相应的Uy=f曲线称为电源的外特性曲线。弧焊电源外特性的实质是电源的静态输出特性,又称为电源的静特性。而且r0越大,电源的外特性下倾程度越大。图2-20 弧焊电源的外特性曲线图2-21 一般直流电源的外特性对于日常经常使用的电灯、电炉、电机等负载,要求其电源的内阻r0越小越好,即外特性尽可能接近于平特性,这样当负载变化时,其端电压变化小,并联运行的其他负载端电压变化也小,因此不会影响各种电器的正常运行。......
2023-06-30
电源的外特性曲线形状除了影响“电源-电弧”系统的稳定性之外,还影响着焊接参数的稳定。
所谓的焊接参数是指,焊接时为了保证焊接质量而选定的诸物理量,与弧焊电源密切相关的物理量是焊接电流、电弧电压等。假设由于某种干扰的影响,使电弧弧长发生变化,从而引起电源-电弧系统工作点移动、焊接电流、电弧电压出现静态偏差。为了获得良好的焊缝成形,希望焊接电流、电弧电压的静态偏差越小越好,亦即要求焊接参数稳定。
综上所述,焊接参数稳定是指在焊接过程中,在存在外界干扰的情况下,焊接参数变化量越小,说明焊接参数越稳定。
有时某种形状的电源外特性可以满足“电源-电弧”系统的稳定条件,但却不能保证焊接参数稳定的要求。因此在选择电源外特性时,不仅要考虑系统的稳定性,而且要结合各种弧焊方法的特点,考虑焊接参数的稳定性。此外,电源外特性形状还关系到电源的引弧性能、熔滴过渡过程和使用安全性等,这些都是确定电源外特性的依据。
在各种弧焊方法中,电弧放电的物理条件和焊接参数不同,电弧静特性曲线的形状不同,相应的弧焊电源外特性曲线形状也不同。为了便于分析,将弧焊电源的外特性曲线分为空载点、工作区段和短路区段三个部分。空载点决定了电源的空载电压,工作区段主要反映了外特性曲线的形状,短路区段主要反映了短路电流值。
1.弧焊电源外特性工作区段形状的选择
弧焊电源外特性工作区段是指外特性上在稳定工作点附近的区段。
(1)焊条电弧焊 在焊条电弧焊中,电弧静特性是水平特性(或者说处于整个电弧静特性曲线的水平段)。根据“电源-电弧”系统稳定性的要求,可以选择下降外特性的弧焊电源。但是,在焊条电弧焊中,由于工件形状不规则或手工操作技能的影响,电弧弧长的变化是不可避免的。要保证焊接质量,希望在弧长变化时焊接参数稳定,特别是希望焊接电流稳定;同时需要保证电弧有一定的弹性(所谓电弧的弹性是指电弧弧长在较大范围内变化时,电弧都能够稳定燃烧的性能。对于弧长稍有变化,电弧就不能稳定燃烧,甚至熄灭的现象称为电弧弹性差)。
