
焊接电弧动特性是指在一定弧长下,当电弧电流快速变化时,电弧电压和电流瞬时值之间的关系:uf=f。......
2023-06-25
焊接电弧的电特性包括焊接电弧的静态伏安特性(简称静特性)和动态伏安特性(简称动特性)。
1.焊接电弧静特性
(1)焊接电弧静特性概念 在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流If与电弧电压Uf之间的关系,称为焊接电弧的静态伏安特性,简称伏安特性或静特性。
电弧的静特性可用式(2-3)表示:
Uf=f(If) (2-3)
焊接电弧的静特性概念可以用于直流电弧、交流电弧以及脉冲电弧等任何电弧。直流电弧的焊接电流与电弧电压是近乎不变的平均值;交流电弧的焊接电流与电弧电压是有效值;对于脉冲电弧,其焊接电流与电弧电压则为平均值。
电弧静特性可以在直角坐标系中以曲线的形式来表示。该曲线称为电弧的静特性曲线。电弧的静特性曲线可以直观地表示电弧稳定燃烧时,焊接电流与电弧电压之间的关系。
焊接电弧的静特性对于弧焊电源的基本电气特性选择是非常重要的。
(2)焊接电弧静特性曲线形状 焊接电弧是一个非线性负载,通过实验测量得到的焊接电弧静特性曲线形状类似于U形,因此称之为U形曲线,如图2-11所示。
由于电弧的实质是气体放电的一种形式,气体导电与普通的金属导电不同。一般来说,金属电阻可以认为是线性负载,其伏安特性曲线是线性曲线,如图2-12所示。而焊接电弧的导电机制、物理过程复杂多变,其电导率和电阻值也不是常数,不遵循欧姆定律,因此,焊接电弧是一个非线性负载。

图2-11 电弧的静特性曲线形状
图2-12 金属电阻的伏安特性曲线
根据焊接电弧静特性曲线的形状,可将其分为A、B、C三段,如图2-11所示。当焊接电流较小时(A段),电弧电压随着焊接电流的增加而减小,电弧具有负阻特性,即下降特性;当焊接电流增大到一定值以后,焊接电流再增加,电弧电压几乎不变,电弧呈平特性(B段);当焊接电流较大时,电弧电压随焊接电流的增加而升高,电弧呈上升特性(C段)。
为了分析的方便,以直流电弧为例进行电弧静特性曲线形状的分析。由式(2-1)可知,电弧电压是阴极压降、阳极压降和弧柱压降之和。因此,只要弄清了每个区域的压降和电流的关系,则不难理解电弧的静特性曲线为何呈U形特性。
