相应的Uy=f曲线称为电源的外特性曲线。弧焊电源外特性的实质是电源的静态输出特性,又称为电源的静特性。而且r0越大,电源的外特性下倾程度越大。图2-20 弧焊电源的外特性曲线图2-21 一般直流电源的外特性对于日常经常使用的电灯、电炉、电机等负载,要求其电源的内阻r0越小越好,即外特性尽可能接近于平特性,这样当负载变化时,其端电压变化小,并联运行的其他负载端电压变化也小,因此不会影响各种电器的正常运行。......
2023-06-30
电子控制型弧焊电源是根据电流、电压负反馈控制原理,利用电子电路对电子功率系统(整流器或逆变器)进行闭环控制,来获得不同的外特性曲线形状。图4-8为电子控制型弧焊电源外特性控制的基本原理图。
图4-8中的Uf、If是弧焊电源输出的电压和电流,mUf、nIf(m<1,n<1)是通过传感器及信号处理电路获得的电压、电流反馈信号。将输出电压、电流的反馈信号mUf、nIf送到电子控制系统,与给定电压、电流信号Ugu、Ugi进行比较,获得相应的偏差信号,然后通过放大等信号处理得到控制信号Uk。Uk即是功率半导体器件的控制信号,用来控制晶闸管整流弧焊电源中晶闸管触发脉冲相位,或逆变弧焊电源中半导体电子开关器件的导通时间等。
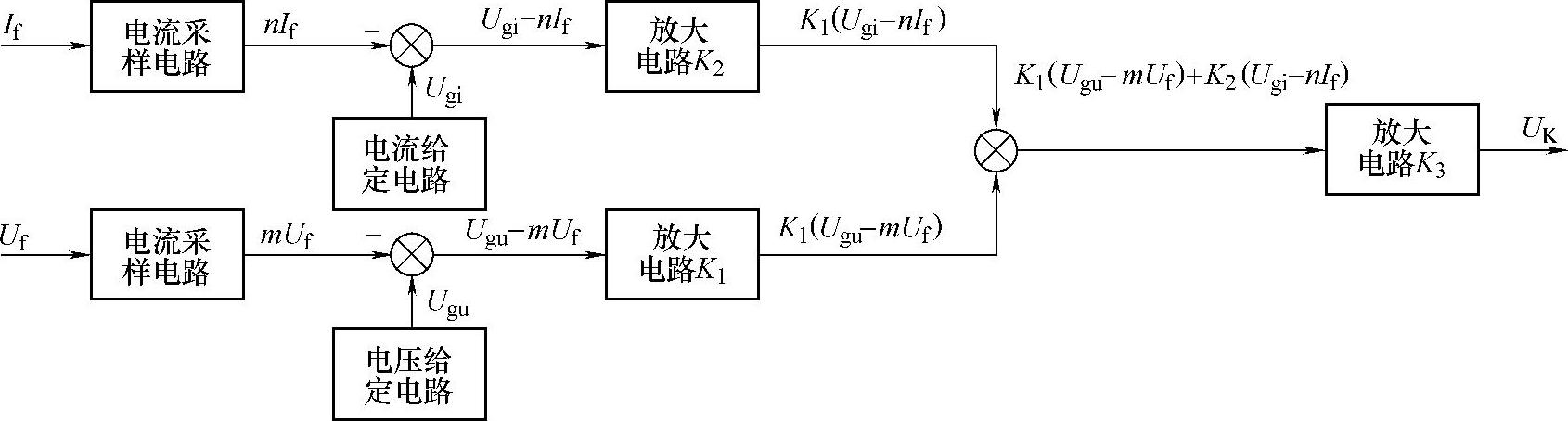
图4-8 电子控制型弧焊电源外特性控制基本原理
根据图4-2,可以得到控制信号Uk的数学表达式:
Uk=K3[K1(Ugu-mUf)+K2(Ugi-nIf)] (4-7)
式中 K1、K2、K3——系统中各个放大环节的放大倍数。
由于控制信号Uk一般只有零点几伏至几伏,而放大倍数K3相对很大,所以有
K1(Ugu-mUf)+K2(Ugi-nIf)≈0 (4-8)
1.只取电压负反馈
如果弧焊电源控制中只取电压负反馈,而且只有给定电压信号Ugu时,即式(4-8)中的Ugi=0,nIf=0时,则有
Ugu-mUf≈0
即
