焊接电弧是一个特殊的负载,其主要特点如下:1)非线性负载。除焊接电弧所具有的一般特点之外,焊接电弧负载与焊接方法、电弧状态、电弧周围的介质以及电极材料等有关。直流电弧最大的特点是电弧稳定性好。其电弧稳定燃烧的主要影响因素是焊接电流、电弧电压和电弧长度。由此可见,熔化极焊接电弧是一个变化极快的动态负载,由于熔滴短路使电弧变得更加不稳定,因此需要对弧焊电源的动特性提出更高的要求。......
2023-06-30
直流电弧是焊接电弧最基本的形式,下面以直流电弧(以下简称焊接电弧)为例,分析焊接电弧的结构及电压压降分布。
1.焊接电弧的结构
如图2-5所示,在两电极间产生电弧放电时,电弧长度方向的电场强度分布是不均匀的。在阴极和阳极附近很小的区域里电压变化比较大,电弧中间部分的电压变化小,而且比较均匀。由此可以把整个电弧分成三个区域:靠近阴极附近的区域称为阴极区,其电压降用UK表示;靠近阳极附近的区域称为阳极区,其电压降用UA表示;电弧中间的区域称为弧柱区,其电压降用UC表示。总的电弧电压Uf是这三部分压降之和,即
Uf=UA+UC+UK (2-1)
阴极区和阳极区在长度方向的尺寸均很小,分别为10-4cm和10-6cm左右,其余为弧柱区。由于弧柱区的长度占电弧长度的绝大部分,因此可以近似认为两极间的距离即为弧柱区的长度,也称为电弧的弧长。
由于阳极压降UA基本不变,可以认为是一常数;而阴极压降UK在一定条件下(焊接电流、电极材料和气体介质等一定的条件下)基本上也是固定的数值,即UA、UK与弧长无关。而弧柱压降UC在一定的气体介质下与弧柱长度成正比:
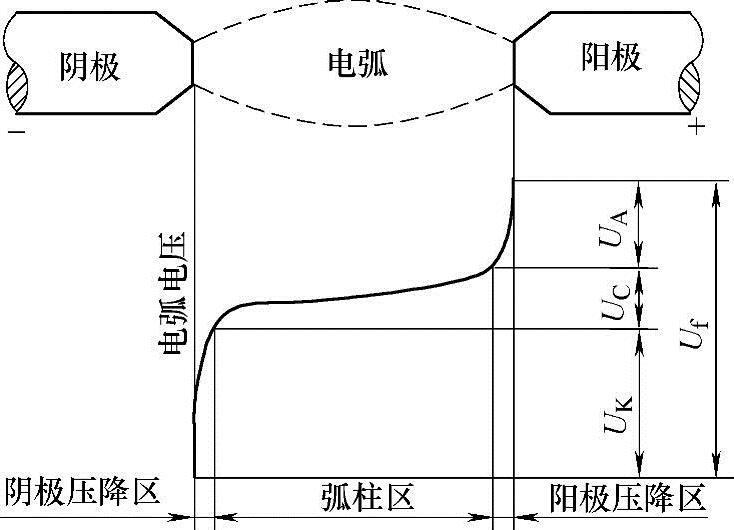
图2-5 电弧结构及压降分布

式中 UC——弧柱压降(V);
If——焊接电流(A);
RC——弧柱电阻(Ω);
lC——弧柱长度(mm);
SC——弧柱截面积(mm2);
γC——弧柱的电导率(S·mm/mm2);
JC——弧柱的电流密度(A/mm2)。
可见,总的电弧电压Uf与弧柱长度成正比。
电弧的温度较高,可达5000~50000K,其温度的高低主要与焊接电流的大小、电弧及其周围气体介质的种类以及电弧的形态等有关。
2.最小电压原理
焊接电弧是两个电极之间的气体放电现象,电弧的导电截面是变化的。最小电压原理是指,一个轴线对称的电弧,在给定电流和电弧边界条件下,稳定燃烧的电弧将自动选择一适当的截面,以保证弧柱中具有最低的电场强度,即固定弧长上的电压为最小。也就是说,焊接电弧具有保持最小能量消耗的特性,当电流一定时,电弧将自动选择一截面来保持最小的电弧电压。
有关现代弧焊电源及其控制的文章

焊接电弧是一个特殊的负载,其主要特点如下:1)非线性负载。除焊接电弧所具有的一般特点之外,焊接电弧负载与焊接方法、电弧状态、电弧周围的介质以及电极材料等有关。直流电弧最大的特点是电弧稳定性好。其电弧稳定燃烧的主要影响因素是焊接电流、电弧电压和电弧长度。由此可见,熔化极焊接电弧是一个变化极快的动态负载,由于熔滴短路使电弧变得更加不稳定,因此需要对弧焊电源的动特性提出更高的要求。......
2023-06-30

交流焊接电弧一般是由50Hz按正弦规律变化的弧焊电源供电,电弧电流过零点及其电弧熄灭和引燃过程每秒出现100次。交流焊接电弧最大的特点是电弧周期性地熄灭和引燃。3)适当增大电流If,使电弧空间能量、热惯性增大,利于降低引弧所需电压,提高稳定性。......
2023-06-25

焊接更容易制造水密性与气密性要求高的结构,已广泛用于压力容器、舰船、储罐等结构的制造。焊接结构的服役性能和安全性,是当今焊接结构设计与制造关注的首要问题,特别像核电站、大型客机、石油化工企业等,一旦发生事故,往往造成生命财产的巨大损失。因此焊接结构在使用过程中,不应产生弹性失效、塑性失稳及断裂等突发的致命破坏。图1-3为影响焊接结构制造性能的主要因素。焊接结构在制造过程中,消耗了大量材料及能源。......
2023-07-02

该曲线称为电弧的静特性曲线。焊接电弧的静特性对于弧焊电源的基本电气特性选择是非常重要的。为了分析的方便,以直流电弧为例进行电弧静特性曲线形状的分析。电极直径改变时,主要影响SK和SC的变化,进而影响电弧静特性曲线。......
2023-06-30

在实际生产中,焊接电流主要根据焊条直径和焊接位置来选择。直流正接时,焊条的熔敷速度比反接时高,焊接速度较快。但因电弧的热量集中于焊条上,母材的熔深较浅,适用于薄壁设备的封底焊道和仰焊单面焊双面成形的打底层。通常,缩短电弧长度可提高焊接电流,增加焊条的熔敷速度。焊接速度对焊缝的质量有直接的影响。......
2023-06-23

(一)焊条电弧焊的基本操作焊条电弧焊的基本操作包括引弧、运条、焊缝的起头和接头及收弧等。焊条运条的方法有很多种,应根据焊缝位置、接头形式、工件厚度、装配间隙、焊条直径焊接电流及操作水平等因素综合考虑确定。因此引弧后应稍拉长电弧对工件预热,然后压低电弧进行正常焊接。......
2023-06-23
相关推荐