所谓电弧的稳态,是指电弧长度、电弧电压和电流在较长时间内不改变数值,处在相对稳定的状态。因此,就要求弧焊电源在焊接中,当电弧长度、电弧电压和电流变化时,必须具有满足动态电弧负载要求的特性,该特性就是弧焊电源的动特性。弧焊电源的动特性对电弧焊中的引弧、燃弧和熔滴过渡状态具有重要的影响,它是能否获得满意焊缝质量的重要因素之一。......
2023-06-30
对弧焊电源动特性好坏的评定,就主观评定而言,是由操作者经试焊后做出的。所谓动特性好,一般指引弧和重新引弧容易,电弧稳定和飞溅少。就客观评定而言,是用仪器测定一些参数后做出评定的(按有关国家标准规定的技术指标来评价)。
不同的焊接电弧、不同的焊接方法对弧焊电源的动特性要求不同。由于引起焊接电弧、焊接过程瞬态变化的影响因素很多,因此通过一些具体的参数指标来衡量弧焊电源动特性的优异是很困难的,目前国内外对弧焊电源动特性的客观评价标准还处于研究中。
我国对于弧焊整流器提出了一个动特性指标,见表2-4。该动特性指标主要是针对诸如电磁惯性比较大的电磁控制型弧焊整流器而制定的。对于弧焊变压器、晶闸管式弧焊整流电源、逆变式直流弧焊电源等来说,因为很容易达到表2-4列出的动态性能指标,无须以此来考核。
表2-4 弧焊整流器动特性指标
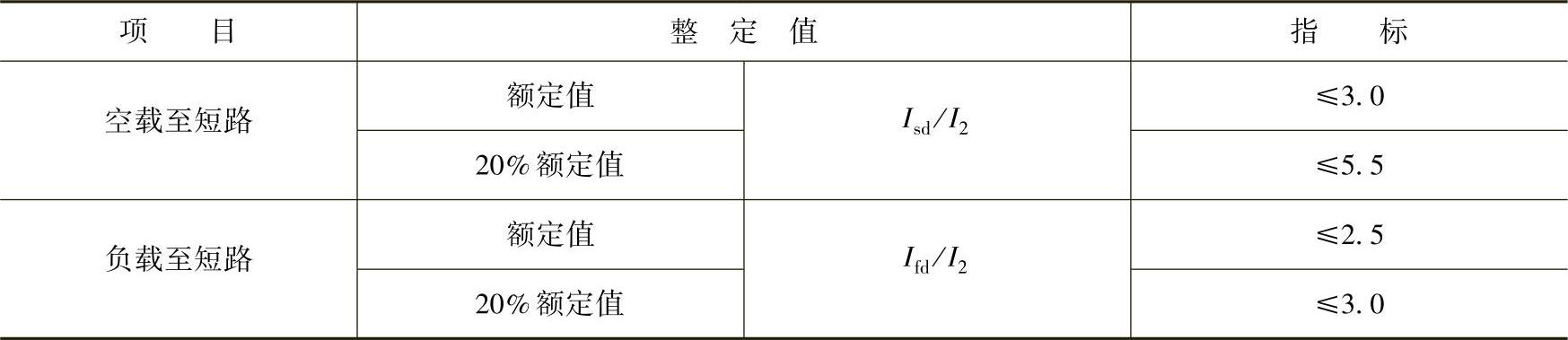
多数的现代弧焊电源虽然没有具体的动特性评价指标,但是都要求保证引弧容易且可靠、焊接电弧稳定、焊接飞溅小、成形良好等要求。在熔化极电弧焊中,引弧与飞溅情况往往是考核电源动态性能的重要内容。
在检测弧焊电源引弧情况时,一般可以采用记忆示波器、光线示波器等仪器记录焊接引弧过程的焊接电流和负载电压波形,以三次引弧时间平均值的大小来确定引弧的难易。在评定熔化极气体保护焊引弧性能方面,有人采用如下综合性指标:

式中,Xzi为某次引弧过程(见图2-38)中断次数。Xz为10次引弧过程的中断平均次数。对机械化熔化极气体保护焊对引弧性能的要求为 ;用于微机控制或机器人焊接的熔化极气体保护焊,对引弧性能的要求为
;用于微机控制或机器人焊接的熔化极气体保护焊,对引弧性能的要求为 。
。
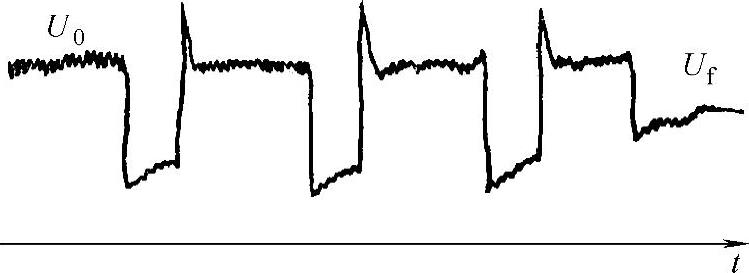
图2-38 引弧过程电压波形(图中所示为三次中断之后引燃电弧)
在检测弧焊电源飞溅情况时,往往采用称重法,即试件清洗称重,焊丝焊前、焊后称重,试件堆焊不小于250mm长的焊缝。
飞溅量=焊前试件重+(焊前焊丝重-焊后焊丝重)-焊后试件重。

