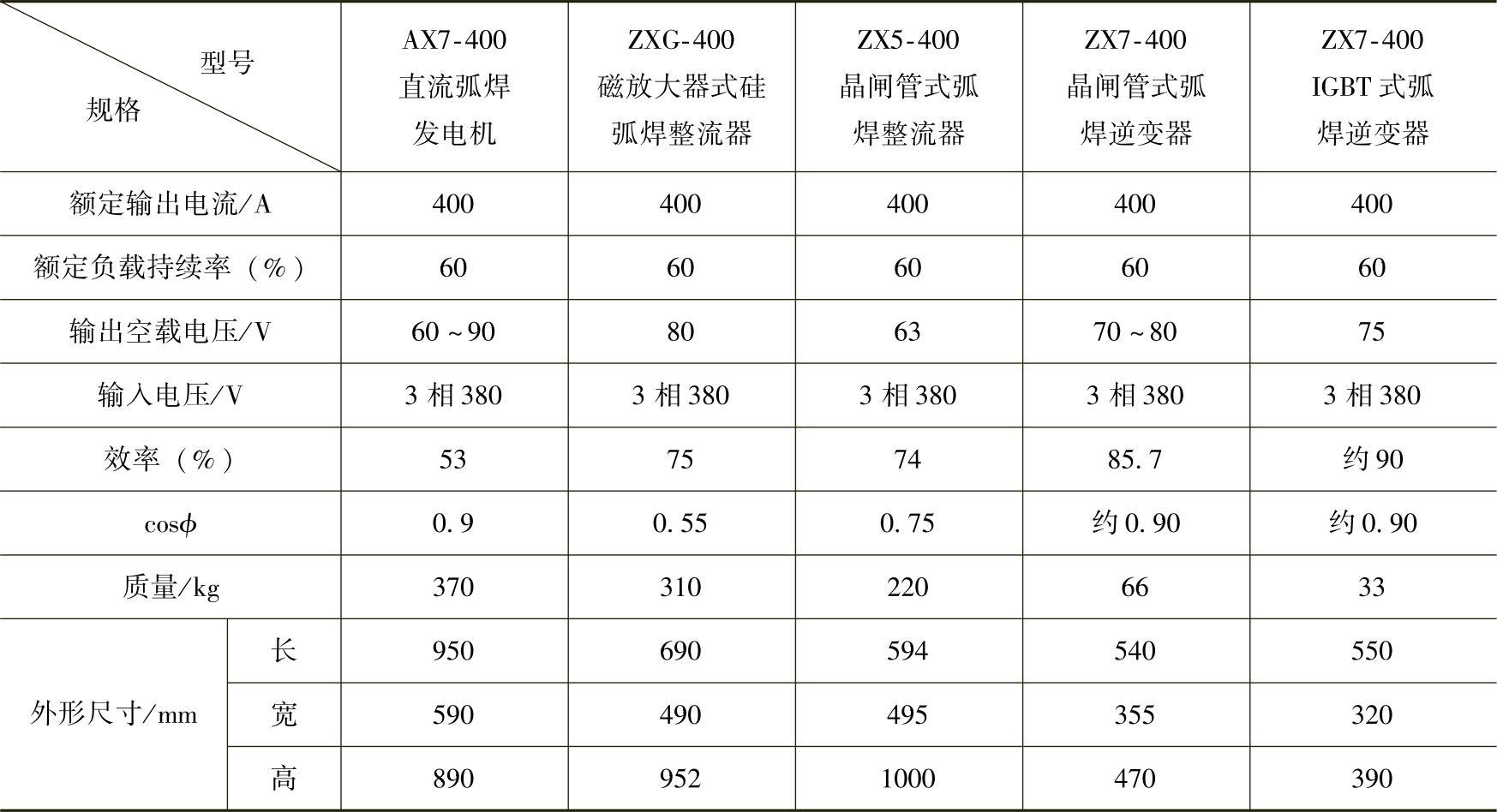
由此可见,变压器和电抗器体积、重量的大幅度减小,将使逆变式弧焊电源本身的体积和重量大幅度减小。例如:一个额定电源为300A的逆变式弧焊电源重约35kg,体积0.06m3;而一个相同额定电流的晶闸管弧焊整流器重约180kg,体积0.65m3。由表6-2可以看到逆变式弧焊电源与常用传统弧焊电源体积与重量之间的比较。
逆变式弧焊电源较小的重量和体积为其生产、运输、使用等提供了极大的方便,尤其适用于流动及高空作业。
2.高效节能
逆变式弧焊电源的变压器和电抗器的体积和重量大大减小,相应的铁损(铁心磁损耗)和铜损(导线耗能)也随之减小;又因逆变频率高,通电周期小,变压器的励磁电流很小;大多数逆变式弧焊电源半导体功率开关器件工作于开关状态,比工作于模拟状态的半导体功率器件的功耗小。因此,逆变式弧焊电源效率较高,功率因数较高,节约电能,可减少配电容量。表6-2列出了逆变式弧焊电源与传统弧焊电源的主要技术指标。
表6-2 逆变式弧焊电源与传统弧焊电源主要技术指标
3.动特性好、控制灵活
普通的弧焊电源工作频率为工频或其倍频,控制周期较长,回路中保持电流稳定的输出电抗器电感较大。即使是晶闸管双反Y形弧焊整流器的工作频率也仅为六倍工频,控制周期为3.3ms。逆变式弧焊电源的工作频率很高,例如20kHz工作频率的逆变式弧焊电源的控制周期可达50μs;且因工作频率高,焊接回路中起滤波作用的电感值也较小,从而使整个回路的时间常数减小,控制过程的动态响应速度加快。
逆变式弧焊电源的外特性、动特性等性能主要由电子控制电路进行调节。电子控制电路的变化和调整灵活、方便,易于在一台电源上实现多种特性的输出,甚至在焊接过程中也可以根据要求切换不同的特性。
动特性好,控制灵活是逆变式弧焊电源得到飞速发展的最主要原因之一。
4.元器件特性要求高,电路复杂
逆变式弧焊电源是典型的电力电子装置,是高精度的电子控制电源,因此电路复杂。
普通弧焊电源工作频率低,一般工作波形为正弦波,du/dt、di/dt较小。而逆变电源由于工作频率高,内部电流换向快,变化剧烈,对du/dt、di/dt等动态参数的影响十分明显。在这样严酷的工作条件下,逆变电源的功率半导体开关等元器件被击穿、烧穿的可能性大大增加,为了保证逆变式弧焊电源的可靠性、稳定性,不仅需要高质量、高性能的元器件,而且需要设计、应用许多保护电路,这也是逆变式弧焊电源控制电路复杂的重要因素之一。
由于逆变器交变电流的频率高,趋肤效应强烈,所以对于变压器的磁性材料及形状、导线材料及形状、线圈绕制方法等都有特殊的要求。
有关现代弧焊电源及其控制的文章

