弧焊电源的DSP控制,借助DSP实现控制算法和PWM信号发生电路的全数字化,完成电压和电流信号的反馈运算、PWM波形的输出、系统实时监控及保护、系统通信等功能,其控制原理框图如图1-2-45所示。基于上述思想,Fronius公司推出了全数字化弧焊电源,随后Panosonic等公司也推出了各自的全数字化弧焊电源产品,并相继进入中国市场。图1-2-45 弧焊电源的DSP控制原理框图就控制系统结构而言,全数字化控制由单片机和DSP共同构成。......
2025-09-29
1.平外特性的控制电路
图4-15是一晶闸管整流式CO2弧焊电源的外特性控制电路及其框图。该电路主要由弧焊电源输出电压给定环节、电压负反馈环节以及电压比较和PI控制器等环节组成。
电压给定环节由-Ucc稳压电源、电位器RP1、电阻R1、R2以及运算放大器N1构成的电压跟随器等构成。给定信号Ug由电位器RP1的滑动点电位决定。
电压负反馈环节主要由电阻R7~R13、运算放大器N2等构成的分压及差动放大电路组成。
电压比较和PI控制环节主要由运算放大器N3以及周围的电阻R15、R16,电容C,以及二极管VD2~VD4等构成。
由电压给定环节中电位器RP1的滑动点电位确定的给定信号Ug通过N1电压跟随器以及电阻R5、电位器RP2连接到R15。弧焊电源的输出电压Uf通过R7、R10和R8、R12构成的分压电路通过R9、R11输入到N2构成的差动放大器,通过差动放大得到所需要的电压负反馈信号Ufu。Ufu通过电阻R14也连接到R15。给定信号与电压负反馈信号进行比较运算得到其差值,该差值信号通过R15从比例积分器N3的反相输入端输入,进行比例积分运算,得到控制电压信号Uk,且Uk>0。
输出Uk到晶闸管整流器的触发电路用以控制触发脉冲的相位,从而控制晶闸管整流器输出电压的大小。
