所谓智能控制就是采用智能化理论和技术进行弧焊电源输出电压、电流的控制。目前在现代弧焊电源中常用的智能控制技术有模糊控制技术、专家系统控制技术、神经网络控制技术等。组合智能控制技术 将智能控制与传统PID控制等组合起来的控制,称为组合智能控制,如PID模糊控制、神经自适应控制等。......
2023-06-30
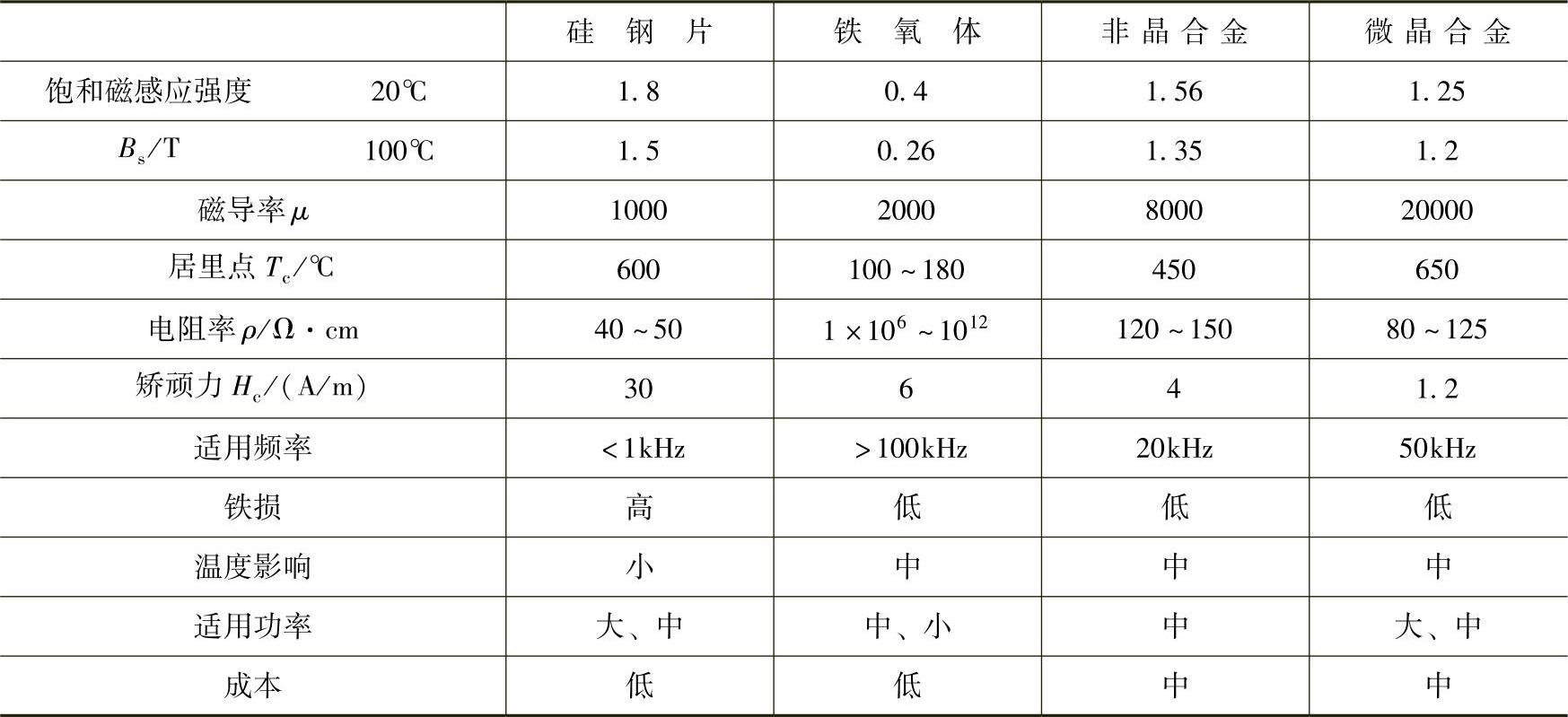
现代弧焊电源中变压器、电抗器铁心常用的磁性材料有硅钢片、铁氧体、非晶合金、微晶合金等。表3-1列出了常用磁性材料的基本特性参数及主要磁性能。
表3-1 常用磁性材料的基本特性参数及主要磁性能
1.硅钢片磁性材料
硅钢片是一种含硅的合金材料,又称电工钢片。一般含硅量越高,硅钢的磁感应强度就越高。硅钢可分为热轧硅钢和冷轧硅钢。热轧硅钢由于其可利用率低,能量损耗大,逐渐被淘汰。冷轧硅钢又分为冷轧取向硅钢和冷轧无取向硅钢。变压器铁心主要选用冷轧取向硅钢片。
硅钢片的特点是饱和磁感应强度高、居里温度高、成本低、可以冲片、切割加工等,但是硅钢片的电阻率低、高频损耗大,一般使用频率不超过400Hz,在低频、大功率下最为适用。弧焊变压器、现代弧焊整流电源中的变压器、电抗器等铁心一般都采用冷轧硅钢片。
常用的硅钢片带材的厚度为0.2~0.5mm,可以采用冲压方法,将硅钢片制成E型或条形,经过叠片组装,制作成口字形或日字形变压器铁心形式,图3-8为硅钢片及变压器铁心示例。