图2-25所示是采用不同外特性弧焊电源进行焊条电弧焊时,弧长变化时引起焊接电流变化的示意图。当弧长从l1变化到l2时,由于电源的外特性曲线形状的不同,原来的“电弧-电源”系统的稳定工作点A0将分别移动到A1、A2、A3点,产生的焊接电流偏差分别是ΔI1、ΔI2和ΔI3,而且ΔI1<ΔI2<ΔI3。由此可见,当电弧长度发生变化时,电源外特性曲线下降陡度越大,即Kw值越大,则焊接电流偏差就越小。焊接电流偏差小不仅可以保证焊接电流的稳定,而且还可以增加电弧的弹性,因为弧长增加将使焊接电流减小,当焊接电流减小到一定程度就会导致熄弧,电源外特性下降陡度大,则允许弧长有较大程度的拉长,而不会使焊接电流减小过多而熄弧,即电弧弹性好。采用恒流外特性的电源,焊接参数是最稳定的,电弧弹性也是最好的。
(2)熔化极电弧焊 熔化极电弧焊包括埋弧焊、熔化极氩弧焊(MIG)和CO2气体保护焊与含有活性气体的混合气体保护焊(MAG)等。对于这些弧焊方法,不仅要考虑其电弧静特性曲线的形状,而且还要考虑送丝的方式来选择弧焊电源外特性的形状。
根据送丝方式不同,熔化极电弧焊可分为两种:等速送丝的熔化极电弧焊和变速送丝的熔化极电弧焊。
1)等速送丝的熔化极电弧焊。它包括熔化极氩弧焊、CO2气体保护焊与含有活性气体的混合气体保护焊或细丝(焊丝直径≤ϕ3mm)的埋弧焊,其电弧静特性均是上升特性。单纯从电弧静特性来看,这些焊接方法中采用下降、平、微升(上升的陡度需小于电弧静特性上升的陡度)外特性的弧焊电源都可以满足“电源-电弧”系统稳定条件。但是,不同形状的外特性对于焊接参数的稳定性影响却有很大不同。
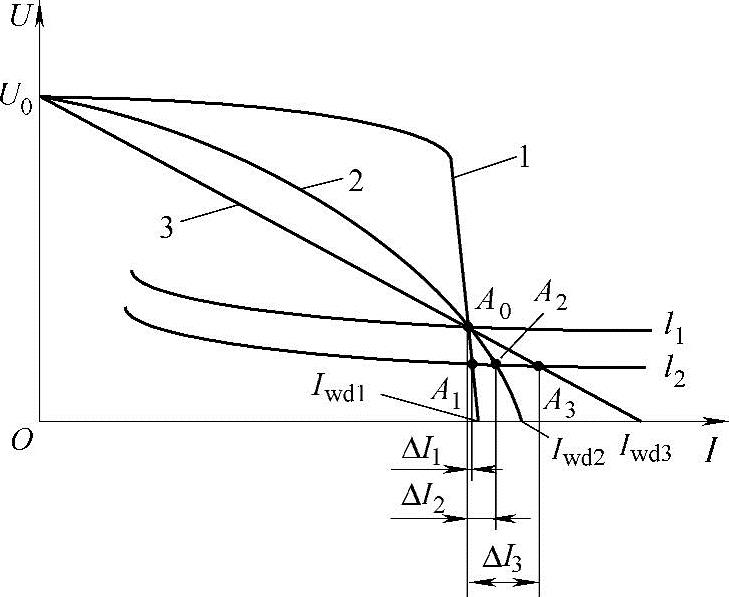
图2-25 弧长变化引起的电流变化
1—恒流外特性电源 2、3—缓降外特性电源 l1、l2—电弧静特性
由于等速送丝熔化极电弧焊的焊丝直径较小,焊接电流密度较大,因而电弧的自身调节作用较强(所谓电弧的自身调节作用是指,当焊接弧长发生变化时,引起焊接电流和焊丝熔化速度的变化,从而可以使弧长自动恢复的作用)。假设弧长增加,则系统的稳定工作点左移,焊接电流减小,使焊丝熔化速度减慢,但是由于等速送丝控制中的送丝速度不变,因而导致弧长减小,使弧长自动恢复到初始值;假设弧长变短,则系统的稳定工作点右移,焊接电流增大,使焊丝加快熔化,同样,由于送丝速度不变,因此导致弧长增大,使弧长自动恢复到初始值。通过弧长自身调节作用原理分析还可知,当弧长发生变化时,焊接电流变化越大,焊丝熔化速度变化越明显,电弧自身调节作用越强,焊接参数稳定性越好。
