电源的外特性曲线形状除了影响“电源-电弧”系统的稳定性之外,还影响着焊接参数的稳定。空载点决定了电源的空载电压,工作区段主要反映了外特性曲线的形状,短路区段主要反映了短路电流值。对于这些弧焊方法,不仅要考虑其电弧静特性曲线的形状,而且还要考虑送丝的方式来选择弧焊电源外特性的形状。如图2-26所示,曲线1和2分别表示电源的平和下降外特性,曲线3是弧长为l1时的电弧静特性。......
2023-06-30
弧焊电源的外特性是指,在规定范围内,弧焊电源稳态输出电压Uy与输出电流Iy之间的关系。即在电源内部参数一定的条件下,改变负载,稳态输出电压Uy与稳态输出电流Iy值之间的关系。
弧焊电源的外特性一般可以采用Uy=f(Iy)来表示。相应的Uy=f(Iy)曲线称为电源的外特性曲线。图2-20所示就是焊条电弧焊电源中的一条外特性曲线。
对于直流电源,Uy和Iy为输出电压和电流的算术平均值,对于交流电源则为输出电压和电流的有效值。
弧焊电源外特性的实质是电源的静态输出特性,又称为电源的静特性。
不仅弧焊电源具有静特性,任何一种电源都具有静特性。一般电力系统直流电源的外(静)特性可以用下式表示:
Uy=E-Iyr0 (2-6)
式中 E——直流电源的电动势;
r0——电源内部等效电阻,可以称为内阻。
当内阻r0>0时,随着Iy增加,Uy下降,电源的外特性是一条下倾直线,如图2-21所示。而且r0越大,电源的外特性下倾程度越大。
当内阻r0=0时,则Uy=E,即Uy为一恒定值,它不随Iy变化,电源的外特性是一条水平直线,称为平特性或恒压特性。

图2-20 弧焊电源的外特性曲线
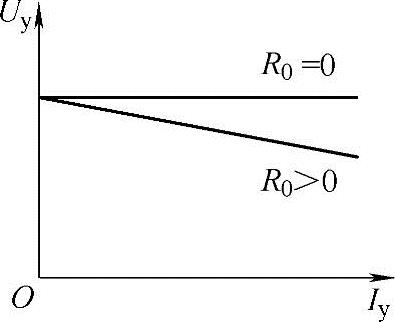
图2-21 一般直流电源的外特性
对于日常经常使用的电灯、电炉、电机等负载,要求其电源的内阻r0越小越好,即外特性尽可能接近于平特性,这样当负载变化时,其端电压变化小,并联运行的其他负载端电压变化也小,因此不会影响各种电器的正常运行。
对于弧焊电源来讲,由于电弧的非线性,各种弧焊工艺方法、工艺过程的特殊性,其外特性形状也具有特殊性。弧焊电源外特性形状不是唯一的,常用弧焊电源的外特性主要有平特性、下降特性以及陡降特性等。
平特性的弧焊电源在电源输出电流变化时,输出电压基本不变或稍有下降,甚至稍有提高。在正常焊接范围内,焊接电流增大时,弧焊电源输出端电压降低小于7V/100A或电压增高小于10V/100A的外特性为平特性。当电源输出端电压接近于恒定不变时,又称其为恒压特性;对于焊接电流变化时,电源输出端电压稍有下降的平特性,又称为平缓特性,其曲线形状如图2-22a所示。
下降外特性的弧焊电源是当焊接电流增加时,电源输出端电压“急剧”下降。在正常焊接范围内,焊接电流增大时,电源输出端电压降低大于7V/100A的外特性为下降特性。根据外特性曲线斜率的不同可分为缓降特性和垂直下降(恒流)特性。
(1)缓降特性当电流和电压变化接近于直线变化规律时,可称为斜特性,其曲线形状如图2-22b所示;当电流和电压变化接近于1/4椭圆变化规律时,可称为缓降外特性,其曲线形状如图2-22c所示。
(2)恒流(陡降)特性当电弧负载变化时,焊接电流基本不变,而只有电源输出端电压发生变化,其曲线形状如图2-22d所示。图2-22e所示的外特性是恒流带外拖特性,即当电弧电压高于拐点A0对应电压时,弧焊电源的外特性为恒流特性,而当电弧电压低于拐点A0电压时,弧焊电源的外特性为斜特性;也可以是其他特性,如缓降特性等。

