采样设定的第1页显示如图10.3-1所示,该显示页可进行如下设定。在监控信号选择页上,可输入需要跟踪监控的信号地址,FS-0iD最大允许显示32个信号的时序图。图10.3-2 监控信号选择页显示图10.3-3 信号跟踪过程显示地址后面的选择框为触发条件选择,当跟踪方式选择为“信号变化采样”、启动方式为信号变化时,可通过标记√,将该信号作为跟踪监控的启动信号。1)在CNC系统显示模式下,按扩展软功能键〖跟踪〗,选择信号跟踪显示。图10.3-4 信号跟踪结果显示......
2023-06-25
信号控制电路见图5-43的中、下部分。图5-47所示是信号控制电路的简化图。该电路主要由运算放大器N3和N4、电位器RP1~RP4、RP6、RP7和RP14、整流二极管VD28~VD31、二极管VD17和VD18、稳压管VS10、晶体管V9、电容C24、C25等组成。
1.给定电路与电网电压补偿电路
给定电路的作用是提供给定电压信号Ug。给定电路如图5-47所示,主要由+15V稳压电源、电位器RP4组成。可以通过电位器RP4调节给定电压信号Ug,Ug送入运算放大器N4进行反相比例放大,得到控制电压信号Uk(不考虑反馈信号)。Uk再通过R69连接到触发脉冲移相控制电路中的晶体管VT3和VT4的基极,给定电压Ug为正值,控制电压信号Uk为负值,Ug正值越大,Uk负值也越大(绝对值越大)。增大Ug,Uk的负值也增大,VT3和VT4集电极与发射极之间的电阻减小,电容C20、C21的充电速度加快,触发脉冲相位前移,晶闸管的导通角增大,弧焊电源的输出电压、电流增大。
图5-43中的RP3为远控调节电位器(RP4为弧焊电源焊接电流近控调节电位器),RP3的功能与RP4相同,RP4与RP3通过转换开关S2进行转换。
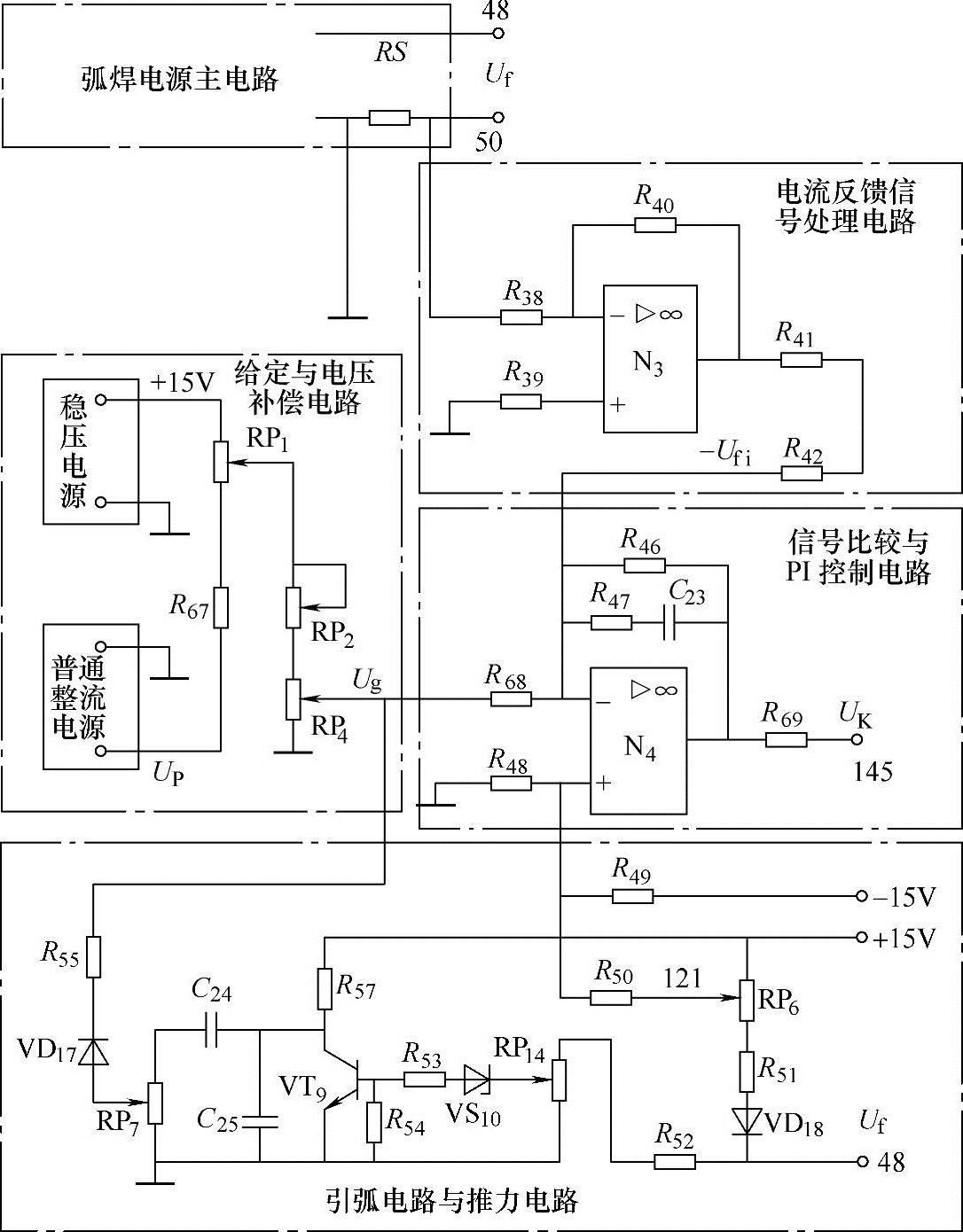
图5-47 信号控制简化电路
可见,调节电位器RP4(近控)或RP3(远控),可以改变给定电压Ug,从而改变控制电压信号Uk,导致晶闸管导通角的变化,达到了调节弧焊电源输出电流的目的。电路中的电位器RP1、RP2用来设定弧焊电源输出电流的范围,调整额定电流的大小。弧焊电源出厂前已调整好RP1、RP2,用户一般不要再调整。
弧焊电源在实际应用时,如果电网电压发生波动,弧焊电源的输出也会发生波动。一般情况下,如果电网电压升高,弧焊电源输出电压(或电流)也随之升高。为了抑制电网电压波动对弧焊电源输出的影响,本弧焊电源采用了图5-47所示的普通整流电源作为电网电压补偿电路。如图5-43所示,该整流电源由二极管VD28~VD31构成单相桥式整流电源,其整流电源输出的正端接“地”,负端电位为UP,UP随电网电压的变化而变化。UP串联在由R67、RP1、+15V稳压电源而组成的支路上,当电网电压上升时,+15V稳压电源输出的电压不变,而普通整流电源负端电位UP将变得更负,受UP的影响,RP1动点的电位下降,使得给定电压Ug以至控制电压Uk的绝对值减小,导致触发脉冲后移,整流晶闸管导通角减小,弧焊电源输出电压降低,从而抵消了由于电网电压升高对弧焊电源输出电压的影响;反之,当电网电压下降时,补偿情况相反。
