C2、C3、L1组成抗共模干扰电路,可抑制共态噪声干扰,对防止电磁干扰和传导干扰起很大的作用。R7、C8和R9、C9对脉宽调制信号起加速传递作用。RS是自动恢复开关,对Vo2输出起短路保护作用。UC3852的漏感并不完全是由高频变压器的各绕组产生的,外部电路元器件的相对位置和电路板的走线也是产生漏感的原因。UC3852电路电源被用于工业自动化控制、医疗检验仪器仪表中。......
2025-09-29
1.气体放电的概念
焊接电弧是一种气体放电现象。一般气体放电可以分为两大类:非自持放电和自持放电。
1)气体的非自持放电是指在气体放电过程中,不能够产生足够的带电粒子使放电过程维持下去,而是要一直依靠外加措施(如加热、光照射等),才能维持气体放电。
2)气体的自持放电是指在气体放电过程中,能够产生足够多的带电粒子,使放电过程维持下去,这种放电只需要开始时通过外加措施产生放电所需要的带电粒子,一旦形成放电,即使取消外加措施,放电过程仍然可以维持下去。
在气体的自持放电中,由于放电机构、电流大小的不同,自持放电特性与形式也不同。气体的自持放电可以分为暗放电、辉光放电和电弧放电三种形式。放电形式与放电电流、电压之间的关系如图2-2所示。由图2-2可见,与其他气体放电形式相比,低电压、大电流是焊接电弧的显著特点之一。
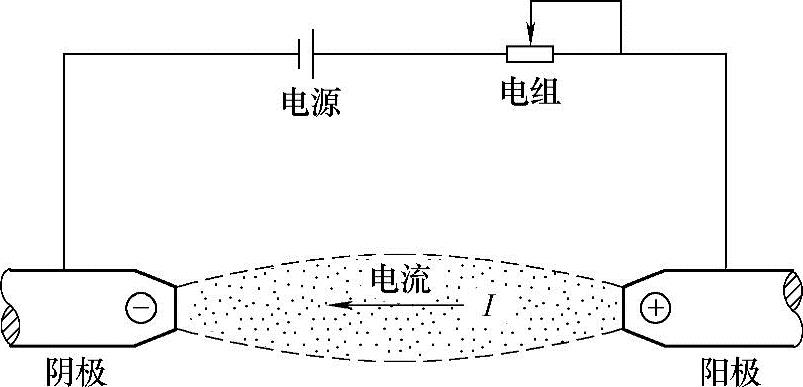
图2-1 直流电弧放电示意图
2.焊接电弧的物理机制
一般的气体是由中性分子或原子组成的,不含带电粒子,因此是不导电的。要使两电极间的气体导电形成电弧,必须要使气体中产生足够多的带电粒子,并在电场作用下产生带电粒子的定向运动,从而形成一定的电流,这样,才能使气体导电形成电弧。
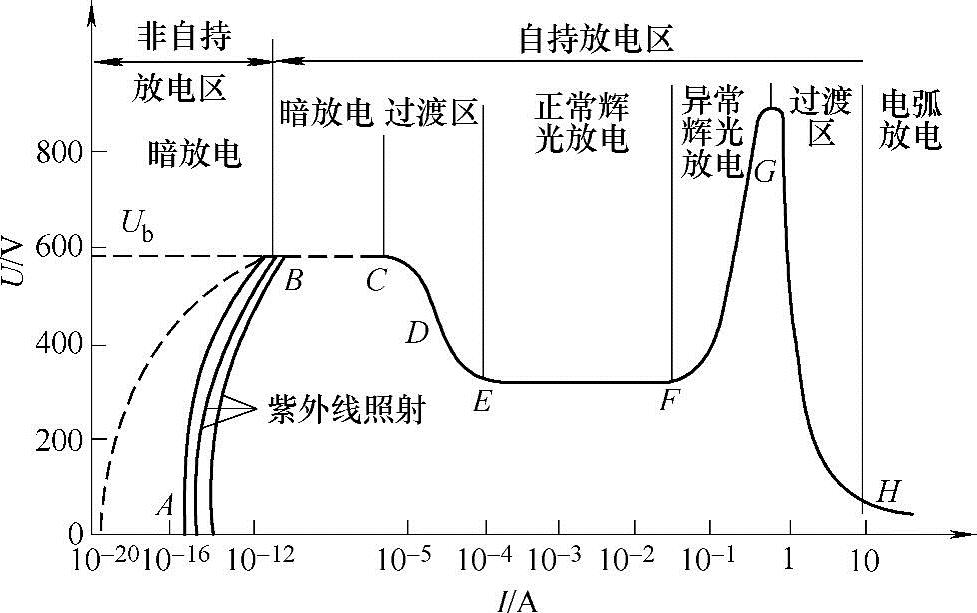
图2-2 气体放电的伏安特性曲线
气体的电离、两电极中的阴极电子发射是电弧中带电粒子产生的主要来源。
(1)气体电离 在一定条件下,中性气体粒子(分子或原子)分离为正离子和电子的现象称为电离。
在焊接电弧中,气体电离主要有以下几种:
1)热电离。中性气体粒子受热的作用而产生的电离称为热电离。
2)场致电离。中性气体粒子受电场作用而产生的电离称为场致电离。
3)光电离。中性气体粒子吸收了光射线的光子能而产生的电离称为光电离。
4)碰撞电离。带电粒子在定向运动过程中,与中性气体粒子发生碰撞而引起的电离称为碰撞电离。