式中 m——电压的分压比。电路系统确定后,m为常数。
由此可见,电源的输出电压Uf取决于给定电压信号Ugu。即当Ugu调定在某恒定数值时,弧焊电源输出电压Uf恒定在与之相对应的数值。也就是说,只取输出电压负反馈,弧焊电源的输出特性为图4-9所示的恒压外特性。
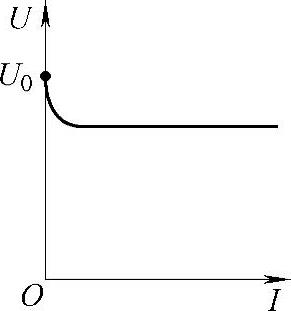
图4-9 恒压外特性
2.只取电流负反馈
如果弧焊电源控制中只取电流负反馈,而且只有给定电流信号Ugi时,即Ugu=0,mUf=0时,根据式(4-8)可得
Ugi-nIf≈0
即
式中 n——电流分流比;电路系统确定后,n为常数。
由此可见,电源的输出电流If取决于给定电流信号Ugi。当Ugi调定在某恒定数值时,弧焊电源输出电流If恒定在与之相对应的数值。换言之,只取电流负反馈,弧焊电源的输出特性应为恒流外特性。
但是,实际电路中,放大倍数K2如果取得太大,系统易产生振荡。所以K2一般不超过20~30,因而只能得到较为陡降的外特性,如图4-10所示,K2取值越大,外特性陡度越高。
3.电流截止负反馈
电流截止负反馈是指,当电源的输出电流小于阈值Ith时,既不采用电流反馈,也不采用电压反馈,弧焊电源输出的特性为弧焊电源中变压器的特性(变压器的自然特性),也就是平缓特性;当电流大于阈值Ith时,采用强电流负反馈,从而可获得恒流或者陡降(见图4-11)的外特性。
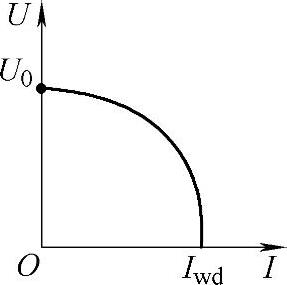
图4-10 陡降外特性
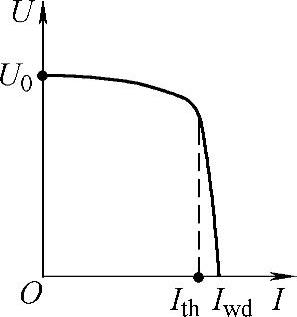
图4-11 恒流外特性
4.复合负反馈
复合反馈是指在弧焊电源外特性控制中既采用电压负反馈,又采用电流负反馈。采用复合反馈可分为若干种情况:
(1)同时采用电压、电流负反馈 在弧焊电源外特性控制中,同时采用电压和电流负反馈。当弧焊电源给定信号Ugu、Ugi一定时,根据式(4-8),可得