在阳极区,阳极压降UA基本上与电流无关,UA=f(If)为一水平线,见图2-13中的UA曲线。
在阴极区,当焊接电流If较小时,阴极斑点(阴极表面电流密度高的光点)的面积SK小于电极端部的面积。这时SK随If增加而增大,阴极斑点上的电流密度JK=If/SK基本不变。这意味着阴极的电场强度不变,UK也不变。此时UK=f(If)为一水平线。随着焊接电流If的增加,阴极斑点的面积SK增大,当阴极斑点面积和电极端部面积相等时,继续增加If,SK不能再扩大,此时JK随着If的增加而增大,引起UK增大,从而保证阴极的电子发射。因此,UK随If的增加而上升,见图2-13中的UK曲线。
在弧柱区,可以把弧柱看成是一个近似均匀的导体,其电压降UC可用式(2-2)表示。可见,当弧柱长lC一定时,UC与弧柱的电流密度JC和弧柱的电导率γC有关。在小电流区间,焊接电流If较小,弧柱的截面积SC将随焊接电流If的增加而按比例增加,JC基本不变。假设焊接电流增加4倍,SC也增加4倍,而弧柱周长却只增加2倍,那么电弧向周围空间散失热量也只增加2倍。由于产热量的增加大于散热量的增加,提高了电弧温度及电离程度,使弧柱的电导率γC增大,电弧电场强度下降,即UC下降。因此,在小电流区间,弧柱电压UC随焊接电流If的增大而降低,形成了图2-13中的UC曲线的ab段。
当焊接电流If稍大时,焊丝金属将产生金属蒸气和等离子流。产生金属蒸气要消耗电弧的能量,等离子流也将对电弧弧柱产生附加的冷却作用,此时电弧弧柱的能量不仅有周边上的散热损失,而且还要与金属蒸气和等离子流消耗的能量相平衡,这些能量消耗也随焊接电流If的增加而增加。因此,在这一电流区间,不仅JC基本不变,而且γC也不随温度增加而变化,因此,弧柱电压UC为一常数,形成图2-13UC曲线的bc段。
当焊接电流If继续增大,金属蒸气的产生和等离子流冷却作用进一步加强,同时,因电磁力的作用,弧柱截面积SC不能随焊接电流的增加相应地成比例增加,从而使JC增大,电导率γC减小,导致UC增加,所以此时的UC曲线为上升形状,见图2-13中的UC曲线的cd段。
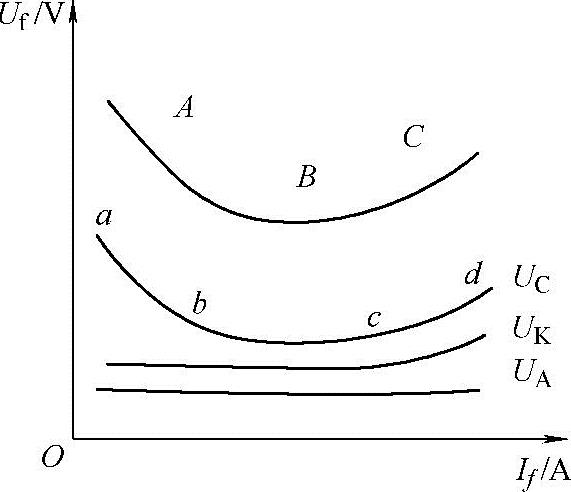