图2-22 常用的弧焊电源的外特性曲线
a)平(缓)特性 b)斜特性 c)缓降特性 d)恒流特性 e)恒流带外拖特性
有关现代弧焊电源及其控制的文章

电源的外特性曲线形状除了影响“电源-电弧”系统的稳定性之外,还影响着焊接参数的稳定。空载点决定了电源的空载电压,工作区段主要反映了外特性曲线的形状,短路区段主要反映了短路电流值。对于这些弧焊方法,不仅要考虑其电弧静特性曲线的形状,而且还要考虑送丝的方式来选择弧焊电源外特性的形状。如图2-26所示,曲线1和2分别表示电源的平和下降外特性,曲线3是弧长为l1时的电弧静特性。......
2023-06-30

图4-8为电子控制型弧焊电源外特性控制的基本原理图。图4-8 电子控制型弧焊电源外特性控制基本原理根据图4-2,可以得到控制信号Uk的数学表达式:Uk=K3[K1+K2] (4-7)式中 K1、K2、K3——系统中各个放大环节的放大倍数。此种外特性控制可以用于熔化极气体保护焊的恒压外特性控制中,对电源输出的最大电流进行限制。这种控制常用于焊条电弧焊恒流外拖特性的控制中。表4-1列出了常用弧焊电源外特性形状与选用的负反馈控制之间的关系。......
2023-06-30

可见,电流负反馈使电源的外特性为下降特性。下降特性曲线段为弧焊电源正常工作区域,也就是正常焊接的区域。在如图4-17所示电路中,比例放大器N2的输出是弧焊电源的控制电压信号Uk。......
2023-06-30

不同的弧焊电源具有不同的特性,不同的焊接结构厚度、焊接工艺方法所需的弧焊电源的外特性、动特性和焊接电流、电压参数调节范围不同。对于具有下降特性的弧焊电源,当某种原因使焊接电流增加时,弧焊电源的输出电压在一定范围内迅速下降。埋弧焊 埋弧焊的电弧静特性为平段。采用小电流埋弧焊时,弧焊电源的空载电压为65~75V。当焊丝直径大于2mm时,宜用变速送丝系统配下降特性弧焊电源。弧焊电源的空载电压一般为65~80V。......
2023-06-30
图11-8 纵向磨削法2)由于背吃刀量较小,工作台往复时间长,故生产率较低。纵向磨削法的磨削用量1)背吃刀量ap:粗磨:ap=0.01~0.04mm;精磨:ap≤0.01mm。表11-2 外圆磨削用量表11-3 粗磨背吃刀量2.切入磨削法切入磨削法又称横向磨削法,如图11-9所示。2)磨削时,会产生较大的磨削力和磨削热,工件易产生变形,严重时会发生烧伤现象。图11-10 分段磨削法4.深切缓进磨削法深切缓进磨削法是一种高效率的磨削法,在一次纵向进给中将工件的全部磨削余量切除。......
2023-06-28
外特性是弧焊电源的基本特性,外特性控制的基本原理是采用电流、电压负反馈控制。在弧焊电源数字控制中使用的是数字PI控制,也就是说用PI控制运算程序取代PI模拟电路。根据电源外特性控制原理,DSP对电弧电压、电流的给定信号和反馈信号,按照一定控制算法进行数值运算,得到数字控制量u。......
2023-06-30

所谓电弧的稳态,是指电弧长度、电弧电压和电流在较长时间内不改变数值,处在相对稳定的状态。因此,就要求弧焊电源在焊接中,当电弧长度、电弧电压和电流变化时,必须具有满足动态电弧负载要求的特性,该特性就是弧焊电源的动特性。弧焊电源的动特性对电弧焊中的引弧、燃弧和熔滴过渡状态具有重要的影响,它是能否获得满意焊缝质量的重要因素之一。......
2023-06-30
相关推荐