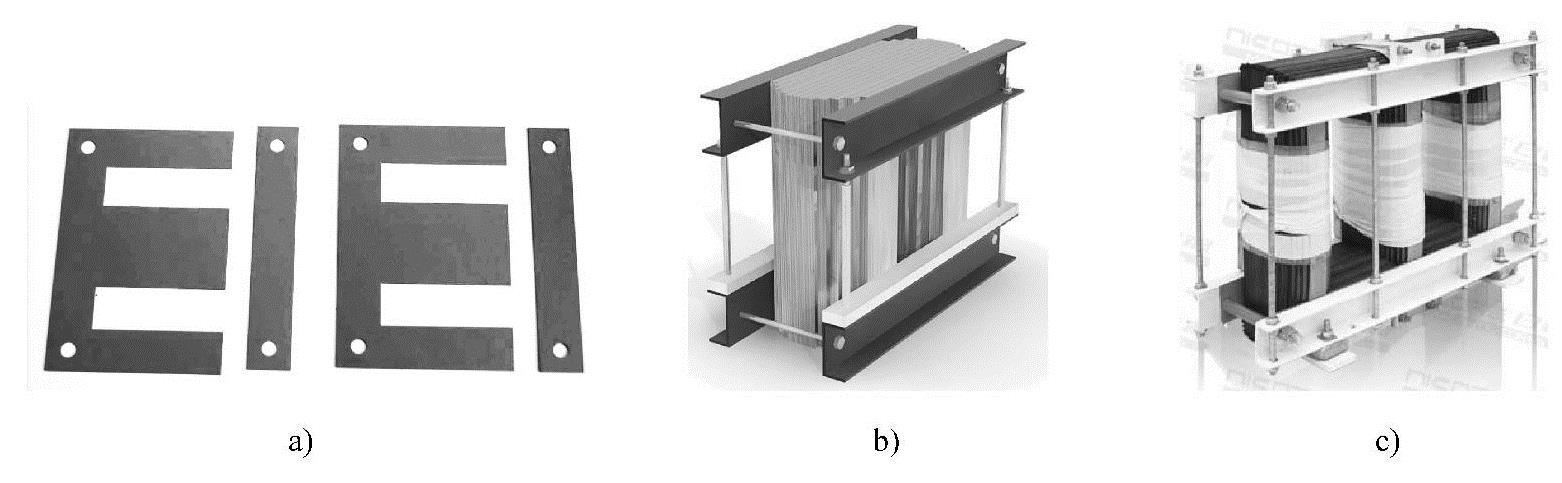
图3-8 硅钢片及变压器铁心
a)E字形和一字形硅钢片 b)一字形硅钢片叠成的口字形铁心 c)一字形硅钢片叠成日字形铁心
薄或超薄硅钢片单片厚度可以达到0.1~0.2mm,变压器的工作频率可以达到400Hz到几kHz。随着硅钢片厚度减少,高频损耗减小,但加工成薄片困难,成本增加较多,晶闸管逆变弧焊电源中变压器工作频率比较低,可以选用超薄硅钢片,而其他逆变弧焊电源中变压器工作频率比较高,很少使用硅钢片。
2.铁氧体磁性材料
铁氧体是铁和其他金属元素构成的复合氧化物,化学分子式为MeFe2O3,其中,Me表示一种或几种2价的过渡金属离子,如锰、镍、锌、钴、铜、镁等,铁氧体由这些金属化合物的混合物烧结而成。
与硅钢片相比,铁氧体的饱和磁感应强度低、居里温度低、力学性能脆、易裂易碎,特别是加工成为大规格的铁氧体时,成品率低,成本较高;但是铁氧体具有很高的电阻率,能够有效抑制涡流产生,高频损耗小,工作频率高,因此多用于小功率逆变弧焊电源的变压器与电抗器中。
目前,逆变弧焊电源中采用铁氧体磁性材料的形状有E形、U形、矩形和环形等。瑞典EASB公司生产的LHL315逆变弧焊电源使用的是E形磁心,美国LINCON公司生产的V300系列、芬兰KEMPPI公司生产的MASTER350系列逆变弧焊电源采用的是矩形磁心。图3-9所示是铁氧体磁性材料形状示例。