在电场作用下,气体中的带电粒子会产生定向运动。由于电场给予的电能会转换为动能,带电粒子在电场作用下的定向运动是加速运动。带电粒子的运动速度足够大,当与中性气体粒子发生非弹性碰撞而使之电离,这种因碰撞产生的电离称为碰撞电离。碰撞电离具有连锁反应的性质,会使带电粒子成倍增加。
气体带电粒子运动过程中,带异性电荷的粒子也会发生碰撞,使正离子和电子复合成中性粒子,即产生复合现象。当气体的电离速度和复合速度相等时,就趋于相对稳定的动平衡状态。
(2)电子发射 固体金属中的自由电子在外加能量的作用下,由金属表面逸出的现象称为电子发射。
在焊接电弧系统中,阴极和阳极表面都可能发生电子发射的现象,但是,只有从阴极发射出来的电子在电场作用下参与导电过程,而从阳极发射出来的电子因受电场的排斥,不可能参与导电过程。因此,阴极发射电子对产生和维持电弧稳定燃烧是非常重要的。
电极的电子发射需要一定的外加能量。使一个电子由金属电极表面逸出所需要的最低外加能量称为逸出功Wω(eV)。因为电子电量e是一个常数,通常亦以逸出电压Uω来表示逸出功的大小,其中,Wω/e=Uω(V)。逸出功的大小与电极材料种类、表面状态和金属电极表面氧化物情况有关。
金属内部的电子,只有在接受外加能量作用后其能量超出逸出功时才能冲破金属表面而发射到外部空间。由于外加能量形式和电子发射的机制不同,焊接电弧中阴极发射电子主要有以下四种:
1)热发射。阴极表面承受热作用而产生电子发射的现象称为热发射。阴极金属内部的自由电子受热作用后其热运动速度增加,当其动能大于电子发射所需要的逸出功时,则飞出阴极表面,进入电弧空间。
热发射在焊接电弧中起着重要作用,随着温度上升而增强。
2)电场发射。当阴极表面附近空间存在一定强度的正电场时,金属内的电子受到电场力(静电库仑力)作用达到一定数值时,电子会逸出金属表面,这种现象称为电场发射。电场强度越强,则阴极的电子越容易逸出,阴极发射电子数量越多。(https://www.chuimin.cn)
电场发射电子的密度不仅与电场强度有关,而且与电极温度和电极材料有关。
3)光发射。当阴极表面接受光辐射时,也可使金属内的自由电子能量增加,从而冲破金属表面的束缚而逸出,这种现象称为光发射。
4)粒子碰撞发射。高速运动的粒子(电子或离子)碰撞电极表面时,将能量传给电极表面的电子,使其能量增加而逸出金属表面,这种现象称为粒子碰撞发射。
