图9-8 渗碳淬火齿轮齿角碳化物形貌 400×图9-9 渗碳淬火齿轮节圆碳化物形貌 400×图9-10 渗碳淬火主动弧齿锥齿轮的失效形态气体和固体渗碳齿轮表面碳化物过多原因与对策见表9-27表9-27 气体和固体渗碳齿轮表面碳化物过多原因与对策(续)2)渗碳淬火齿轮表面出现内氧化和非马氏体组织原因与对策。气体和固体渗碳淬火齿轮心部组织不良原因与对策见表9-34。......
2023-06-29
齿轮热处理的力学性能包括硬度、抗拉强度、疲劳强度等。这些性能的合格与否除了与齿轮材料的冶金质量等有关外,与热处理质量也密切相关。
硬度不合格是齿轮最常见的热处理缺陷之一。主要表现为硬度低、硬度不均、硬度高、硬度梯度太陡等。齿轮的硬度缺陷与对策在本章中都进行了详细介绍,可阅读相关内容。
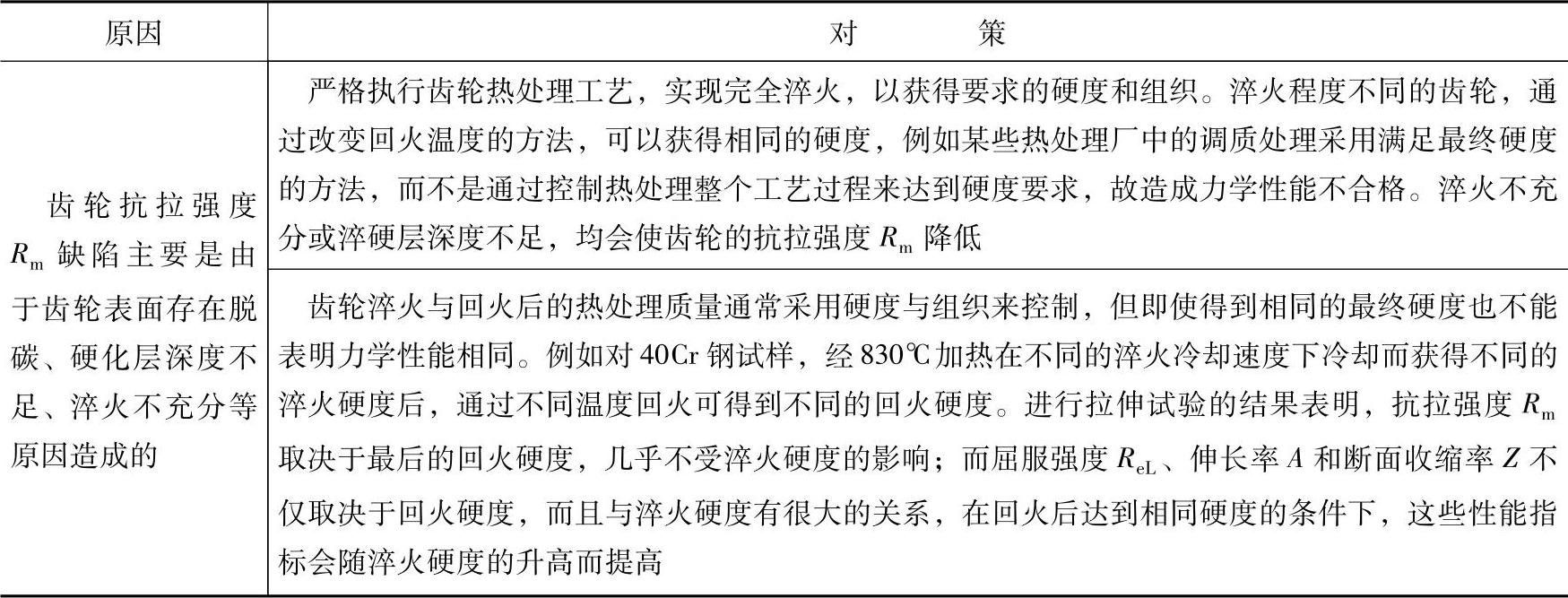
1.齿轮抗拉强度Rm缺陷与对策
齿轮抗拉强度Rm缺陷与对策见表9-9。
表9-9 齿轮抗拉强度Rm缺陷与对策
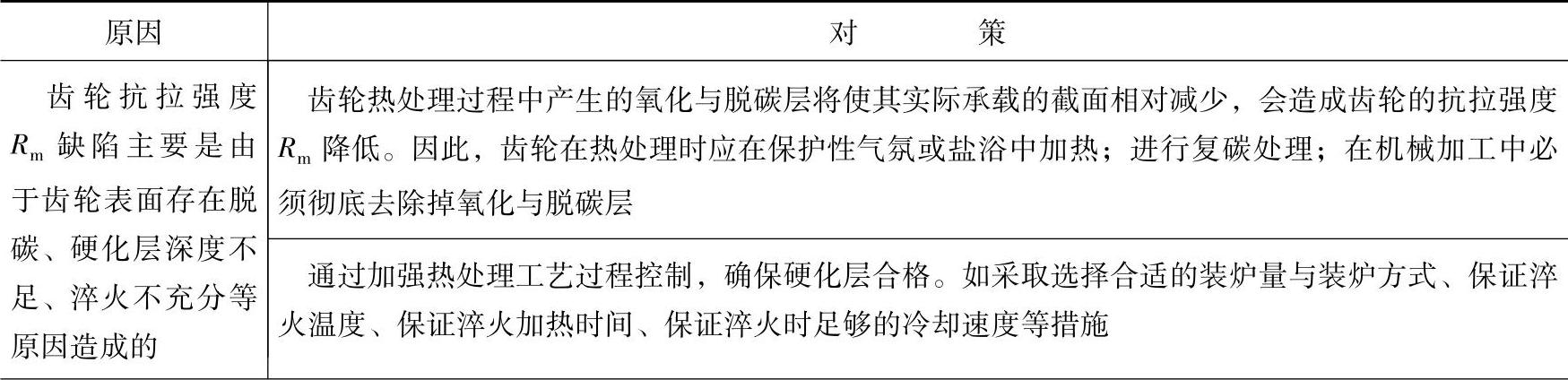
(续)
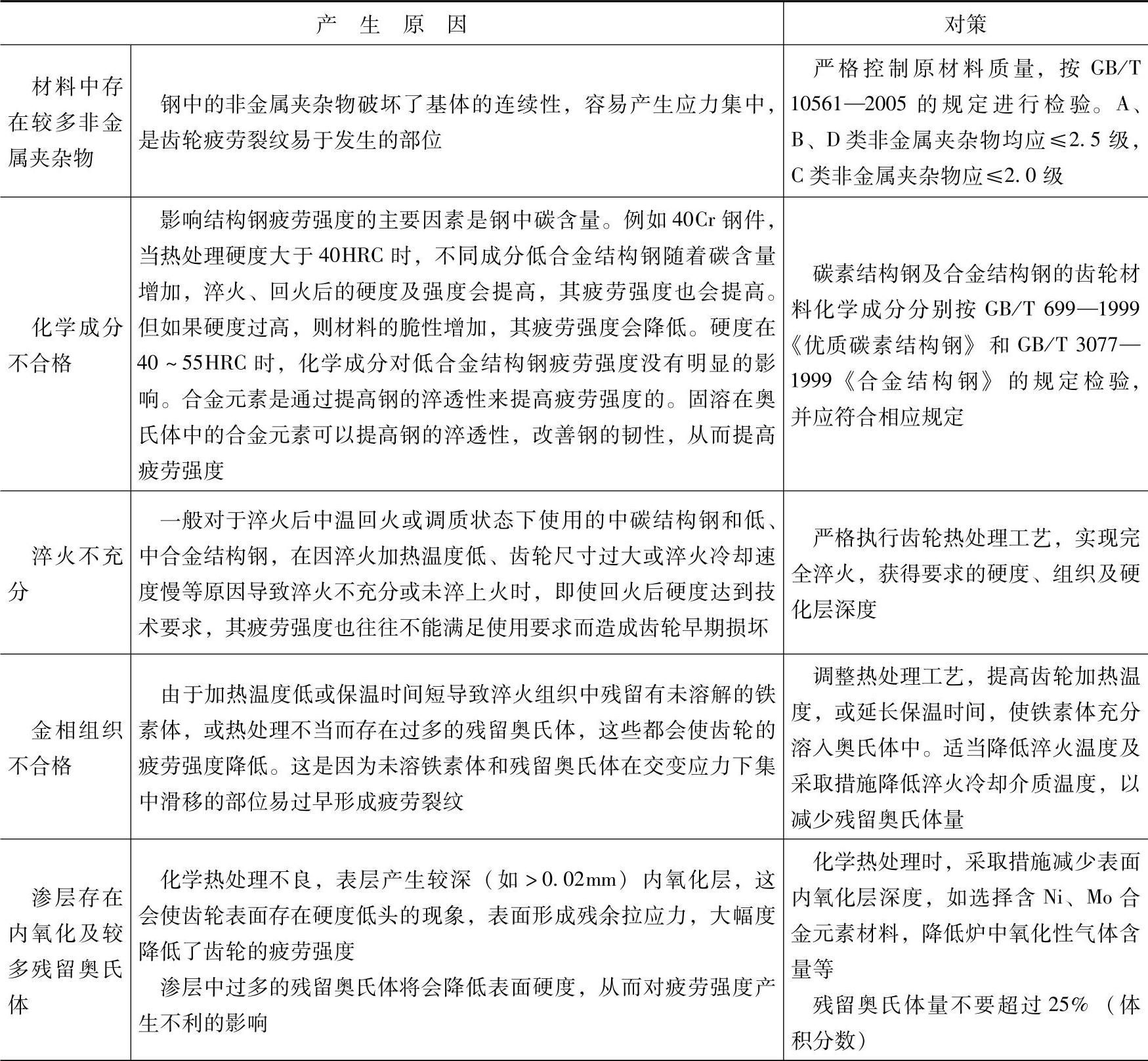
2.齿轮的疲劳强度缺陷与对策