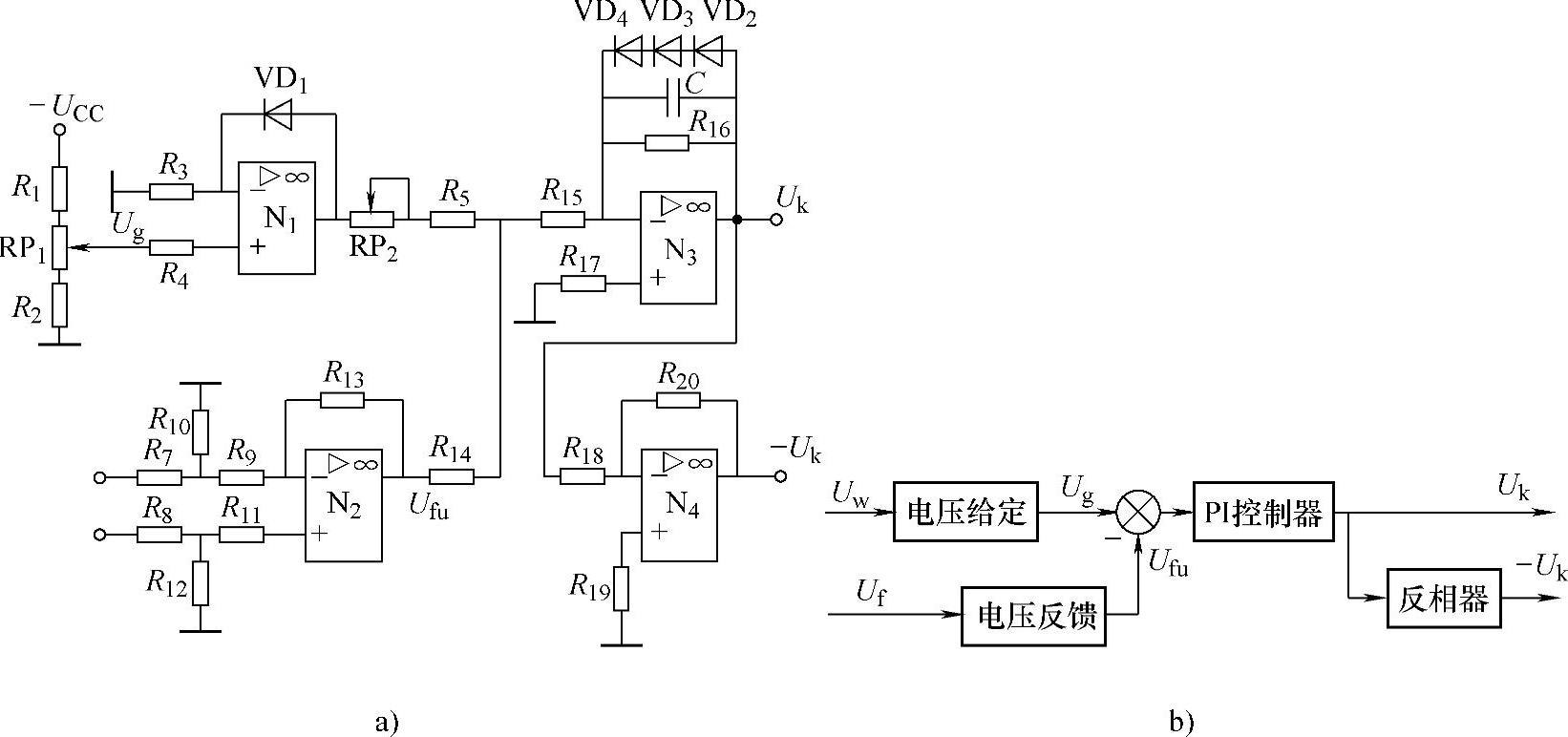
图4-15 弧焊电源平外特性控制
a)电路原理图 b)框图
如果有外界干扰,使电弧弧长增加,则电源的输出电压Uf(Uf)增大,那么电压反馈信号Ufu也增加。而此时的给定信号Ug不变,致使Uk减小,晶闸管触发脉冲后移,其导通角减小,电源输出电压Uf减低,从而弥补了由于弧长增加而使输出电压发生的波动,使输出电压保持不变,即通过电压负反馈闭环控制,得到了所需要的电源平外特性。
该弧焊电源是三相晶闸管整流电源,需要有Uk、-Uk两个控制信号送入触发脉冲移相控制电路,而且要求Uk、-Uk的相位相差180°,因此,在该控制电路中Uk经过反相器N4后,得到另一个控制信号-Uk。Uk、-Uk的绝对值相等,起的作用也相同。另外,电路中的二极管VD2~VD4可以限制Uk、-Uk的幅值,保证Uk、-Uk与晶闸管触发脉冲电路中的同步电压相交,获得合适的触发脉冲移相范围。
2.陡降外特性的控制电路
图4-16所示是一个晶闸管整流式弧焊电源陡降外特性的控制电路原理图。该电路由给定电流、空载电压给定、电流负反馈、信号比较与比例控制以及电子切换电路等环节构成。
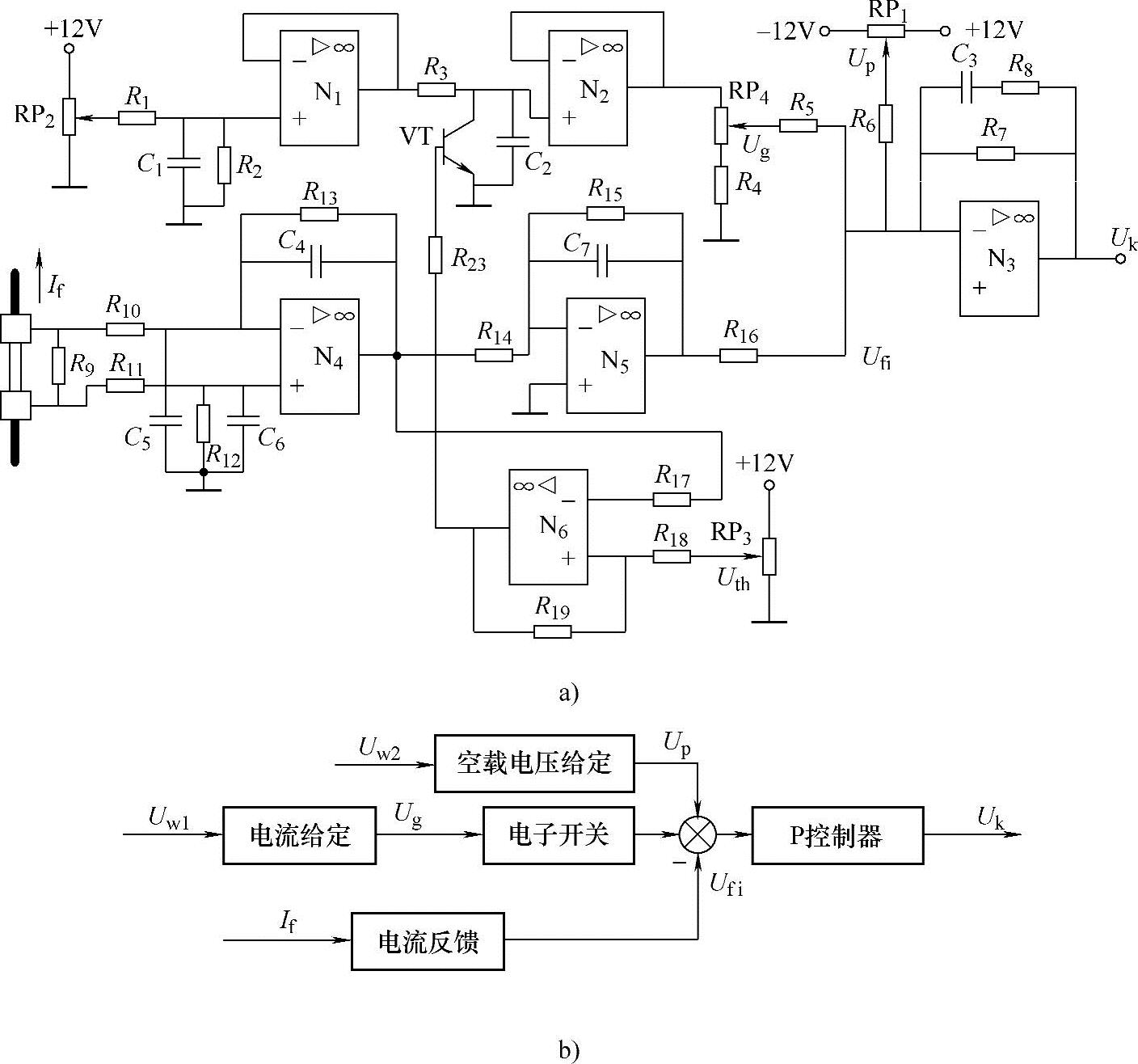
图4-16 弧焊电源陡降外特性控制原理图
a)电路原理图 b)框图
给定电流环节主要由稳压电源、两级电压跟随器N1、N2、电位器RP2、RP4等构成;空载电压给定环节主要由稳压电源、电位器RP1等构成;电流负反馈环节主要由差动放大器N4以及有源低通滤波器N5等构成;比较与比例控制环节主要由比例加法器N3等构成;电子开关环节则主要由晶体管VT和比较器N6等构成。