图2-13 电弧各区域压降与电流的关系
综上所述,根据式(2-1),将UA、UK和UC累加得到电弧的U形静特性曲线。
(3)常用弧焊方法的电弧静特性 由于不同的焊接方法焊接中所取的焊接电流范围有限,因此对于特定的焊接方法,根据其焊接电流的适用范围,其电弧静特性曲线只是整个电弧U形静特性曲线的某一部分。例如,焊条电弧焊、埋弧焊等焊接电弧基本工作在电弧静特性的水平段;钨极氩弧焊、等离子弧焊的焊接电弧也基本工作在电弧静特性的水平段,但当焊接电流很小时,如微束等离子弧焊、微束TIG焊的焊接电弧则工作在电弧静特性的下降段;熔化极气体保护焊(MIG焊或CO2焊等)和水下焊接等焊接电弧基本工作在电弧静特性的上升段。常用焊接方法的电弧静特性曲线如图2-14所示。
(4)焊接电弧静特性的影响因素 焊接电弧的弧长、电极直径等对焊接电弧的静特性都有很大的影响,主要影响如下:
1)电弧长度的影响。电弧长度改变时,主要是弧柱长度发生变化,则整个弧柱的压降也随之改变。当弧长增加时,电弧电压增加,电弧静特性曲线的形状不变,但其位置会提高(见图2-11)。这表明焊接电流一定时,电弧电压随弧长的增加而增加。
2)电极直径的影响。电极直径改变时,主要影响SK和SC的变化,进而影响电弧静特性曲线。电极直径减小,则达到SK和电极端部面积相等时所对应的焊接电流将减小;而且,SC随If成比例增大以及SC扩大的极限值所对应的焊接电流都将减小。也就是说,整个电弧静特性曲线形状基本不变,但是将向焊接电流减小的方向移动(向左移动);同理,如果电极直径增大,电弧静特性曲线则将向焊接电流增加的方向移动(向右移动)。
气体保护焊中的气体介质种类、气体流量、气体介质压力等对电弧静特性都会产生影响,其影响请参考其他相关书籍。
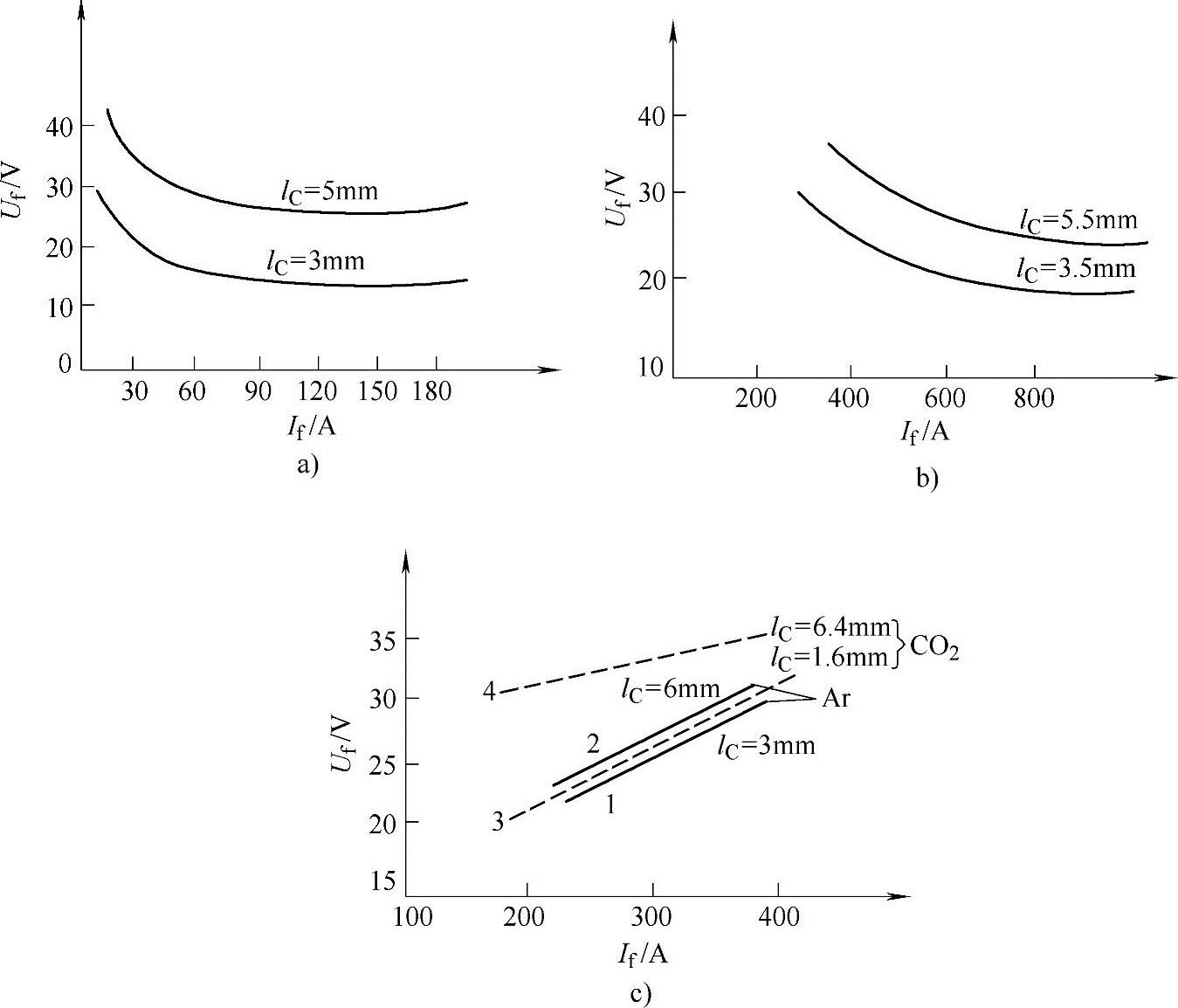
图2-14 常用弧焊方法的电弧静特性曲线
a)焊条电弧焊 b)直流埋弧焊 c)熔化极气体保护焊
2.焊接电弧的动特性
当电弧两端施加高速变动的电压时,电弧中带电粒子的密度以及弧柱半径和温度等都随之变化,使电弧达不到稳定状态,因而电弧电压、焊接电流都是时间的函数,它们之间的关系可以采用电弧动特性来描述。
