如图1-1-15a所示,在电弧焊中,弧焊电源是供电者,焊接电弧是用电者,两者构成“电源-电弧”系统。该系统的稳定性包含如下两方面的含义。这两个交点确定了系统的静态稳定状态。在干扰消失之后,系统能够自动地达到新的稳定平衡,使焊接参数重新恢复。系统自动恢复速度与弧焊电源Uy和电弧Uf之差及回路L有关,Kw越大,电感越小,恢复越快,稳定性越好。......
2023-06-25
弧焊电源与电弧构成供电-用电系统。为了保证焊接电弧稳定燃烧和焊接参数稳定,必须保证“电源-电弧”系统的稳定。
“电源-电弧”系统稳定有以下两个方面的含义:
1)无干扰时,能在给定负载电压和焊接电流下,保证电弧的稳定燃烧,系统保持静态平衡状态。
2)当系统受到瞬时干扰,破坏了系统原有的静态平衡时,负载电压和焊接电流发生变化;当干扰消失后,系统能够自动恢复到原来的平衡状态或者达到新的平衡状态。
系统处于静态平衡就是系统有一个静态工作点,即电源外特性曲线Uy=f(Iy)与电弧静特性曲线Uf=f(If)的交点。图2-23a、b中电源外特性与电弧静特性均相交于A0点,A0是系统的一个静态工作点。在系统的工作点A0,Uy和Iy分别等于电弧稳定时的电弧电压Uf和焊接电流If,即Uy=Uf,Iy=If。
但是在实际焊接过程中,由于操作的不稳定,工件表面的不平整,电网电压的波动等因素的影响,都会破坏系统的平衡。
如图2-23a所示,如果系统受到某种干扰以后,焊接电流减小了ΔIf,电源工作点移至B1,电弧的工作点移至B2,此时,UyB1>UfB2,即供大于求,这就使电流增加,从而使由于干扰引起的焊接电流偏移量ΔIf减小,直至恢复到原来的系统平衡点A0。同理,如果系统受到某种干扰以后,使焊接电流增加了ΔIf,系统也能自动恢复到原来的平衡点A0。
在图2-23b所示系统中,如果系统受到某种干扰以后,焊接电流减小了ΔIf,使电源工作点移至B1,电弧的工作点移至B2,此时,UyB1<UfB2,即供小于求,这就使焊接电流继续降低,最终将使电弧熄灭。

图2-23 “电源-电弧”系统稳定原理图
a)稳定系统 b)不稳定系统
可见,系统稳定的条件是特性Uy=f(Iy)与特性Uf=f(If)有交点,并且在交点的左边保证Uy>Uf,在交点的右边保证Uy<Uf。
系统稳定的条件也可以应用数学的方法来进行分析,分析的结果如图2-24所示:电弧静特性曲线在工作点的斜率(∂Uf/∂I=αa)必须大于电源外特性曲线在工作点的斜率(∂Uy/∂I=αp)。
系统稳定的程度可以由系统的稳定系数Kw来表示:

或者 Kw=tanαa-tanαp
当Kw>0时,系统稳定。Kw越大,系统越稳定。
由此可见,当电弧的静特性曲线形状一定时,系统的稳定性取决于电源的外特性曲线形状。也就是说,要保证“电源-电弧”系统的稳定,必须根据电弧的静特性曲线形状确定合适的弧焊电源的外特性曲线形状。表2-1是常用焊接电弧的静特性与相应的弧焊电源外特性形状对照表。
弧焊电源外特性的形状不仅仅与焊接电弧的静特性形状有关,而且还与各种焊接工艺方法的特点有关。满足“电源-电弧”系统稳定性的要求是电源外特性选择的必要条件,同时所选择的外特性形状还需要满足各种焊接工艺特点对电源外特性形状的要求。例如表2-1列出的埋弧焊(SAW)、熔化极气体保护焊(GMAW)可以选用平特性也可以选用陡降特性,而最终选用哪种电源外特性与选用的具体焊接工艺特点有关。
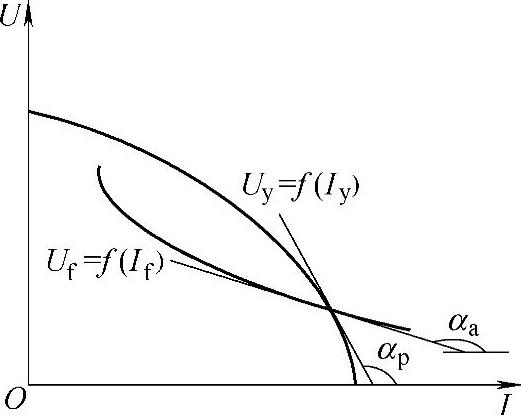
图2-24 “电源-电弧”系统稳定条件
表2-1 常用焊接电弧静特性与弧焊电源外特性