齿轮的疲劳强度缺陷与对策见表9-10
表9-10 齿轮的疲劳强度缺陷与对策
3.冲击韧性缺陷与对策
因原始组织不良,晶粒粗大,出现魏氏体组织,经常规调质处理后冲击韧性不合格。
举例:内齿套,毛坯尺寸外径353mm,内径210mm,宽度245mm,35CrMoA钢,调质后力学性能要求:ReL=510MPa,Rm=657MPa,A≥11%,Z≥28%,KV2=59J。
1)加工流程:锻造→退火→调质→力学性能检验→精车→去应力退火→加工键槽→铣齿等。
2)调质后冲击韧性达不到要求原因。经分析,内齿套毛坯经二火锻造而成,而第二次停锻温度较高,晶粒度1~2级,并出现魏氏体组织。在后续调质时因魏氏体组织遗传,导致冲击韧性较低,KV2=25.7J,不合格。
3)对策。通过采用双重淬火回火工艺,可以消除珠光体类型具有组织遗传性的锻坯缺陷其工艺与常规相同,即盐浴淬火加热(860±10)℃×30min,淬油;高温回火(600±10)℃×120min,油冷。
4)效果。调质处理后明显提高了冲击韧性。经检验,ReL=810~811MPa,Rm=911~962MPa,A=13.2~16.8%,Z=31.1~56.4%,KV2=59J,各项力学性能均合格。
有关齿轮热处理手册的文章