电源的给定电流号Ug取自并联在+12V稳压电源两端的电位器RP2,并经两级电压跟随器N1、N2后,通过电位器RP4连接到比例加法器N3的反相输入端。
电流反馈信号取自弧焊电源主电路中电流分流器Rs两端,经阻容滤波、差动放大器N4放大,并经有源低通滤波器N5滤波得到电流反馈信号Ufi。
空载时无焊接电流If,电流反馈信号Ufi为零。比较器N6输出高电平,晶体管VT饱和导通,Ug不能输入到N3。此时控制电压信号Uk仅取决于从空载电压控制环节中的电位器RP1得到的Up(Up<0)。调定RP1,使Uk足以令弧焊电源输出所需的空载电压。可见,偏移信号Up为弧焊电源输出空载电压的给定信号。
当焊接电弧引燃,主电路有焊接电流If时,电流反馈信号通过N4放大后大于RP3确定的电流阈值电压Uth时,比较器N6输出低电平,晶体管VT截止,给定信号Ug输入到N3的反相输入端。同时电流反馈信号Ufi、偏移信号Up也连接到N3的反相输入端。此时比例加法器N3输出的控制电压信号Uk∝-(Up+Ug-Ufi)。
当Ug、Up一定时,随着焊接电流If的增加,相应的电流反馈信号Ufi增加,-(Up+Ug-Ufi)值减小,Uk的绝对值减小,使触发脉冲相位后移,整流电源中的晶闸管导通角减小,弧焊电源输出的电压降低,从而得到下降的外特性。可见,电流负反馈使电源的外特性为下降特性。
由于该控制电路中比较器N6和晶体管VT的存在,当电源空载或有焊接电流If但电流反馈信号Ufi未超过Uth时,电流给定信号Ug与电流反馈信号Ufi均不起作用,控制电压信号Uk只与预先设置的偏移电压信号Up有关,电源输出只受Up影响,无反馈控制,输出特性为三相变压器结构所决定的平缓特性,只有当Ufi>Uth之后,电流给定信号、电流负反馈信号才起作用,电源外特性转为下降特性。下降特性曲线段为弧焊电源正常工作区域,也就是正常焊接的区域。(https://www.chuimin.cn)