图2-26所示是采用不同外特性弧焊电源进行熔化极电弧焊时,弧长变化引起焊接电流变化的示意图。
如图2-26所示,曲线1和2分别表示电源的平和下降外特性,曲线3是弧长为l1时的电弧静特性。假设分别用平外特性和下降外特性电源进行焊接,初始弧长为l1,其稳定工作点都是A0。若干扰使弧长变短为l2,相应的电弧静特性为曲线4,于是稳定工作点也分别移至A1和A2。对应A0点,A1和A2点的焊接电流都增大。因为采用平外特性电源产生的电流偏差ΔI1大于用下降外特性电源的电流偏差ΔI2,所以前者的电弧弧长的自身调节作用强,弧长恢复得快。由此可知,在焊丝电流密度较大、电弧静特性为上升曲线的情况下,应尽可能采用平外特性的电源,这时电弧自调作用才足够强烈,容易使焊接参数稳定。此外,用平外特性电源还具有短路电流大,易于引弧、有利于防止焊丝回烧和粘丝等好处。采用微升外特性的电源固然可进一步增强电弧自身调节作用,但因其会引起严重的飞溅等原因而一般不宜采用。综上所述,在等速送丝的熔化极电弧焊中,一般选择平的或平缓下降的外特性弧焊电源。

图2-26 等速送丝熔化极气体保护焊接系统示意图
a)弧焊装置 b)弧焊电源外特性与电弧静特性
2)变速送丝控制系统的熔化极电弧焊。包括埋弧焊(焊丝直径>ϕ3mm)和粗丝的熔化极气体保护焊,它们的电弧静特性是平特性。为满足Kw>0,只能采用下降外特性的弧焊电源。因为焊丝直径较大,电流密度较小,电弧自身调节作用不强,不足以在弧长变化时维持焊接参数稳定,所以不宜采用等速送丝控制,而要采用如图2-27所示的变速送丝控制系统。
变速送丝控制往往是利用电弧电压作为反馈量来调节送丝速度,当弧长增大时,电弧电压增大,相应的电压反馈量增大,迫使送丝速度加快,使弧长得以恢复;当弧长减小时,电弧电压减小,相应的电压反馈量减小,迫使送丝速度减慢,使弧长得以恢复。电弧电压反馈送丝速度调节作用的强弱,与电弧电压的变化量及反馈控制有关。选择较陡降的外特性,在弧长变化时不仅有较大的电压变化,利于电弧电压反馈控制,而且电流偏差较小,有利于焊接参数的稳定。所以,在变速送丝的熔化极电弧焊中,一般选择较陡的下降外特性弧焊电源。
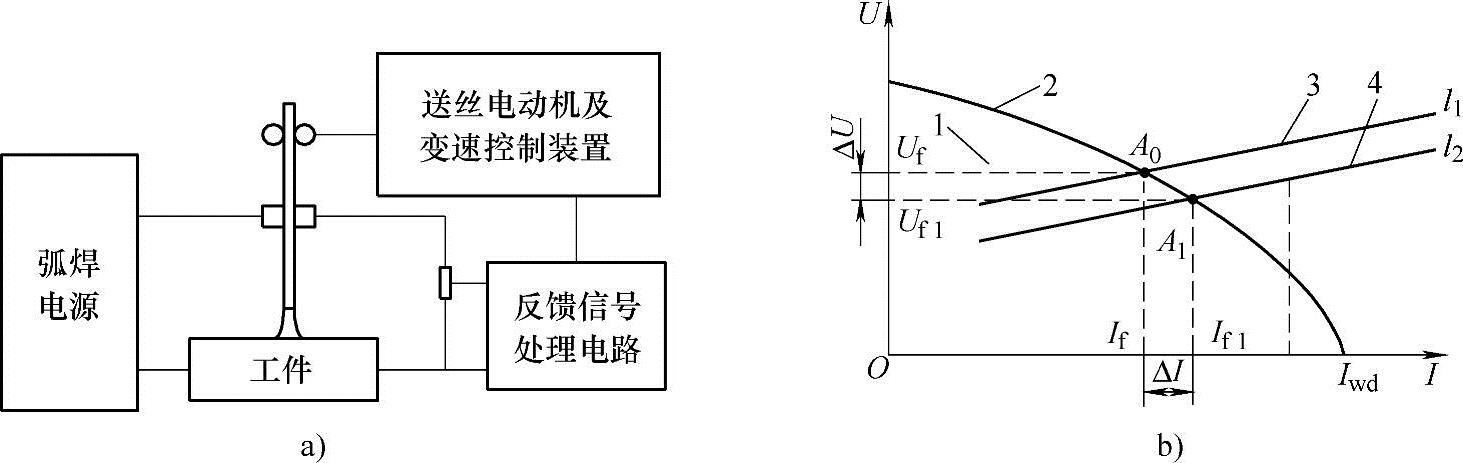
图2-27 变速送丝熔化极气体保护焊接系统示意图
a)弧焊装置 b)弧焊电源外特性与电弧静特性