式(4-11)表明,弧焊电源的外特性为一斜率为负的直线。
因为,If=0时,Uf为空载电压U0,所以外特性方程为

相应的弧焊电源外特性形状如图4-12所示,改变n/m或K2/K1值,可改变外特性下降的斜率。
(2)分段采用恒压与电流截止负反馈 在弧焊电源外特性控制中,可以分段采用不同的反馈控制,而获得所需要的外特性形状。例如,以一定的电流值作为阈值Ith,当弧焊电源输出电流小于阈值Ith时,采用电压负反馈,弧焊电源输出特性为恒压特性;当电源输出电流大于阈值Ith时,采用电流负反馈,弧焊电源输出特性为恒流特性,则弧焊电源外特性形状如图4-13所示。
此种外特性控制可以用于熔化极气体保护焊的恒压外特性控制中,对电源输出的最大电流进行限制。将允许的最大焊接电流作为阈值电流Ith,正常电流输出情况下,弧焊电源的外特性是恒压特性,当焊接电流达到弧焊电源最大允许输出电流Ith时,转入恒流外特性段,使焊接电流不再增大。
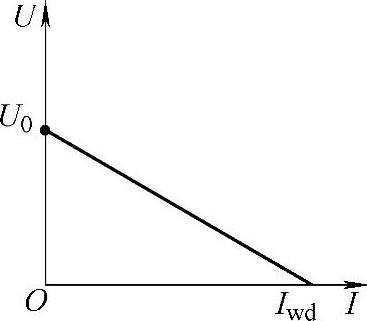
图4-12 斜外特性
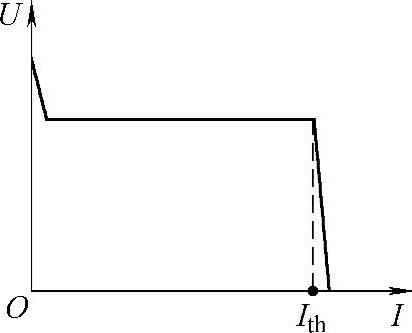
图4-13 平特性与恒流外特性的组合
(3)分段组合反馈 可以分段采用电流截止负反馈和电流与电压的复合负反馈。这种控制常用于焊条电弧焊恒流外拖特性的控制中。例如,在焊条电弧焊时,当弧焊电源输出电压较低时,可以认为是进入短路状态,此时需要较大的焊接电流,因此,可以设定某个输出电压(一般为8~15V)为阈值Uth,当弧焊电源的输出电压大于阈值Uth时,采用电流截止负反馈,弧焊电源的外特性为恒流特性;而电压小于阈值Uth时,同时采用电流负反馈和电压负反馈,弧焊电源的外特性为斜特性;弧焊电源外特性的形状如图4-14a所示。
也可以在电压小于阈值Uth时,采用电压负反馈,电源的输出特性为恒压特性;当电流大于事先确定的阈值电流Ith时,采用强的电流负反馈,获得恒流特性;该阈值电流Ith就是所要控制的最大短路电流值Iwd,其外特性曲线形状如图4-14b所示。
复合反馈控制可以任意进行组合,从而获得所需要的各种形状的外特性曲线,例如,熔化极脉冲电弧焊中常用的恒压特性与恒压特性、恒流特性与恒压特性、恒流特性与恒流特性以及恒压特性与恒流特性的组合等。
综上所述,在电子控制型弧焊电源中,外特性的形状是依靠电压、电流负反馈及其组合形式来控制的。表4-1列出了常用弧焊电源外特性形状与选用的负反馈控制之间的关系。
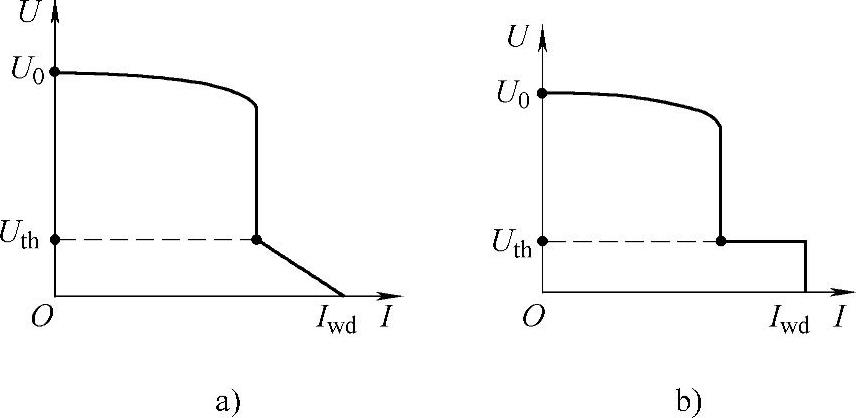
图4-14 恒流带外拖外特性
a)带斜外拖外特性 b)带恒流外拖外特性
表4-1 常用弧焊电源外特性形状与负反馈控制