3.陡降带外拖特性的控制电路
在焊条电弧焊中,为了提高小电流的引弧功率及电弧熔透能力,使焊接参数稳定,需要采用恒流带外拖或陡降带外拖的电源外特性。通过调节外拖特性的拐点及外拖部分的斜率,使熔滴过渡具有合适的推力,保证在采用不同的焊条类型、不同的施焊位置以及焊接不同材质的工件时,均可获得稳定的焊接过程和良好的焊缝成形。
图4-17所示电路为外拖拐点可调的陡降带外拖特性控制电路原理图,对应的电源外特性如图4-18所示。
在如图4-17所示电路中,比例放大器N2的输出是弧焊电源的控制电压信号Uk。Uk的大小取决于电流给定信号Ug、电流反馈信号nIf和电压反馈信号mUf。
电弧引燃、正常焊接时,电弧电压较高,其电压反馈信号mUf(mUf>0)高于事先设定的电压门槛值Uth(由电阻R4、R5分压确定),比例放大器N1输出正信号,二极管VD2截止,比例放大器N2的同相输入端无输入信号,N2输出信号Uk的大小仅取决于其反相输入端的信号Ug-nIf。即只采用电流负反馈控制,电源的外特性为陡降特性,如图4-18曲线中的bc段。
当电弧电压比较低,电压反馈信号mUf低于门槛电压值Uth时,N1输出负信号,二极管VD2导通,mUf(实际上是将mUf-Uth放大处理后的信号)连接到N2的同相输入端。N2输出信号Uk的大小不仅取决于其反相输入端信号Ug-nIf,而且与同相输入端输入的电压负反馈信号mUf有关。也就是说,此时采用了电流负反馈和电压负反馈的复合控制,电源的外特性为斜降特性,如图4-18曲线中的cd段。
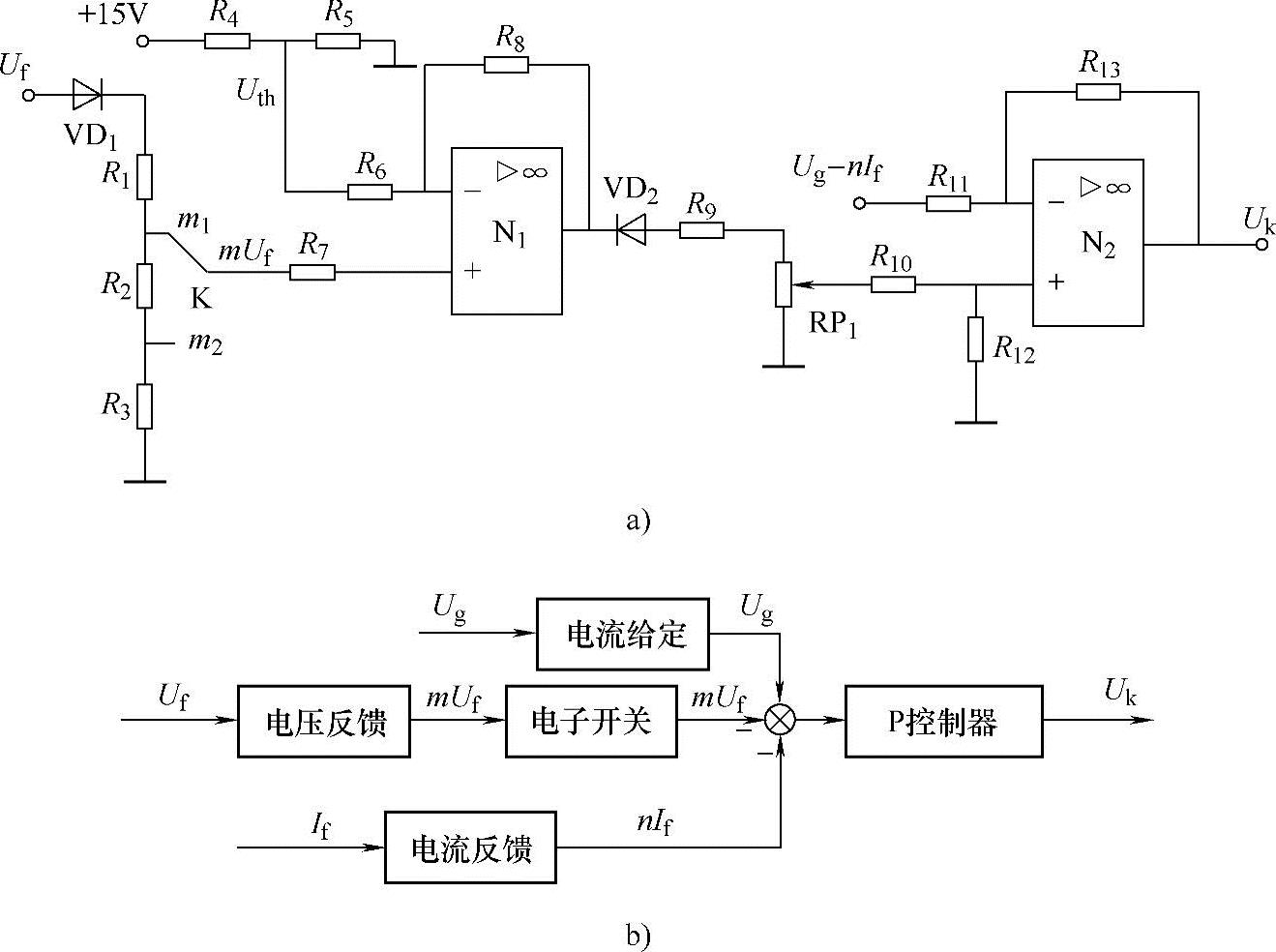
图4-17 拐点可调的外拖特性控制电路
a)电路原理图 b)框图