2.电流反馈与PI控制电路
由电子控制型弧焊电源的基本工作原理可知,采用不同电参数的负反馈形式可以获得不同形状的弧焊电源外特性。ZX5系列弧焊电源主要用于焊条电弧焊,因此需要下降的外特性。该电源的下降外特性主要是依靠电流负反馈获得的。
如图5-47所示,运算放大器N3及其外围电路构成了电流负反馈信号处理电路。从主电路分流器RS上采样得到正的电流信号,经电阻R38进入N3构成的反相放大器进行信号放大,输出负的信号电压-Ufi,该信号就是外特性控制中所需要的电流负反馈信号。
图5-47中的运算放大器N4及其外围电路构成了信号比较与PI控制电路。该控制电路是弧焊电源外特性和动特性控制的核心。电流负反馈信号-Ufi由N4的反相端输入;由电位器RP4上取出的弧焊电源输出电流给定信号Ug也由N4的反相端输入;-Ufi与Ug进行比较,其偏差值经N4构成的放大电路放大处理,得到整流晶闸管触发脉冲相位控制电压Uk:
Uk=-K(Ug-Ufi)
Uk经R69加到触发脉冲电路中的晶体管VT3、VT4的基极,控制VT3、VT4的导通情况。当Ug一定时,随着弧焊电源输出电流If的增加,相应的电流负反馈信号Ufi增加,Ug-Ufi值减小,Uk的绝对值减小。这使得VT3和VT4的集电极电流减小,C20、C21的充电速度减慢,触发脉冲相位后移,晶闸管导通角减小,弧焊电源输出的电压降低,从而得到下降的外特性。而N4与R47、C23构成的PI控制,是在弧焊电源输出电流即焊接电流发生动态变化时发挥作用,控制弧焊电源输出电流的动特性,减少电源输出电流的稳态误差。
需要说明的是,在触发脉冲电路的145点与接地点之间接有稳压管VS11(见图5-47),使电流负反馈带有截止电流负反馈的性质。即当电流If减小时,电流负反馈信号Ufi减小,Uk=-K(Ug-Ufi)增大。当Uk大于VS11的稳压值时,这时加在145点与接地点之间的电压就是VS11的稳压值,该电压值成为触发脉冲的控制信号“Uk”,该控制信号的电压值与Ufi无关,相当于电流负反馈被截止,此时弧焊电源的输出为平缓外特性。只有当Uk小于VS11的稳压值时,145点与接地点之间电压才是由给定电压Ug和电流负反馈信号Ufi所确定的控制信号Uk,此时的Uk与Ufi有关,即电流负反馈起作用,弧焊电源输出陡降的外特性。
3.引弧电路与推力电路
引弧和推力电路在图5-47所示电路的下半部分,由晶体管VT9、稳压管VS10、二极管VD17、VD18、电容C24和C25、电位器RP6、RP7、RP14、电阻R49~R55、R57等组成。