(1)焊接电弧动特性概念 对于一定弧长的电弧,当焊接电流以很快速度发生连续变化时,电弧电压瞬时值与焊接电流瞬时值之间的关系称为电弧动态伏安特性,简称为电弧动特性。
电弧的动特性可以用式(2-4)表示。
uf=f(if) (2-4)
电弧动特性包含有三个变量——电弧电压、焊接电流和时间。直角坐标系中的电弧动特性曲线是一闭合曲线,称为电弧动特性闭合回线。
(2)动特性曲线形状 典型的交流电弧电压、焊接电流波形和动特性曲线如图2-15所示。
由图2-15可见,电压曲线的PQR段是电流从零增加至最大值期间对应的电弧电压曲线,RST段是电流从最大值降低至零期间对应的电弧电压曲线。
由图2-15b所示的动特性曲线可以看出,相应的PQR曲线段的电弧电压要比RST曲线段的电弧电压高。产生这种差异的根本原因在于电弧存在着热惯性,即由于电弧温度变化需要一定的时间,所以电弧弧柱温度及电导率的变化总是滞后于电流的变化。当焊接电流快速增加时,由于热惯性的存在,电弧弧柱的温度,不能随之迅速升高到对应电流值所应达到的稳定状态下的温度,致使电弧弧柱的电导率降低,电弧电压升高;相反地,当焊接电流快速降低时,由于热惯性,使弧柱温度不能随电流变化而迅速下降,弧柱电导率仍很高,致使对应于此时电流值的电弧电压可略低于相应的静特性曲线的电弧电压值。
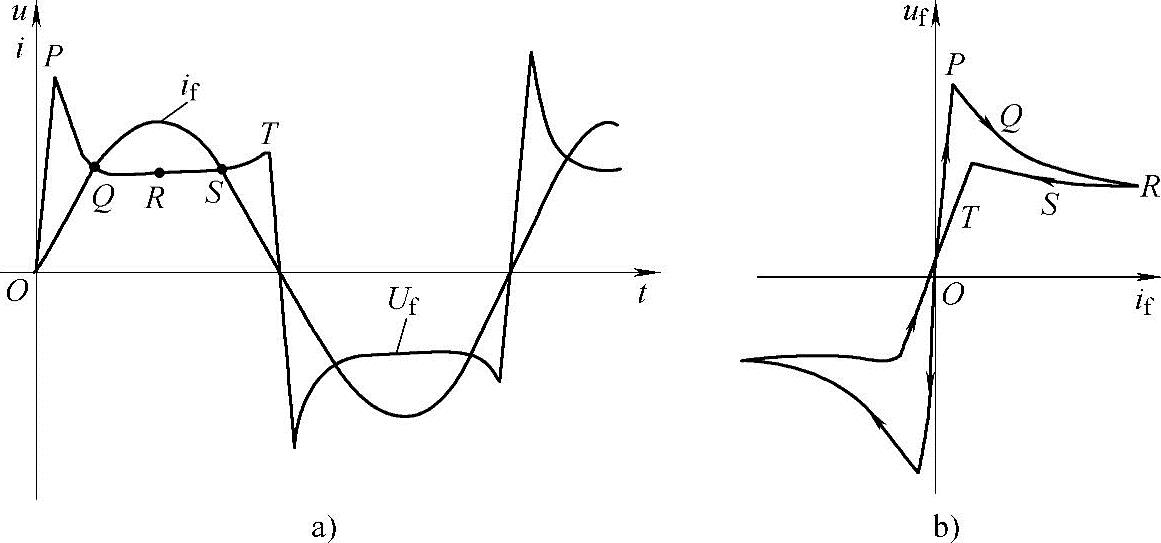
图2-15 交流电弧电压、焊接电流波形和动特性曲线
a)随时间变化的电弧电压和焊接电流波形 b)动特性曲线
焊接电流按不同规律变化时,将得到不同形状的动特性闭合曲线。图2-16所示是熔化极脉冲电弧的动特性曲线,由图2-16可见,在相同弧长下,脉冲峰值电流越大,其闭合回线越长。脉冲电流的变化速率越快,电弧热惯性就越大,闭合回线包围的面积也越大。
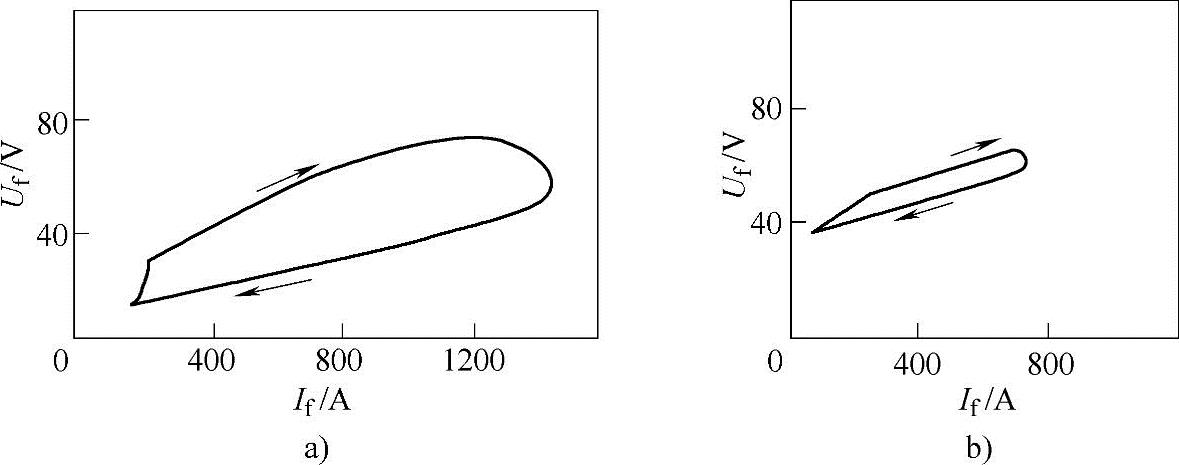
图2-16 熔化极脉冲电弧动特性曲线
a)电流峰值及电流变化率较大 b)电流峰值及电流变化率较小
有关现代弧焊电源及其控制的文章

交流焊接电弧一般是由50Hz按正弦规律变化的弧焊电源供电,电弧电流过零点及其电弧熄灭和引燃过程每秒出现100次。交流焊接电弧最大的特点是电弧周期性地熄灭和引燃。3)适当增大电流If,使电弧空间能量、热惯性增大,利于降低引弧所需电压,提高稳定性。......