焊接电弧中阴极区前面有大量的正离子聚积,由于空间电荷的存在使阴极区形成一定强度的电场,正离子在此电场作用下被加速而冲向阴极,形成碰撞发射。在一定条件下,这种电子发射形式是电弧阴极区提供导电所需电子的主要途径。当带有一定运动速度的正离子到达阴极时,将其动能传递给阴极。它将首先从阴极取出一个电子与自己复合而成为中性粒子,如果这种碰撞还能使另一个电子飞出电极表面到电弧空间,就使电弧空间的电子数目增加。
(3)其他物理过程 电弧导电是个复杂的过程,除了气体电离、阴极电子发射等物理过程外,同时还存在着扩散、复合和负离子产生等过程。
1)带电粒子的扩散过程是指电弧中带电粒子从密度高的地方向密度低的地方移动而趋于均匀化的过程。
2)负离子产生过程是指在一定条件下,某些中性原子或分子与电子结合形成负离子的过程。在电弧燃烧时,如果大量的电子与中性粒子结合形成负离子,会引起电弧导电困难,从而使电弧稳定性下降。
3)带电粒子的复合过程是指电弧空间的正负带电粒子(正离子、负离子和电子),在一定条件下结合形成中性粒子的过程。
综上所述,焊接电弧是气体放电的一种形式。由于中性气体是不能导电的,为了使气体导电并产生电弧,就必须使气体中产生足够的带电粒子;而且为了维持电弧稳定燃烧,要求电弧的阴极不断发射电子,两电极之间的气体不断电离,这就必须通过电源不断地输送电能给电弧,以补充其能量的消耗。
焊接电弧的形成和维持是在电场、热、光和质点动能的共同作用下,气体分子、原子不断地被激发、电离以及阴极电子发射的结果,同时伴随着一些其他过程,如扩散、复合、负离子的产生等。
3.焊接电弧的引燃
焊接电弧的引燃过程是短暂的,就其内在物理过程而论,它又是异常激烈和复杂的,其间经历着带电粒子的产生、扩散、复合、负离子形成等一系列变化。作为变化之本的能量传送与转化贯穿着整个过程。从外部形态及表征进行观察,随着电极端部与工件(为另一极)之间距离的微小变化,相应发生着温度的骤然升高、强光的突然辐射、电参数的跳跃式变化以及声和力的强弱变化等。弄清电弧的引燃过程不仅可以深入理解电弧的物理本质,而且可以明确引弧过程对于电源特性的要求。
焊接电弧的引燃(引弧)。一般有两种方式——接触引弧和非接触引弧。熔化极焊接电弧一般采用接触引弧;而不熔化极焊接电弧,大多采用非接触引弧。
(1)接触引弧 接触引弧是指在弧焊电源接通后,电极(焊条或焊丝)与工件直接短路接触,然后迅速拉开,即将焊条或焊丝提起2~4mm,从而引燃电弧。