(3)非熔化极电弧焊 非熔化极电弧焊包括钨极氩弧焊、等离子弧焊等。它们的电弧静特性工作部分呈平的或略上升的形状。由于在不熔化极电弧焊中,电极本身没有熔滴过渡问题,因此,其焊接参数稳定主要是指焊接电流稳定,故最好采用恒流特性的电源。当弧长变化时,采用恒流特性的电流偏差最小。
(4)熔化极脉冲电弧焊 目前熔化极脉冲电弧焊主要用于熔化极氩弧焊或混合气体保护焊中,一般采用等速送丝,利用电弧自身调节作用来稳定焊接参数。由于脉冲电弧焊中维弧电流和脉冲电流相差较大,因此在脉冲电流和维弧电流阶段选择不同的外特性形状,图2-28所示为四种常用的脉冲电弧焊外特性组合方法。
1)恒压特性与恒压特性。如图2-28a所示,脉冲电流和维弧电流均由恒压特性的电源供电。这种外特性组合由于电弧自调节作用较强,因而适合等速送丝的熔化极脉冲电弧焊。但是,在平均电流较小时的维弧阶段,若电弧拉长了,很容易引起断弧,如图中的A1点;而在脉冲阶段时,由于电弧自调节作用过强容易引起焊接电流的波动,从而影响熔滴过渡的均匀性。
2)恒流特性与恒压特性。如图2-28b所示,维弧电流由恒压特性的电源供电,而脉冲电流由恒流特性的电源供电,因此改善了脉冲阶段电弧的稳定性,提高了熔滴过渡的均匀性。
3)恒流特性与恒流特性。如图2-28c所示,脉冲电流和维弧电流均由恒流特性的电源供电。脉冲阶段焊接电流稳定,熔滴过渡均匀,电弧弹性好,但是电弧自调节作用较差,维弧阶段由于电流小,容易发生短路现象。

图2-28 四种常用的脉冲电弧焊外特性组合方法
a)恒压-恒压特性 b)恒流-恒压特性 c)恒流-恒流特性 d)恒压-恒流特性
4)恒压特性与恒流特性。如图2-28d所示,脉冲电流由恒压特性的电源供电,维弧电流由恒流特性的电源供电。脉冲阶段具有良好的电弧调节作用,但容易引起焊接电流的波动,而维弧阶段容易发生短路现象。
由上述四种外特性组合方法的分析可知,每种方法都有优缺点。例如,恒压特性使电弧具有足够的自调节能力,但对熔滴的均匀过渡不利,而恒流特性则相反,能使熔滴过渡均匀,成形好,但电弧的自调节能力较差。
随着科学技术的发展,一些新的外特性组合方式不断出现,其中双阶梯外特性组合是熔化极脉冲气体保护焊中比较实用的方法之一。双阶梯外特性如图2-29所示。