图4-17所示框图中,电子开关就是N1与VD2等组成的电路,控制着电压负反馈信号是否起作用。
由图4-18可见,c点是陡降带外拖特性曲线的拐点,拐点对应的电弧电压Uf一般为8~15V。该电路中采用选择开关K来改变外拖特性拐点的高低,当K在m1位置时,对应的电压反馈信号mUf中的分压比m较大,只有Uf比较低时,才有-(mUf-Uth)<0,VD2才能导通,电压负反馈才能起作用,因此,其外拖特性的拐点比较低,如图4-18a所示。
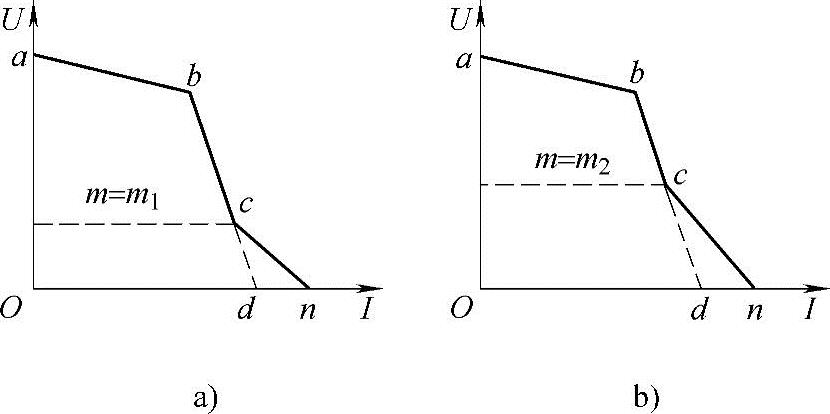
图4-18 拐点可调的外拖特性曲线
a)拐点低的外拖特性 b)拐点高的外拖特性
当选择开关K在m2位置时,对应的电压反馈信号mUf中的分压比m较小,当Uf比较高时,就达到了-(mUf-Uth)<0,VD2就可以导通,电压负反馈就能起作用了,因此,其外拖特性的拐点比较高,如图4-18b所示。
调节RP1可以调节电压负反馈信号mUf在Uk中的比例,从而可以调节斜特性下降的斜率,mUf占的比例越小,电源外特性越陡降,如图4-18中虚线所示。
随着微电子器件的发展,使得控制电路更加简单、可靠,在上述拐点可调的外拖特性控制电路中可以选用模拟开关来实现。模拟开关是在控制信号作用下实现电路开通与关断的电子器件,主要是用于电子信号的切换,最简单的模拟开关就是开关晶体管。目前有各种各样的电子模拟开关,既有单路的模拟开关,也有多路的模拟开关,可以根据需求进行选用。图4-19就是采用模拟开关实现的拐点可调的外拖特性控制电路。
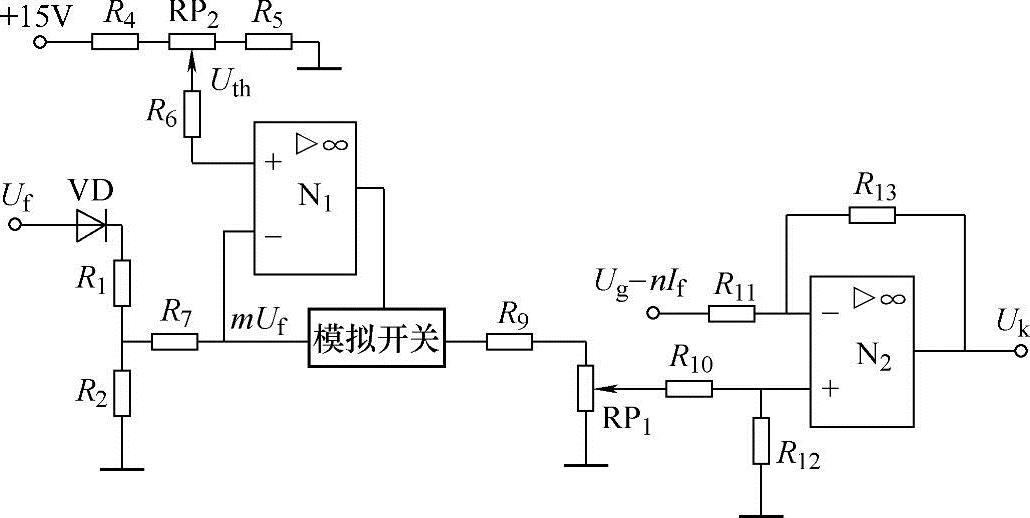
图4-19 采用模拟开关的外拖特性控制电路