2023-06-25

自由焊接电弧可分为非熔化极焊接电弧和熔化极焊接电弧两种。这种电弧通常称为钨极氩弧或TIG弧。氩气的电离电压很高,氩弧的引燃电压比一般电弧高得多。此外,采用含有稳弧药芯的焊丝和采用或不采用保护气体进行焊接的所谓自保护电弧,也属这种明弧。熔化极借助自动送进机构或人工连续地向电弧区送进,以维持弧长基本不变。......
2023-06-25

如图2-2所示,将A、B两块金属接触短路便迅速拉开,在两电极之间就产生了电弧。接电源正极的电极称为阳极,接负极的称为阴极,阴、阳极之间的电弧部分称为弧柱。电弧电压和电弧电流的关系称为电弧特性。......
2023-06-18

直流电弧是焊接电弧最基本的形式,下面以直流电弧为例,分析焊接电弧的结构及电压压降分布。电弧的温度较高,可达5000~50000K,其温度的高低主要与焊接电流的大小、电弧及其周围气体介质的种类以及电弧的形态等有关。......
2023-06-30
针对当前我国碱性药芯焊丝的现状,提高工艺质量是其发展中的一个现实任务。作者通过高速摄影及汉诺威分析仪对碱性药芯焊丝电弧物理特性进行大量的分析测试,并选择国内外同类型样品进行对比分析,为改进我国碱性药芯焊丝工艺性提供实验依据。......
2023-06-30

如前所述,高气压电弧的伏安特性是负特性,但是,真空电弧的特性却是正特性,即随着电流的增加,电弧电压是上升的。图6-25示出一铜电极真空电弧的伏安特性。如果电弧不受外界磁场的作用,则阳极压降形成后不久,电极就会严重熔化,真空电弧电压可能重新降低。然而真空电弧的情况却并非完全如此。......
2023-07-02

焊接电弧是一个特殊的负载,其主要特点如下:1)非线性负载。除焊接电弧所具有的一般特点之外,焊接电弧负载与焊接方法、电弧状态、电弧周围的介质以及电极材料等有关。直流电弧最大的特点是电弧稳定性好。其电弧稳定燃烧的主要影响因素是焊接电流、电弧电压和电弧长度。由此可见,熔化极焊接电弧是一个变化极快的动态负载,由于熔滴短路使电弧变得更加不稳定,因此需要对弧焊电源的动特性提出更高的要求。......
2023-06-30
相关推荐