有关现代弧焊电源及其控制的文章

如图1-1-15a所示,在电弧焊中,弧焊电源是供电者,焊接电弧是用电者,两者构成“电源-电弧”系统。该系统的稳定性包含如下两方面的含义。这两个交点确定了系统的静态稳定状态。在干扰消失之后,系统能够自动地达到新的稳定平衡,使焊接参数重新恢复。系统自动恢复速度与弧焊电源Uy和电弧Uf之差及回路L有关,Kw越大,电感越小,恢复越快,稳定性越好。......
2023-06-25

混合电源系统一般由两部分组成,各个部分都是以互补的方式为系统提供电能。在混合电源系统中,使用超级电容器的原因就是其高功率密度与长循环寿命,作为辅助电源可以很好地满足实际应用中的高功率需求,或者平抑功率波动的需求。将超级电容器作为辅助能源的混合电源系统具有很广泛的应用。超级电容器组的总重为2.7t,体积为2.3m3。......
2023-06-22

在焊条电弧焊中,焊条的种类、规格等对焊接生产效率有着重大影响,高效率焊条包括两个方面:熔敷效率高和熔化速度快。通常用熔敷效率130%来区分一般铁粉焊条和高效铁粉焊条。......
2023-06-25

“光伏电源数据采集器”,可快速采集太阳能电池、蓄电池等器件的关键工作参数和太阳能辐射量、环境温度等气象参数,并且随时将采集的数据存入装置内的大容量非易失性数据存储器,最大容量可存入十年的工作数据。当10min内无按键操作时,将自动关闭背光电路,以便于降低采集器的自身功耗。......
2023-07-02

在两个虚线框中以外还有两个标有黑色圆点的结点,即Ⅳ-B、Ⅲ-B,分别表示具有粗熔滴过渡和爆炸过渡同时具有敞开型电弧,这种情况下电弧稳定性居中。表2-3列出了几种代表性常用焊条熔滴过渡形态、电弧类型、电弧稳定性结点位置和电弧稳定性系数值。......
2023-06-30
图5-5 电烙铁拆解互感滤波器3.桥式整流堆的检测与代换方法桥式整流堆的作用是将220V交流电整流后输出300V直流电,若损坏,则会使电源电路无直流电压输出。图5-9 检测开关变压器感应波形6.光电耦合器的检测与代换方法判断光电耦合器的好坏,可以在断电情况下用万用表测量其引脚之间的阻值。......
2023-06-26

休眠模式可以使应用程序关闭MCU中没有使用的模块,从而降低功耗。图4-32休眠模式控制寄存器Bit7~Bit 4 Res:保留位。表4-11休眠模式选择注:①仅在使用外部晶体或谐振器时Standby模式才可用。为了使MCU在执行SLEEP指令后进入休眠模式,SE必须置位。为了确保进入休眠模式是程序员的有意行为,建议仅在SLEEP指令的前一条指令置位SE,一旦唤醒立即清除SE。......
2023-06-26
3)增大弧柱的电场强度E增大弧柱的电场强度E可以提高电弧电压Uh,其结果使得直流电弧的静态伏安特性得以提高。事实上,弧柱电场强度E的大小是电弧弧柱区中电离与消电离过程的综合作用结果。如果弧柱区消电离作用增强,则有利于电弧向熄灭的方向发展,宏观上体现在电弧电导率的降低及弧柱电场强度E的增高。......
2023-06-30
相关推荐