如图2-29所示,脉冲电流由“┌”形特性供电;维弧电流由“└”形特性供电,两者构成方框特性。如图所示,当弧长为l0时,维弧工作在A0点,脉冲电弧工作在B0点。若受干扰影响,弧长变为l1时,其维弧工作点将移至A1,脉冲电弧工作点将移至B1。由于在脉冲阶段电源具有恒流特性,因此熔滴过渡均匀;在维弧阶段电源具有恒压特性,使电弧弧长的自身调节作用增强而能防止短路。如果弧长增大为l2时,其维弧工作点将移至A2,脉冲电弧工作点向左移至B2。其维弧阶段电源外特性为恒流部分,可保证小电流时不断弧;而脉冲电弧进入恒压特性段,增加了电弧弧长的自调作用,可以自动恢复电弧的弧长。在正常工作情况下,脉冲电弧在B1~B2范围内工作,维持电弧在A1~A2范围内工作。在非正常情况下,电弧工作点可能超出A1~A2和B1~B2的范围,但不可能跳出方框之外。
双阶梯外特性严格地限制了焊接参数,并提供了良好的电弧自调节性能。在维弧阶段,基本上消除瞬间的断弧和短路现象,使电弧的稳定性提高。在脉冲阶段,恒流特性使熔滴过渡均匀,又不会烧焊枪的焊嘴,并能保证焊缝成形。此外,不论在维弧阶段,还是在脉冲阶段,都能产生较大的短路电流,因而,具有较好的引弧性能。显然,双阶梯外特性既综合了恒压特性使电弧具有足够的弧长自调节能力和恒流特性保持恒定的熔滴过渡的优点,又克服了恒压特性和恒流特性各自存在的缺点,实现了对焊接电弧的控制。
根据不同的焊接工艺要求,可以进行各种形状的外特性组合和切换,这就是所谓可控外特性。在外特性控制过程中电弧静特性与电源外特性的交点——稳定工作点,是不断变动而不是静止的。可控外特性只有用新型电子控制弧焊电源才能得到,而采用传统的机械调节或电磁控制型弧焊电源是非常困难的,甚至是不可能实现的。
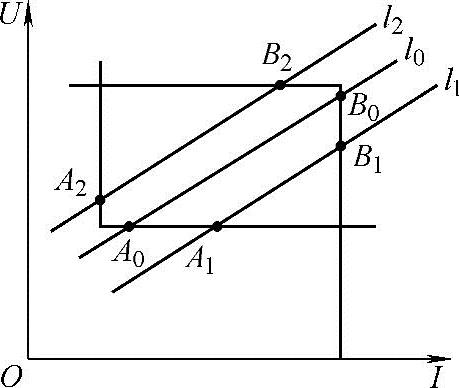
图2-29 双阶梯外特性
2.弧焊电源的空载电压
弧焊电源的空载电压(U0)是指电源输出为开路状态时,电源输出的电压值;或者说电源输出电流为零时,电源的输出电压值。
弧焊电源的空载电压对引弧、维持电弧的稳定燃烧有很大影响。例如,在熔化极电弧焊接触引弧时,焊条(或焊丝)和工件接触,因两者的表面往往有锈污或其他杂质,具有较大的接触电阻,只有较高的空载电压才能将其击穿,形成导电通路;此外,引弧时两极间隙的空气由不导电状态转变为导电状态,气体的电离和电子发射均需要较高的电场能,空载电压越高,则越有利。同样的道理,空载电压越高,对保证电弧的稳定燃烧越有利。但是,空载电压过高不仅对操作人员的安全不利,还使弧焊电源中的变压器体积、重量增大,能量损耗增加,效率降低,浪费材料和能量;在电子控制整流电源中甚至会影响小电流时焊接电流的纹波系数,从而影响电弧燃烧的稳定性。
确定弧焊电源的空载电压应遵循以下几项原则。
1)保证引弧容易。
2)保证电弧的稳定燃烧。在交流弧焊电源中为确保交流电弧的稳定燃烧,一般U0>(1.8~2.25)Uf。