3.非晶合金和微晶合金磁性材料
非晶合金磁性材料是以铁、钴、镍等第一过渡族元素为基,加入其他类金属(P、B、Si等易形成非晶的元素),高温熔化后,采用了超急冷凝固技术(冷却速度>105℃/s),从钢液到薄带成品一次成形,得到的长程无序,短程有序,没有晶粒、晶界存在的玻璃态合金,称之为非晶合金。非晶合金具有许多独特的性能,包括优异的磁性能。
非晶态合金经热处理可以得到微晶合金。微晶合金具有优异的磁性能,某些磁性能比非晶合金还有所提高。
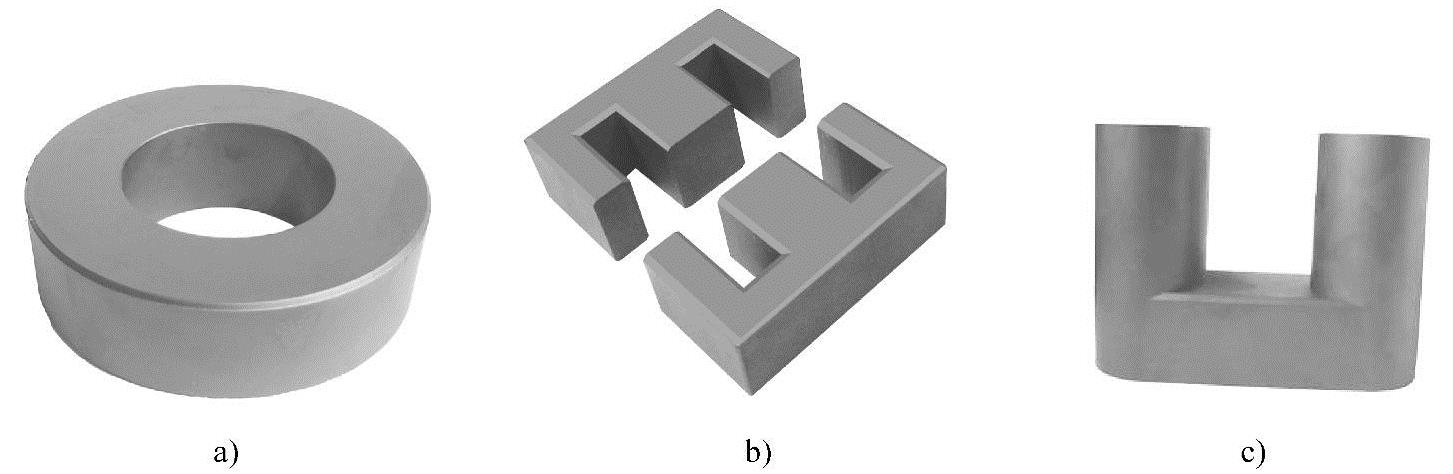
图3-9 铁氧体磁性材料
a)环形 b)E形 c)U形
由表3-1可见,非晶合金和微晶合金磁性材料的饱和磁感应强度较高,居里温度较高,电阻率是硅钢片2~3倍以上,尤其是其矫顽力很小,铁损低。非晶合金和微晶合金磁性材料的工作频率为20~50kHz,完全满足目前逆变弧焊电源对磁性材料的要求,因此,目前在逆变弧焊电源中得到了应用。但目前该类磁性材料的成本还偏高。
图3-10是微晶合金磁性材料的示例。
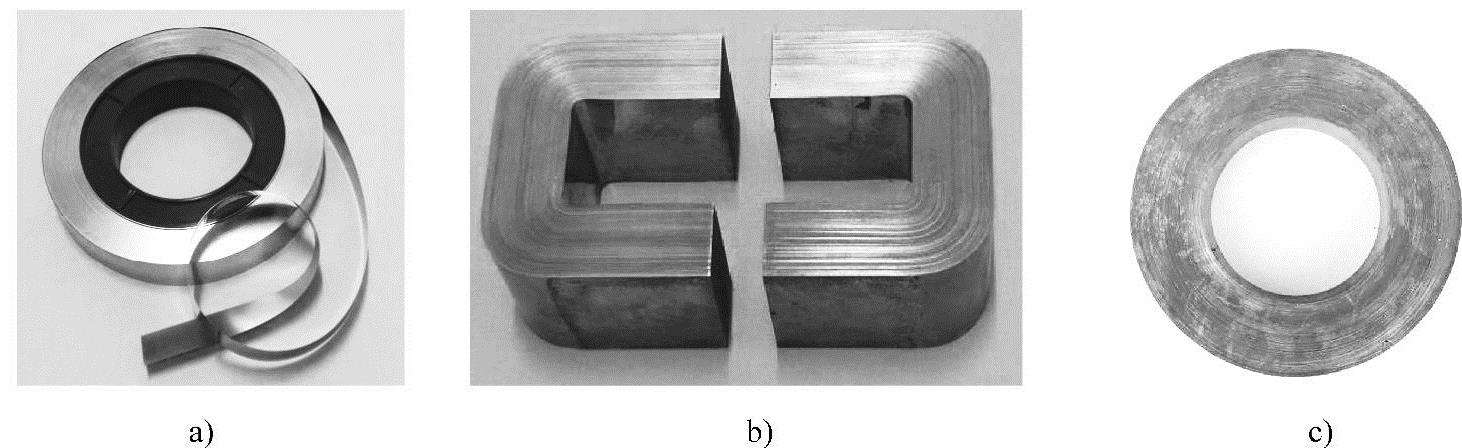
图3-10 微晶合金磁性材料
a)带材 b)U形 c)环形
有关现代弧焊电源及其控制的文章