接触引弧过程可分为接触、空载和燃弧三个阶段,如图2-3所示。由于电极和工件表面都不是绝对平整的,在短路接触时,只是在少数凸出点上接触(见图2-3a)。在短路接触时,不仅短路电流比正常的焊接电流要大得多,而且由于接触点的面积小,电流密度很大,因此产生大量的电阻热,使金属电极表面发热、熔化,甚至蒸发、汽化,由此引起强烈的热发射和热电离。随后进入空载阶段,所谓空载阶段,就是迅速将电极向上拉起,使电极与工件分离。在拉开电极的瞬间,弧焊电源的空载电压加在电极与工件之间。由于电极与工件之间的间隙极小,使电场强度达到很大的数值(可达106 V/cm),因而会使阴极表面产生很强的电场发射。同时由于强电场的作用,已产生的带电粒子会产生定向运动,尤其是电子会加速运动,粒子的相互碰撞,引起碰撞电离,使带电粒子数量猛增。在气体电离、带电粒子运动中,还将不断地发生带电粒子的复合,而放出大量热能。由于上述过程的激烈进行,形成了具有强烈的发热和发光的焊接电弧现象,即电弧被引燃。
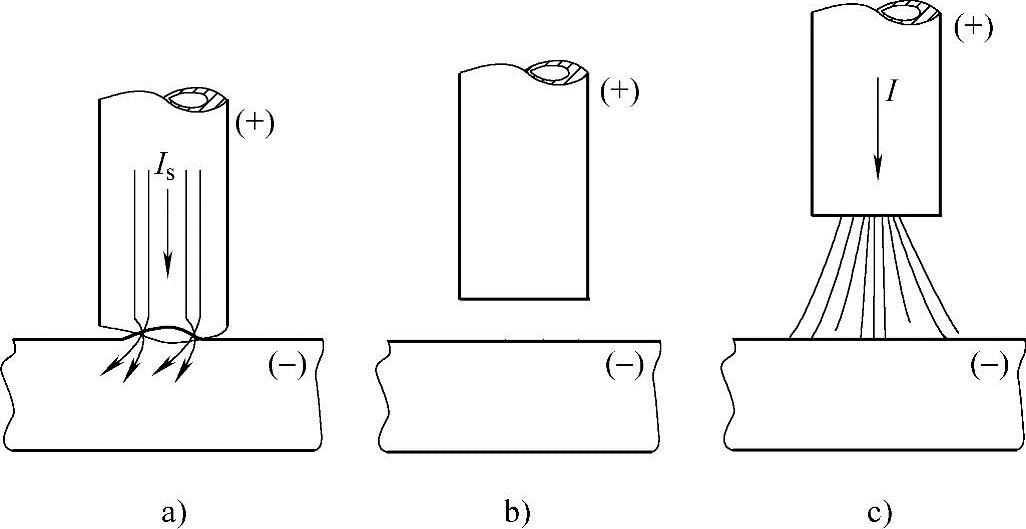
图2-3 电弧引燃过程示意图
a)接触 b)空载 c)燃弧
在电弧引燃之后,电子发射、电离和复合处于动平衡状态。由于弧焊电源不断供以电能,新的带电粒子不断得到补充,弥补了消耗的带电粒子和能量,使电弧能够连续稳定燃烧。
(2)非接触引弧 非接触引弧需采用专门的引弧器才能实现。在焊接中非接触引弧一般分为高压脉冲引弧和高频高压引弧,引弧的电压波形如图2-4所示。高压脉冲引弧的频率一般为50Hz或100Hz,引弧电压峰值为3000~5000V。高频高压引弧中的引弧电压频率带宽可达数十万赫兹,电压峰值为2000~3000V。
非接触引弧主要依靠高电压强电场使电极表面产生电子发射,从而引燃电弧。这种引弧方法主要用于钨极氩弧焊和等离子弧焊。引弧时,电极不必与工件短路,这样不仅不会污染工件和电极的引弧点,也不会损坏电极端部的几何形状,有利于电弧的稳定燃烧。
随着焊接新技术的发展,一些新的电弧引弧技术也随之发展,例如在电弧与激光复合热源焊接加工中,可以利用激光引燃电弧。
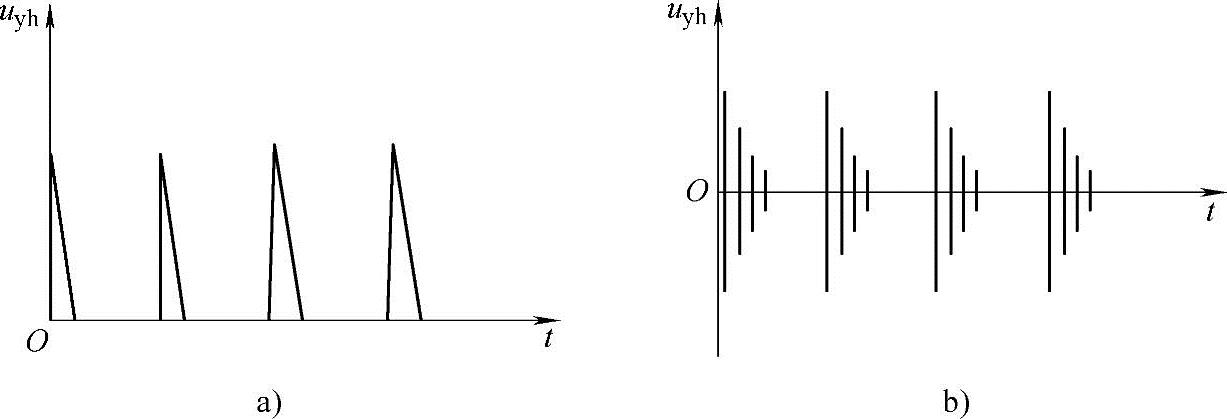
图2-4 非接触引弧的电压波形
a)高压脉冲引弧波形 b)高频高压引弧电压波形
相关文章

C2、C3、L1组成抗共模干扰电路,可抑制共态噪声干扰,对防止电磁干扰和传导干扰起很大的作用。R7、C8和R9、C9对脉宽调制信号起加速传递作用。RS是自动恢复开关,对Vo2输出起短路保护作用。UC3852的漏感并不完全是由高频变压器的各绕组产生的,外部电路元器件的相对位置和电路板的走线也是产生漏感的原因。UC3852电路电源被用于工业自动化控制、医疗检验仪器仪表中。......