而根据电子功率开关的类型进行分类是最常见的分类方法,按照采用的功率开关器件可以分为晶闸管式逆变弧焊电源、晶体管式逆变弧焊电源、场效应晶体管式逆变弧焊电源、IGBT式逆变弧焊电源等。与晶闸管相比,晶体管、场效应晶体管的开关速度有很大提高,由此构成的逆变电源工作频率高,可在音频范围之上工作,噪声小。因此,IGBT逆变式弧焊电源已经成为逆变式弧焊电源发展的主流。......
2023-06-30

我国逆变式弧焊整流器编号的序号为7,ZX7系列电源是较常见的一个系列,适用于焊条电弧焊、TIG焊等。图6-37、图6-38所示是国内某生产厂家生产的ZX7-160逆变弧焊电源的结构框图和电气原理图。图6-37 ZX7-160逆变弧焊电源的结构框图1.主电路图6-38 ZX7-160逆变弧焊电源电气原理图如图6-38所示,主电路由输入整流滤波电路、半桥式逆变电路、中频变压器和输出整流滤波电路组成。调节RP2可改变外特性曲线的位置,即获得不同的焊接电流,进行外特性调节。......
2023-06-30

功率系统:如图6-1所示,由输入电路、逆变电路、输出电路等构成逆变电源功率系统,也称为主电路。逆变电路是逆变式弧焊电源的核心,由电子功率开关器件和逆变降压变压器等构成。对于要求直流输出的弧焊电源,其输出电路包括整流和滤波电路。......
2023-06-30
包括逆变式弧焊电源在内的开关式弧焊电源,有硬、软开关之分。硬开关逆变弧焊电源功率开关的导通和关断往往是在工作电流、电压不为零,甚至是较大值的状态下进行的。软开关变换电路结构有多种形式。目前,采用谐振技术与PWM控制技术相结合的恒频移相控制方式,是软开关型逆变弧焊电源的主要发展方向之一,被大多数软开关逆变弧焊电源所采用,本节将对此进行简单介绍。图6-55a所示是恒频移相全桥式软开关逆变主电路原理图。......
2023-06-30

对于逆变式弧焊电源驱动电路来说,光耦合器一般用来传递脉冲信号,应选择具有快速通断性能的开关光耦。目前的驱动电路不仅要求具有驱动功能,往往还要求具有一定的保护功能。EXB841是专为驱动400A/600V或300A/1200V以下的IGBT单管或模块而设计的混合集成驱动电路。......
2023-06-30

在逆变式弧焊电源可以采用积分、微分和比较放大等电子控制电路,进行电源动特性控制和波形控制以及其他方式的控制。图6-35所示是某逆变式CO2焊接电源特性控制电路原理图。不同特性的切换是在CO2焊接过程中自动完成的,其切换过程的控制就是动特性控制。此时电压反馈信号Ufu为最大值,平特性控制电路输出最小值,VD2承受反压而截止。单独采用PI环节来实现电弧恒压控制,焊接过程稳定性仍然不能令人满意。......
2023-06-30

在使用碱性低氢钠型焊条时,均采用直流反接。随着新型焊接设备的迅速发展,ZXG焊机的应用已经越来越少。常用的焊机型号有ZX7—160、315、400、500等系列容量电源。图7-8 逆变式弧焊机的组成原理图焊条电弧焊设备主要由焊接电源和焊钳两部分组成,两者之间以及电源与焊件之间通过电缆连接,如图7-9所示。焊条电弧焊还有面罩、焊条保温筒等辅助设备或工具。......
2023-07-02
弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30
相关推荐