按给定的焊接参数焊接三次,以平均值作为该弧焊电源该焊丝直径下的飞溅率,以此来评价弧焊电源飞溅的大小。
随着自动控制技术在弧焊电源的广泛应用,也有人提出了采用自动控制系统中评价系统动态响应的方法来评价弧焊电源的动特性,它包括系统响应的超调量、调节时间、系统响应曲线的振荡次数等。该方法详见有关书籍,本教材不做详细介绍。值得指出的是,采用该方法也存在一个评价指标问题。
有关现代弧焊电源及其控制的文章

所谓电弧的稳态,是指电弧长度、电弧电压和电流在较长时间内不改变数值,处在相对稳定的状态。因此,就要求弧焊电源在焊接中,当电弧长度、电弧电压和电流变化时,必须具有满足动态电弧负载要求的特性,该特性就是弧焊电源的动特性。弧焊电源的动特性对电弧焊中的引弧、燃弧和熔滴过渡状态具有重要的影响,它是能否获得满意焊缝质量的重要因素之一。......
2023-06-30

根据外特性曲线的形状,埋弧焊电源有下降特性和平特性两种。交流弧焊电源在单丝大电流埋弧焊或多丝串列电弧埋弧焊中均适用。用于交流埋弧焊的弧焊变压器,要求其电流接近正弦波形,电压接近矩形波形。交流弧焊电源具有下降特性。埋弧焊电源选择必须考虑焊丝直径的粗细、自动送丝方式和焊接电流大小这三个因素。......
2023-06-25

若是MAG/MIG焊,单片机控制系统通过对电弧电压、焊接电流信号的采集比较,使焊丝速度和电弧电压调节到预定焊接参数。如需预热,待工件预热到一定时间后,单片机发出起动行走指令,并输出一定数值的焊接速度信号,开始正常焊接,单片机实时数字显示焊接电流及电弧电压,自动进行焊接过程的参数变换。收弧完毕,单片机进入焊接结束状态,并关闭所有通道。......
2023-06-25
熔化极电弧焊中,所采用的工艺方法和焊接参数不同,熔滴过渡形式不同,负载的变化情况各异,对弧焊电源动特性的要求就有所不同。以短路过渡的熔化极电弧焊来说,电弧不停地在负载、短路和空载三态之间转换,所以采用短路过渡的熔化极电弧焊对电源的动特性提出了较高的要求。满足细丝CO2焊接短路过渡对di/dt的要求,是衡量该类电源动特性的一个重要指标,但是目前尚无具体的评价指标。......
2023-06-30

不同的弧焊电源具有不同的特性,不同的焊接结构厚度、焊接工艺方法所需的弧焊电源的外特性、动特性和焊接电流、电压参数调节范围不同。对于具有下降特性的弧焊电源,当某种原因使焊接电流增加时,弧焊电源的输出电压在一定范围内迅速下降。埋弧焊 埋弧焊的电弧静特性为平段。采用小电流埋弧焊时,弧焊电源的空载电压为65~75V。当焊丝直径大于2mm时,宜用变速送丝系统配下降特性弧焊电源。弧焊电源的空载电压一般为65~80V。......
2023-06-30
为保证一定的Uf,要求Uf随If增大而增大。根据生产经验规定Uf与If的关系为一缓升直线,把它作为规定负载特性,以便确定弧焊电源的If或Uf调节范围。1)焊条电弧焊和埋弧焊的负载特性。2)TIG焊和等离子弧焊的负载特性。通常要求如下:Ifmax/Ie≥1.0,Ifmin/Ie≤0.20。其中,Ie为额定焊接电流。在等速送丝MIG/MAG/CO2焊时,If主要由送丝速度决定,与电压无关。......
2023-06-25

电子控制式弧焊电源又称为电子弧焊电源。1)移相式弧焊电源采用大功率晶闸管作为整流器件,采用晶闸管的移相控制。2)模拟式弧焊电源是在二极管整流的基础上,采用了功率晶体管作为电源输出电流或电压的调节器件,功率晶体管工作在模拟状态,相当于可变电阻。数字控制技术目前主要用于逆变式弧焊电源或者整流式弧焊电源,而更多的是用于逆变式弧焊电源。......
2023-06-30

可见,电流负反馈使电源的外特性为下降特性。下降特性曲线段为弧焊电源正常工作区域,也就是正常焊接的区域。在如图4-17所示电路中,比例放大器N2的输出是弧焊电源的控制电压信号Uk。......
2023-06-30
相关推荐