3)保证电弧功率稳定。为了保证正弦交流电弧功率稳定,一般要求:

4)要有良好的安全性和经济性。
综上所述,在设计弧焊电源确定空载电压时,应在满足弧焊工艺需要,确保引弧容易和电弧稳定的前提下,尽可能采用较低的空载电压数值,以利于人身安全和提高经济效益。
根据我国焊接电源安全的规定(GB/T15579—1995),弧焊电源空载电压应符合以下要求:
对危险工作环境,直流弧焊电源的U0小于113V;交流弧焊电源的空载电压峰值小于68V、有效值小于48V。
对一般工作环境,直流弧焊电源的U0小于113V;交流弧焊电源的空载电压的峰值小于113V、有效值小于80V。
目前通用的交流弧焊电源中,焊条电弧焊电源的U0=55~70V,埋弧焊电源U0=70~90V。由于直流电弧比交流电弧易于稳定,空载电压可以低一些,但为了容易引弧,一般也取接近于交流弧焊电源的空载电压,只是下限低10V。
应当指出,上述空载电压范围是对于下降特性弧焊电源而言的。在一般情况下,用于熔化极自动、半自动弧焊的平特性弧焊电源可以具有较低的空载电压,而且要根据额定焊接电流的大小做相应的选择。另外,对一些专用性的弧焊电源,例如,带有引弧(或稳弧)装置的非熔化极气体保护焊电源,也可以降低空载电压。在特殊条件下和危险工作环境中,例如在锅炉体内或其他窄小的容器内、用于焊条电弧焊的弧焊电源等,为了保证焊工的安全,电源的空载电压比较低,而为了提高引弧性能,可以附加专门的引弧装置。
3.弧焊电源的稳态短路电流
弧焊电源输出电压为零,即Uy=0(Uf=0)时所对应的稳态电流为稳态短路电流Iwd。
这里提到的稳态短路电流主要是指下降特性弧焊电源Uy=0时对应的稳态电流。在焊条电弧焊中,当电弧引燃和金属熔滴过渡到熔池时,经常发生短路,如果稳态短路电流过大,容易发生焊条过热、药皮脱落、薄板穿孔等现象,会使熔滴中存在大的积蓄能量而增加溶滴过渡时的金属飞溅;如果短路电流太小,会因电磁压缩推动力不足而使引弧和焊条熔滴过渡产生困难。因此,对于下降特性的弧焊电源,一般要求稳态短路电流Iwd和焊接电流If之比是

显然,这个比值取决于弧焊电源外特性工作部分至稳态短路点之间的曲线形状(或斜率)。根据前面的分析可知,对于焊条电弧焊,为了使焊接参数稳定,希望弧焊电源外特性的下降陡度大,即Kw较大为好,最好采用恒流特性。但是,如果采用恒流特性,则其短路电流Iwd过小,造成引弧困难,而且电弧推力弱、熔深浅、熔滴过渡困难。