在引弧电路中,将弧焊电源输出电压Uf加到控制线路的48端,经电阻R52和RP14分压,由电位器RP14取出电压反馈信号,经稳压管VS10及电阻R53输入到晶体管VT9的基极。在焊接电弧引燃前,由于弧焊电源输出的是空载电压,因此从RP14取出的电压反馈信号较高,足以使稳压管VS10击穿导通,并使晶体管VT9饱和导通,电容C24、C25被短接,电位器RP7动点输出电压为“0”,二极管VD17承受反压截止,该路电压对弧焊电源的控制无影响。焊接引弧时,弧焊电源从空载变为短路,弧焊电源输出电压为“0”,则48点电位变为“0”,RP14取出的电压反馈信号也为“0”,致使VS10阻断,VT9截止,+15V稳压电源经电阻R57向C24、C25充电,电位器RP7的动点输出正电压,并逐渐增大,当该电压大于RP4给出的给定信号Ug时,VD17导通,RP7给出的附加电压与RP4给出的给定信号相加,相当于调大给定信号Ug,使N4输出的控制电压Uk增大,触发脉冲相位前移,整流晶闸管导通角增大,弧焊电源输出较大的引弧电流。当电弧引燃后,弧焊电源从短路状态变为负载状态,弧焊电源输出负载电压(即电弧电压),此时由RP14取出电压反馈信号也足可以使VS10、VT9再次导通,C24、C25被短接放电,RP7输出的附加电压逐渐减小直到消失,VD17截止,Ug恢复到正常值。这就是引弧电路的作用。调节RP7,可调节引弧电流的大小。
推力电路的作用主要是当弧焊电源输出电压即电弧电压比较低时,也就是在接近焊接短路时,增大焊接电流,以便加速熔滴过渡、增加焊接熔深并避免焊条被粘住。电路的工作原理是,当弧焊电源输出端(48点)电压Uf高于15V时,控制电路中的二极管VD18因承受反向电压而截止,由121点输往N4同相输入端的电压是±15V电源在RP6、R50、R49上的分压,由于该电压此时接近于“0”,因此对弧焊电源的输出电压无影响,也就是说,输出电压Uf对N4输出的控制电压信号Uk无影响,只有电流负反馈控制,弧焊电源输出下降外特性。当弧焊电源输出电压Uf低于15V时,VD18导通,使121点电位随Uf降低,此时N4同相输入端的电压不为0,而且随Uf一起降低,也就是说,此时的控制电压信号Uk不仅与给定电压Ug、电流负反馈信号Ufi有关,而且与弧焊电源输出电压Uf有关,弧焊电源的控制既采用了电流负反馈,又采用了电压负反馈,因而使弧焊电源下降外特性在低压段变缓,出现外拖,从而增大了焊接电流和短路电流。为了满足不同工件施焊时对外拖缓降特性的要求,可以通过调节RP6来改变外拖特性下降的斜率。
有关现代弧焊电源及其控制的文章

采样设定的第1页显示如图10.3-1所示,该显示页可进行如下设定。在监控信号选择页上,可输入需要跟踪监控的信号地址,FS-0iD最大允许显示32个信号的时序图。图10.3-2 监控信号选择页显示图10.3-3 信号跟踪过程显示地址后面的选择框为触发条件选择,当跟踪方式选择为“信号变化采样”、启动方式为信号变化时,可通过标记√,将该信号作为跟踪监控的启动信号。1)在CNC系统显示模式下,按扩展软功能键〖跟踪〗,选择信号跟踪显示。图10.3-4 信号跟踪结果显示......