图9-8 渗碳淬火齿轮齿角碳化物形貌 400×图9-9 渗碳淬火齿轮节圆碳化物形貌 400×图9-10 渗碳淬火主动弧齿锥齿轮的失效形态气体和固体渗碳齿轮表面碳化物过多原因与对策见表9-27表9-27 气体和固体渗碳齿轮表面碳化物过多原因与对策(续)2)渗碳淬火齿轮表面出现内氧化和非马氏体组织原因与对策。气体和固体渗碳淬火齿轮心部组织不良原因与对策见表9-34。......
2023-06-29

齿轮在锻造、铸造及热处理时要进行加热;为了改善齿轮锻件、铸件组织及消除其形成的内应力,在进行正火或退火预备热处理时也要加热。针对以上加热缺陷应进行多方面分析,找出原因并制定相应改进措施,以提高齿轮热处理质量,降低损失。2)过烧使齿轮性能恶化,淬火时必然产生开裂,是不允许的热处理缺陷,对于过烧齿轮只能报废。齿轮过热、过烧和欠热缺陷与对策见表9-4。晶粒粗化包括奥氏体晶粒的粗化及铁素体晶粒的粗化。......
2023-06-29

齿轮常用的渗氮工艺有气体渗氮、离子渗氮、气体氮碳共渗等。渗氮齿轮热处理缺陷主要有表面硬度、渗氮层、金相组织方面缺陷,以及畸变、裂纹等。表9-42 齿轮的气体渗氮硬度缺陷与对策(续)2.齿轮的气体渗氮金相组织缺陷与对策正常的渗氮层组织特征:化合物层致密、较薄,扩散层无不良氮化物形态出现,渗层组织均匀,渗层厚度均匀一致。......
2023-06-29

当铁液温度为1270~1350℃时,浇注温度对铬铁矿砂的抗金属渗透能力的影响不大,清砂效果基本相同。试样重达1.2t,总高度为1200mm。铬铁矿砂和S-1砂的高温强度比石英砂和锆砂高,并分别在900~1200℃出现强度高峰,这是因为发生了固体烧结。......
2023-07-02

如果热处理工艺控制不当就可能产生魏氏组织。魏氏组织是一种过热组织。较轻的魏氏组织可以采用适当温度的正火来消除,而程度较重的魏氏组织可以用二次正火来消除。......
2023-06-23

机车齿轮的材料大致可分为调质钢、渗氮钢及渗碳钢三大类。大连机车车辆有限公司采用17CrNiMo6钢制造的HXD5型大功率机车牵引齿轮,并经渗碳淬火。一般机床齿轮常用钢材及其热处理工艺见表1-22。表1-22 一般机床齿轮常用钢材及其热处理工艺7.航空齿轮用钢及其热处理航空齿轮是用来传递动力和改变运行速度的,因此在功率传递机构如减速器中,需要使用各种形式的齿轮。部分齿轮钢采用优质渗氮钢进行渗氮热处理。......
2023-06-29

相关推荐