为了增大稳态短路电流,就要求恒流外特性的弧焊电源,在电压下降到一定值(10左右)之后,不再采用恒流特性,而采用比较缓降的特性,也就是采用恒流特性与缓降特性的组合,称为恒流(或陡降)带外拖的外特性。恒流与缓降特性的转换点称为外拖始点或拐点,缓降特性段即外拖始点到稳态短路点的区段为短路区段,可以称为外拖段。
焊条电弧焊最好采用恒流带外拖特性的弧焊电源,它既可以发挥恒流特性使焊接参数稳定的特点,又可以通过外拖增大短路电流,提高引弧性能和电弧熔透能力。可以根据焊条类型、板厚和焊接位置的不同调节外特性的外拖拐点和外拖部分斜率,以使熔滴过渡具有合适的推力,从而得到稳定的焊接过程和良好的焊缝成形。
应当指出,恒流带外拖特性的弧焊电源需要借助现代的大功率电子器件和电子控制电路,来实现外拖曲线特性的任意控制。图2-30所示为弧焊电源恒流带外拖外特性曲线示意图。外拖曲线形状主要有两种基本形式,图2-30a外拖曲线为一下降斜线,图2-30b外拖曲线为阶梯形状曲线。A0、A1是两个不同的拐点。
一般交流弧焊变压器中没有大功率电子器件和电子控制电路,其外特性通常为接近于1/4椭圆变化规律的缓降外特性或称陡降外特性,特性曲线形状是由弧焊变压器的结构所确定的。
对于非熔化极气体保护焊,如钨极氩弧焊或等离子弧焊,由于其电弧引燃需要专门的附加装置,其短路电流不需要增大,因此采用恒流电源,Iwd≈If。
对于采用平缓特性弧焊电源的短路电流控制问题,则是弧焊电源动特性研究的内容。
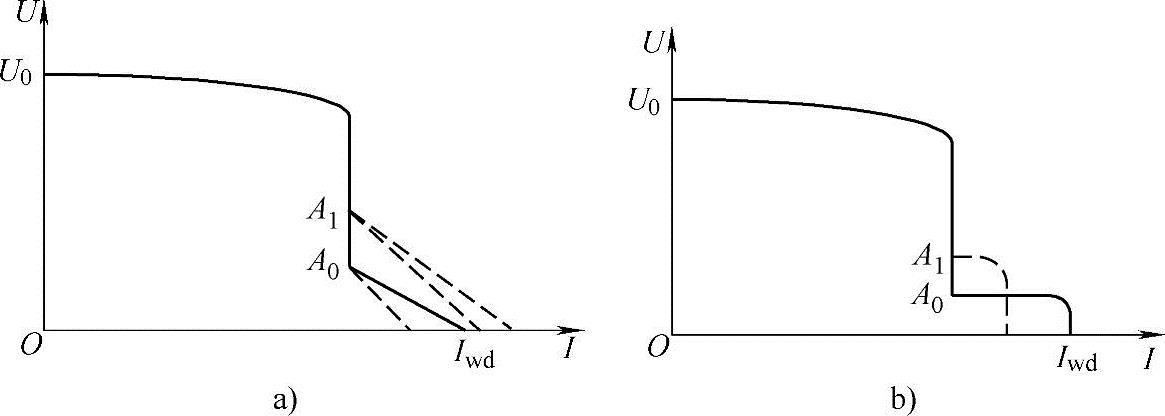
图2-30 恒流带外拖外特性曲线
a)外拖斜特性 b)外拖恒流特性
4.常用的外特性曲线及其应用
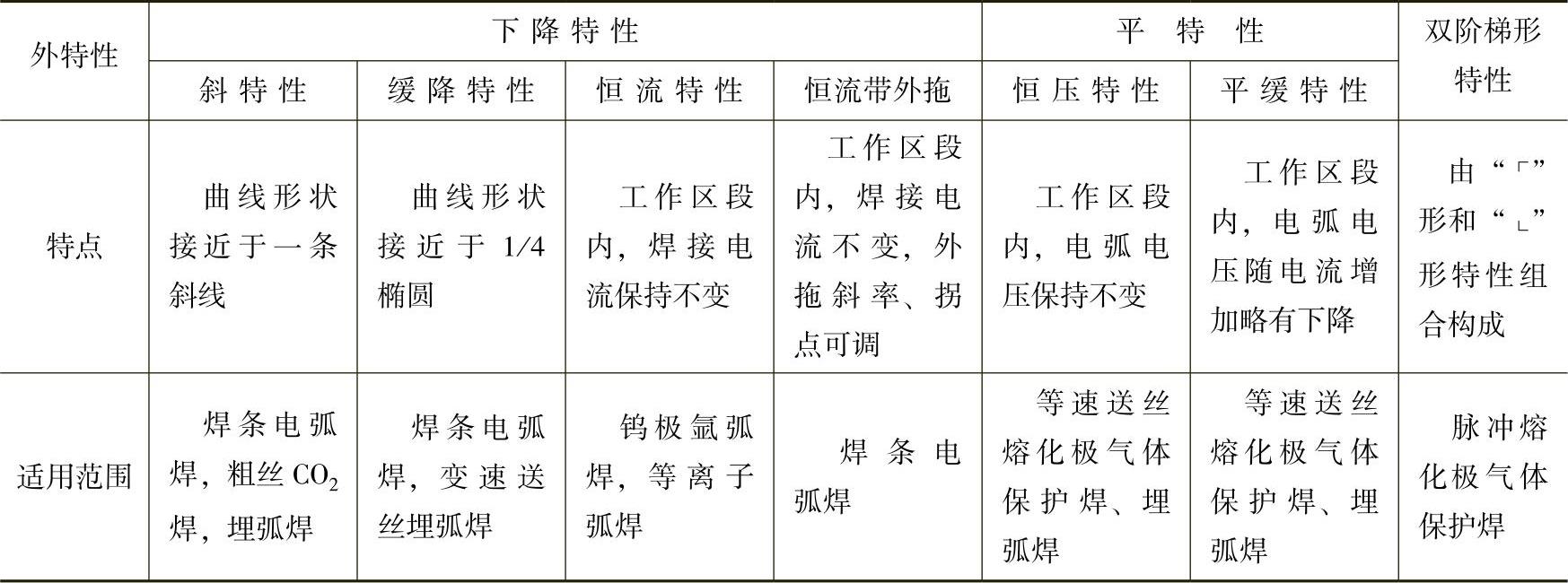
不同的弧焊工艺方法有不同的特点,因此需要采用不同外特性的弧焊电源。表2-2给出了常用弧焊电源的外特性曲线的特点及其应用。
表2-2 常用弧焊电源的外特性曲线的特点及其应用
有关现代弧焊电源及其控制的文章

相应的Uy=f曲线称为电源的外特性曲线。弧焊电源外特性的实质是电源的静态输出特性,又称为电源的静特性。而且r0越大,电源的外特性下倾程度越大。图2-20 弧焊电源的外特性曲线图2-21 一般直流电源的外特性对于日常经常使用的电灯、电炉、电机等负载,要求其电源的内阻r0越小越好,即外特性尽可能接近于平特性,这样当负载变化时,其端电压变化小,并联运行的其他负载端电压变化也小,因此不会影响各种电器的正常运行。......