所谓智能控制就是采用智能化理论和技术进行弧焊电源输出电压、电流的控制。目前在现代弧焊电源中常用的智能控制技术有模糊控制技术、专家系统控制技术、神经网络控制技术等。组合智能控制技术 将智能控制与传统PID控制等组合起来的控制,称为组合智能控制,如PID模糊控制、神经自适应控制等。......
2023-06-30

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30

不同的弧焊电源具有不同的特性,不同的焊接结构厚度、焊接工艺方法所需的弧焊电源的外特性、动特性和焊接电流、电压参数调节范围不同。对于具有下降特性的弧焊电源,当某种原因使焊接电流增加时,弧焊电源的输出电压在一定范围内迅速下降。埋弧焊 埋弧焊的电弧静特性为平段。采用小电流埋弧焊时,弧焊电源的空载电压为65~75V。当焊丝直径大于2mm时,宜用变速送丝系统配下降特性弧焊电源。弧焊电源的空载电压一般为65~80V。......
2023-06-30

正确地使用和维护弧焊电源,不仅能保持它工作性能正常,而且能延长弧焊电源的使用寿命。当接入负载时:电源1输出的电流为电源2输出的电流为负载电流为可见,负载电流在并联的电源中按与阻抗成反比的原则分担。使用时应使空载电压相近;调节阻抗使负载电流的分担与电源的容量相应。......
2023-06-30

弧焊逆变器也称为弧焊整流器、逆变式弧焊整流器、逆变式弧焊电源。晶体管式、场效应管式和IGBT式弧焊逆变器均采用这种调节控制方式。如晶闸管式弧焊逆变器,用换向电容的换挡进行粗调脉宽,用改变频率进行细调节。......
2023-06-25
可见,电流负反馈使电源的外特性为下降特性。下降特性曲线段为弧焊电源正常工作区域,也就是正常焊接的区域。在如图4-17所示电路中,比例放大器N2的输出是弧焊电源的控制电压信号Uk。......
2023-06-30

在20世纪70年代以前,国内承压设备的制造和安装单位所用的弧焊电源多是交流弧焊变压器和直流弧焊发电机。焊机的变化主要体现在以下四个方面:1)多种形式的弧焊整流器正在取代直流弧焊发电机,除了在无电网的野外施工采用内燃驱动弧焊发电机以外,电动机式弧焊发电机已逐渐淘汰。3)多种形式的脉冲弧焊电源的研制成功,进一步提高焊接质量、适应全位置和自动化焊接。......
2023-06-23

弧焊电源的DSP控制,借助DSP实现控制算法和PWM信号发生电路的全数字化,完成电压和电流信号的反馈运算、PWM波形的输出、系统实时监控及保护、系统通信等功能,其控制原理框图如图1-2-45所示。基于上述思想,Fronius公司推出了全数字化弧焊电源,随后Panosonic等公司也推出了各自的全数字化弧焊电源产品,并相继进入中国市场。图1-2-45 弧焊电源的DSP控制原理框图就控制系统结构而言,全数字化控制由单片机和DSP共同构成。......
2023-06-25
相关推荐