2025-09-29

分形理论的诞生才不过20多年,但它对多种科学产生了巨大的影响。分形理论长期以来一直被认为是对病态的、奇形怪状的、不规则的等一大类自然现象提供一种极其简洁的数学描述方法。目前,分形理论已被广泛应用于自然科学与社会科学的众多领域,在图像处理方面已经被应用于图像边缘检测、图像编码、图像压缩等领域。因此,采用分形这种非线性的图像处理算法对焊接图像进行预处理。......
2025-09-29
肉的食用品质及物理性状主要是指肉的色泽、气味、嫩度、肉的保水性以及肉的 pH、容重、比热、肉的冰点等。这些性质在肉的加工贮藏中直接影响肉品的质量。这些肉的味质是通过人的高度灵敏的嗅觉和味觉器官反映出来的。例如,把牛肉中的风味前体物质用水提取后,剩下溶于水的肌纤维部分几乎不存在香味物质。(三)肉的嫩度肉的嫩度是消费者最重视的食用品质之一,它决定了肉在食用时的口感,是反映肉的质地的指标。......
2025-09-29
在熔化极电弧焊过程中,电弧燃烧过程既产生大量热能,又产生一些被称为电弧力的机械力。电弧力对熔滴过渡、焊缝成形及焊接过程等均影响很大。这个电磁力F1、F2称为电磁收缩力。这个力称为电弧静压力,在电弧中心最大,在电弧边缘较小,使熔池形成凹陷熔深。图1-1-3 流态导体电磁收缩力图1-1-4 圆锥形电弧模型图1-1-5 电磁收缩力等压曲线等离子流力 等离子体是在温度高、电流密度大的电弧中心部分高度电离而形成的一种电弧等离子体。......
2025-09-29

梭口的高度则由凸轮的大、小半径差以及踏综杆作用臂的长短来确定。图8-4织平纹织物所采用的关联式凸轮开口机构1,2—踏综杆 3—踏综杆转子 4—中轴 5—凸轮 6—梭口 7—后综8—前综 9—经纱 10—吊综辘轳(二)积极式凸轮开口机构随着无梭织机的发展,出现了共轭凸轮和沟槽凸轮等积极式的开口机构,使每页综框的升降运动都由一对共轭凸轮或一只沟槽凸轮积极控制。......
2025-09-29

DDA 方法[23,24]对每一载荷或时间按增量方法分时步进行计算,在每一个时步内满足小位移和小变形条件,大位移和大变形是单步小位移和小变形的累加。块体运动接触限制条件是对块体系统的位移和变形进行求解的重要基础,DDA 方法发展了专门的块体系统运动学以对块体间的相互作用进行处理。DDA-FEM 耦合法通过对块体进行有限元网格划分,改善块体应力状态,进而根据断裂力学的知识进行裂纹问题的处理。......
2025-09-29

在由焊接电源供给的、具有一定电压的两电极间或电极与焊件间的气体介质中产生的强烈而持久的放电现象,叫焊接电弧。焊接电缆的作用是传导电流。此外,还要考虑劳动生产率、劳动条件、经济效益、焊接质量等。焊接接头形式、坡口形式及焊接位置1)焊接接头形式。......
2025-09-29

相关推荐