如图4-19所示,正常焊接时,电弧电压较高,其电压反馈信号mUf(mUf>0)高于设定的电压门槛值Uth,比较器N1输出负信号,控制模拟开关处于关断状态,比例放大器N2的同相输入端无输入信号,N2输出信号Uk的大小仅取决于其反相输入端的信号Ug-nIf,即只采用电流负反馈控制,电源的外特性为陡降特性。
当弧长变短,电弧电压Uf降低,电压反馈信号mUf低于电压门槛值Uth时,比较器N1输出高电平,控制模拟开关开通,mUf连接到N2的同相输入端,N2输出信号Uk的大小不仅取决于其反相输入端信号Ug-nIf,而且与同相输入端输入的电压负反馈信号mUf有关,电源的外特性为斜降特性,也就是电源外特性的外拖段。
弧焊电源外特性外拖段的拐点可以通过调节RP2即Uth的大小来确定,Uth越大,外拖拐点越高。
相关文章

弧焊电源的DSP控制,借助DSP实现控制算法和PWM信号发生电路的全数字化,完成电压和电流信号的反馈运算、PWM波形的输出、系统实时监控及保护、系统通信等功能,其控制原理框图如图1-2-45所示。基于上述思想,Fronius公司推出了全数字化弧焊电源,随后Panosonic等公司也推出了各自的全数字化弧焊电源产品,并相继进入中国市场。图1-2-45 弧焊电源的DSP控制原理框图就控制系统结构而言,全数字化控制由单片机和DSP共同构成。......
2025-09-29

电子控制式弧焊电源又称为电子弧焊电源。1)移相式弧焊电源采用大功率晶闸管作为整流器件,采用晶闸管的移相控制。2)模拟式弧焊电源是在二极管整流的基础上,采用了功率晶体管作为电源输出电流或电压的调节器件,功率晶体管工作在模拟状态,相当于可变电阻。数字控制技术目前主要用于逆变式弧焊电源或者整流式弧焊电源,而更多的是用于逆变式弧焊电源。......
2025-09-29