2023-06-30
配制一系列不同浓度的NaCl和Na2 SO4混合溶液,并测出其电导率,列于表2。表2中A组为NaCl和Na2 SO4大浓度范围的混合液,全盐量浓度为50~2000mg/L。建立三组实验数据全盐量和电导率的线性关系和乘幂关系,将得到的线性回归方程和乘幂回归方程列于表3。表2浓度范围对关系曲线的影响单位浓度:mg/L;电导:μS/cm表3不同浓度范围下各回归方程的比较注表中x表示电导率,μS/cm;y表示全盐量mg/L。......
2023-06-26

不同的弧焊电源具有不同的特性,不同的焊接结构厚度、焊接工艺方法所需的弧焊电源的外特性、动特性和焊接电流、电压参数调节范围不同。对于具有下降特性的弧焊电源,当某种原因使焊接电流增加时,弧焊电源的输出电压在一定范围内迅速下降。埋弧焊 埋弧焊的电弧静特性为平段。采用小电流埋弧焊时,弧焊电源的空载电压为65~75V。当焊丝直径大于2mm时,宜用变速送丝系统配下降特性弧焊电源。弧焊电源的空载电压一般为65~80V。......
2023-06-30

可见,电流负反馈使电源的外特性为下降特性。下降特性曲线段为弧焊电源正常工作区域,也就是正常焊接的区域。在如图4-17所示电路中,比例放大器N2的输出是弧焊电源的控制电压信号Uk。......
2023-06-30
表1-2-3 交直流弧焊电源技术经济性比较与用途根据工作条件和需要选择1)在水下、高山、野外施工等场合没有交流电网,应选用汽油或柴油发动机拖动弧焊发电机。2)对于热敏感性大的合金钢、薄板单面焊双面成形、管道及全位置自动焊,宜用数字化脉冲弧焊电源。......
2023-06-25

在弧焊电源的选择中,必须要根据焊接工程实际的要求选择弧焊电源的功率。根据负载持续率确定许用焊接电流 弧焊电源能输出多大功率主要由其内部器件允许的温升来确定,这就要考虑负载持续率。表9-5是采用该弧焊电源在不同负载持续率X下的许用电流值。表9-5 不同负载持续率X下的许用焊接电流按国家标准,额定负载持续率为35%、60%和100%三种;工作周期为10min、连续。......
2023-06-30

下面介绍创建一个COS类型ISDX曲线的主要过程。首先要打开一个带有曲面的模型文件,然后要在选定的曲面上创建COS曲线。图8.2.15 隐藏曲线层Step3.选择下拉菜单命令,进入ISDX环境。图8.2.16 “曲线创建”操控板Step9.在选取的曲面上选取四个点,即可得到图8.2.17所示的COS曲线。图8.2.17 创建COS曲线图8.2.18 在四个视图状态查看COS曲线Step11.单击“曲线创建”操控板中的按钮。Step12.拖移“COS”ISDX曲线上的点。图8.2.19 在四个视图状态拖拉点图8.2.20 将COS曲线转化为“自由”曲线......
2023-06-20
②砂轮的多孔性好,有利于散热和容纳磨屑,砂轮不易堵塞。②砂轮具有一定的弹性,可避免烧伤工件表面,同时还具有一定的抛光作用。③耐热温度为200℃左右,故当磨削温度增高时砂轮会快速损耗,失去正常的外形。砂轮硬度影响砂轮的自锐性。......
2023-06-28
相关推荐