2023-06-25

图4-12 变换域信号处理图对于N阶系统,时刻n输入xn=[x,x(n-1),…其中X1是1维N阶全相位输入信号,即式就是全相位数字信号处理得到的输出与输入的数学关系表达。把式称为全相位变换,矩阵A称为全相位变换基,矩阵T则为全相位变换核。综合以上,变换域全相位数字信号处理一种可能实现如图4-16所示。......
2023-06-23

如图4-19所示,由于在切换完成后,要求变频器的报警输出信号能维持到操作人员采取措施之后,所以变频器内部控制电路的电源线T1和S1应接至接触器主触点之前。控制电路的工作过程如下:1.工频运行工频运行时,须将转换开关SA旋至“工”位。故障切换当变频器发生故障时,其报警输出端子KF动作。......
2023-06-19
调宽脉冲信号输出控制电路由模拟开关N13、反相器N10C及周围元件组成,如图3-25所示。图3-25调宽脉冲信号输出控制电路平衡推动电路输出的调宽脉冲信号送到模拟开关N13的4、11端,调宽脉冲信号正常时,窗口比较器N9输出高电平,经反相器N10C反相后输出一个低电平信号到二极管VD22的正极,VD22截止。......
2023-06-26

当信号设备出现故障,后果往往是大面积的列车晚点,严重的故障甚至造成地铁安全性事故。目前各城市的地铁运营公司主要通过设备日常性维修来保证信号设备的稳定性,减少设备出现故障。故障预测系统模型采用BP神经网络来建立,BP神经网络在数据预测方面有其先天优势,可以无限逼近事物的未来趋势。通过实践应用验证了本地铁信号设备故障预测系统的正确性和可用性。......
2023-06-28
下面介绍几种典型控制电路的识读方法。该控制电路是由4个双向晶闸管、4个驱动三极管和微电脑程序控制器组成的。当水位到达预定水位以后,微电脑程序控制器将进水电磁阀控制的三极管VT6截止,停止向洗涤筒内注入水。在报警灯控制电路中,晶闸管起到了可控开关的作用。图3-35 典型报警控制电路......
2023-06-26

调宽脉冲信号形成电路由运算放大器N8A、晶体管V3、V4及周围元件构成,如图3-16所示。图3-16调宽脉冲信号形成电路N8A在这里用作高速比较器。下面我们来看一看,调宽脉冲信号与脉宽调制发射机输出信号及输出功率之间的关系。经过平衡推动电路放大的调宽脉冲信号,送到调制驱动器后还要进行放大,放大后的波形不变,但脉冲信号的高、低电平发生了变化,信号幅度增大。......
2023-06-26

图2.43 是同步信号为锯齿波的触发电路。图2.43同步信号为锯齿波的触发电路当控制电压uco ≈0.7 V 时,V4 导通,A 点电位由+E1迅速降低至1.0 V 左右,由于电容C3 两端电压不能突变,所以V5 基极电位迅速降至约-2E1,由于V5 发射结反向偏置,V5 立即截止。同步环节图2.44同步信号为锯齿波的触发电路工作波形在锯齿波同步的触发电路中,触发电路与主电路同步是指要求锯齿波的频率与主电路电源的频率相同且相位关系确定。......
2023-06-23
相关推荐