有关现代弧焊电源及其控制的文章

相应的Uy=f曲线称为电源的外特性曲线。弧焊电源外特性的实质是电源的静态输出特性,又称为电源的静特性。而且r0越大,电源的外特性下倾程度越大。图2-20 弧焊电源的外特性曲线图2-21 一般直流电源的外特性对于日常经常使用的电灯、电炉、电机等负载,要求其电源的内阻r0越小越好,即外特性尽可能接近于平特性,这样当负载变化时,其端电压变化小,并联运行的其他负载端电压变化也小,因此不会影响各种电器的正常运行。......
2023-06-30

若两种方式结合,则可以获得有一定斜率的外特性曲线,也可实施分段控制,使不同的段获得不同的外特性,图6-30是几种实际的逆变式弧焊电源的外特性曲线形式,其控制原理参见4.3节。图6-30 逆变式弧焊电源外特性曲线形式2.控制电路逆变式弧焊电源的控制电路包括电压、电流信号检测、负反馈控制、TRC电路和驱动电路等。实际上,这是一个恒流外特性的控制过程。图6-33所示是恒流特性控制原理图。......
2023-06-30

可见,电流负反馈使电源的外特性为下降特性。下降特性曲线段为弧焊电源正常工作区域,也就是正常焊接的区域。在如图4-17所示电路中,比例放大器N2的输出是弧焊电源的控制电压信号Uk。......
2023-06-30

电源的外特性曲线形状除了影响“电源-电弧”系统的稳定性之外,还影响着焊接参数的稳定。空载点决定了电源的空载电压,工作区段主要反映了外特性曲线的形状,短路区段主要反映了短路电流值。对于这些弧焊方法,不仅要考虑其电弧静特性曲线的形状,而且还要考虑送丝的方式来选择弧焊电源外特性的形状。如图2-26所示,曲线1和2分别表示电源的平和下降外特性,曲线3是弧长为l1时的电弧静特性。......
2023-06-30

图11-8 纵向磨削法2)由于背吃刀量较小,工作台往复时间长,故生产率较低。纵向磨削法的磨削用量1)背吃刀量ap:粗磨:ap=0.01~0.04mm;精磨:ap≤0.01mm。表11-2 外圆磨削用量表11-3 粗磨背吃刀量2.切入磨削法切入磨削法又称横向磨削法,如图11-9所示。2)磨削时,会产生较大的磨削力和磨削热,工件易产生变形,严重时会发生烧伤现象。图11-10 分段磨削法4.深切缓进磨削法深切缓进磨削法是一种高效率的磨削法,在一次纵向进给中将工件的全部磨削余量切除。......
2023-06-28
点焊接头是在热-机械(力)联合作用下形成的。点焊时的加热是建立焊接温度场,促进焊接区塑性变形和获得优质连接的基本条件。例如,低碳钢点焊质量监控中的“动态电阻法”。由于Q2、Q3的强烈作用,离开熔核边界温度降低很快。塑变能与热能使接触点的原子不断激活,接触面消失,继续加热形成熔化核心,简称熔核。图2-2-8f表示优质接头的熔核柱状组织示意图,断口形貌......
2023-06-26
“min/max”表明目标函数可以为最大化或者最小化。与单目标优化问题相比,多目标优化问题更加复杂。在具有多个目标函数的优化问题中,通常存在有一组无法进行相互比较的解,而不存在唯一最优解,因此多目标优化问题的最优解是一组折中解,称为非支配解或Pareto最优解。图9-2非支配解及Pareto前沿3)偏好结构多目标优化问题的求解中通常存在一组无法进行相互比较的解,取这组解中符合决策者偏好的最优解为最终决策结果。......
2023-07-02

相关推荐