为保证一定的Uf,要求Uf随If增大而增大。根据生产经验规定Uf与If的关系为一缓升直线,把它作为规定负载特性,以便确定弧焊电源的If或Uf调节范围。1)焊条电弧焊和埋弧焊的负载特性。2)TIG焊和等离子弧焊的负载特性。通常要求如下:Ifmax/Ie≥1.0,Ifmin/Ie≤0.20。其中,Ie为额定焊接电流。在等速送丝MIG/MAG/CO2焊时,If主要由送丝速度决定,与电压无关。......
2025-09-29

电磁控制型弧焊电源一般是通过调节弧焊电源内部电磁器件的电磁状态来调节电源的输出特性。例如,通过调节激励电流来改变饱和电抗器或直流发电机铁心的磁饱和程度,从而控制弧焊电源的输出特性。一般的电磁控制型弧焊电源主要指磁放大器式弧焊整流器和直流弧焊发电机。1)磁放大器式弧焊整流器主要由普通的降压变压器、磁放大器、硅整流器以及直流输出电抗器组成。由于电磁控制型弧焊电源是耗材、耗能产品,因此属于淘汰产品。......
2025-09-29

所谓电弧的稳态,是指电弧长度、电弧电压和电流在较长时间内不改变数值,处在相对稳定的状态。因此,就要求弧焊电源在焊接中,当电弧长度、电弧电压和电流变化时,必须具有满足动态电弧负载要求的特性,该特性就是弧焊电源的动特性。弧焊电源的动特性对电弧焊中的引弧、燃弧和熔滴过渡状态具有重要的影响,它是能否获得满意焊缝质量的重要因素之一。......
2025-09-29
弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2025-09-29
对弧焊电源动特性好坏的评定,就主观评定而言,是由操作者经试焊后做出的。不同的焊接电弧、不同的焊接方法对弧焊电源的动特性要求不同。我国对于弧焊整流器提出了一个动特性指标,见表2-4。在熔化极电弧焊中,引弧与飞溅情况往往是考核电源动态性能的重要内容。......
2025-09-29

相关推荐