灰铸铁齿轮多用于开式齿轮传动。表1-29 常用灰铸铁、球墨铸铁的力学性能1.齿轮用灰铸铁及其热处理灰铸铁的选用 灰铸铁的抗弯及抗冲击能力很差,但它易于铸造、易切削,具有良好的耐磨性和减振性、最小的缺口敏感性、成本低。......
2023-06-29
美国Dana Corp公司开创了Atmoplsa微波大气等离子加工技术,在大气下引发和保持气体的等离子状态,高度吸收微波能(达95%)后使等离子体在数秒钟内达到1200℃高温。与常规工艺相比可大大缩短工艺过程,甚至优于低压渗碳(见表7-76)。图7-27所示为金属零件热处理和涂敷用微波大气等离子加工系统示意图。
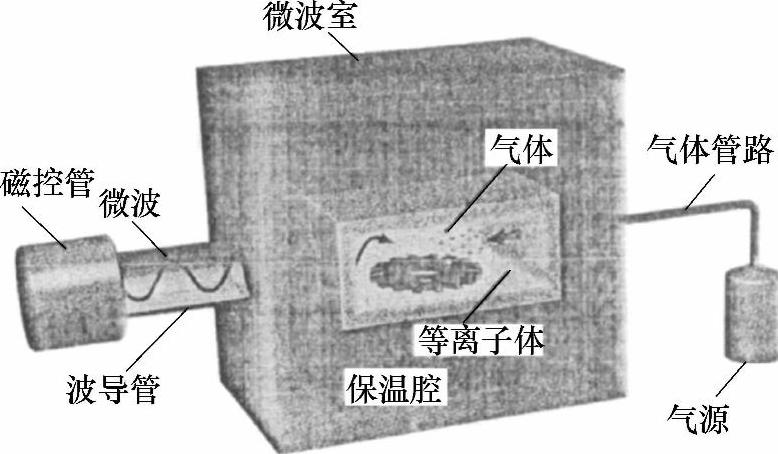
图7-27 金属零件热处理和涂敷用微波大气等离子加工系统示意图
Atmoplsa技术可使热处理工艺实现快速加热、更精确控制加热和达到更高温度,从而缩短工艺周期和减少能耗,比电热辐射可降低30%的成本。由美国Dana Corp公司德国ALD公司合作开发已商品化的微波渗碳技术,该技术还可以控制残留奥氏体量和获得细晶粒组织。用AISI 8620钢(相当于20CrNiMo钢)齿轮进行的渗碳试验表明,微波渗碳的周期和渗层深度都比真空渗碳的效果好(见表7-76)。
(1)微波渗碳工艺过程 如把齿轮装入加工室中,通入氩气,用特殊方法激发等离子,温度迅速升高。当齿轮温度达到930℃时,向加工室内通入乙炔气体(作为供碳源)。调节微波功率,使温度保持在固定水准。乙炔在等离子体内易裂解,调整乙炔量、微波能量和维持等离子体的容器尺寸可使在一定体积内的沉积碳量得到精确控制。将渗碳温度提高到980℃可进一步加速渗碳,缩短渗碳周期。齿轮经规定时间渗碳处理后,进行淬火和回火。
(2)微波渗碳与传统气体渗碳及真空渗碳的结果比较 AISI 8620钢齿轮渗碳结果比较见表7-76。通过表7-76可知,同传统气体渗碳相比,在渗碳层深度增加20%的情况下,渗碳时间仍可缩短20%以上;同真空渗碳工艺相比,在渗碳时间接近相同情况下,渗碳层深度仍可以增加20%,降低生产成本30%以上。因此,微波渗碳技术节能效果显著。
表7-76 AISI 8620钢齿轮渗碳结果比较
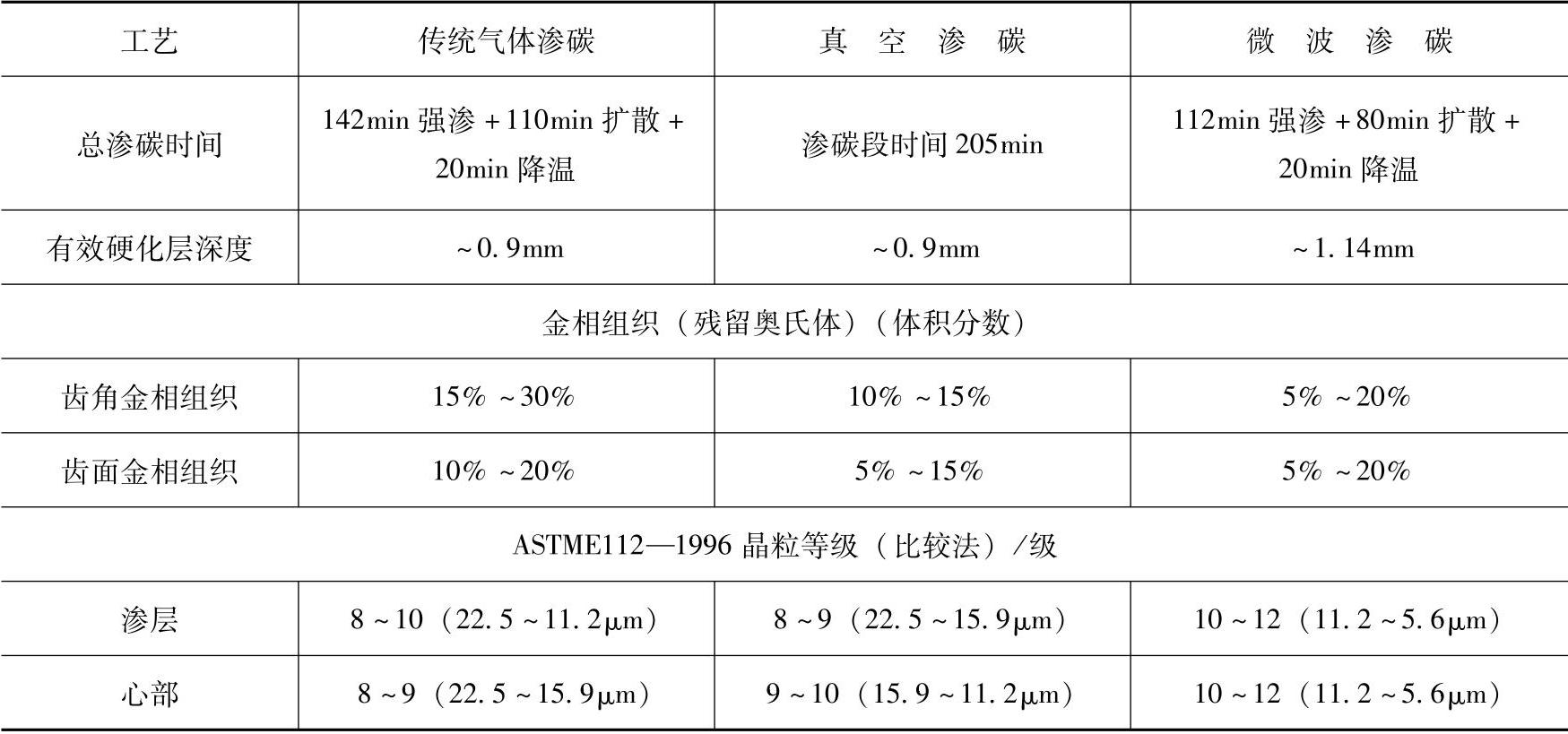
图7-28所示为AISI8620钢齿轮普通气体渗碳(930℃×272min)和Atmoplsa渗碳(212min)结果的比较。
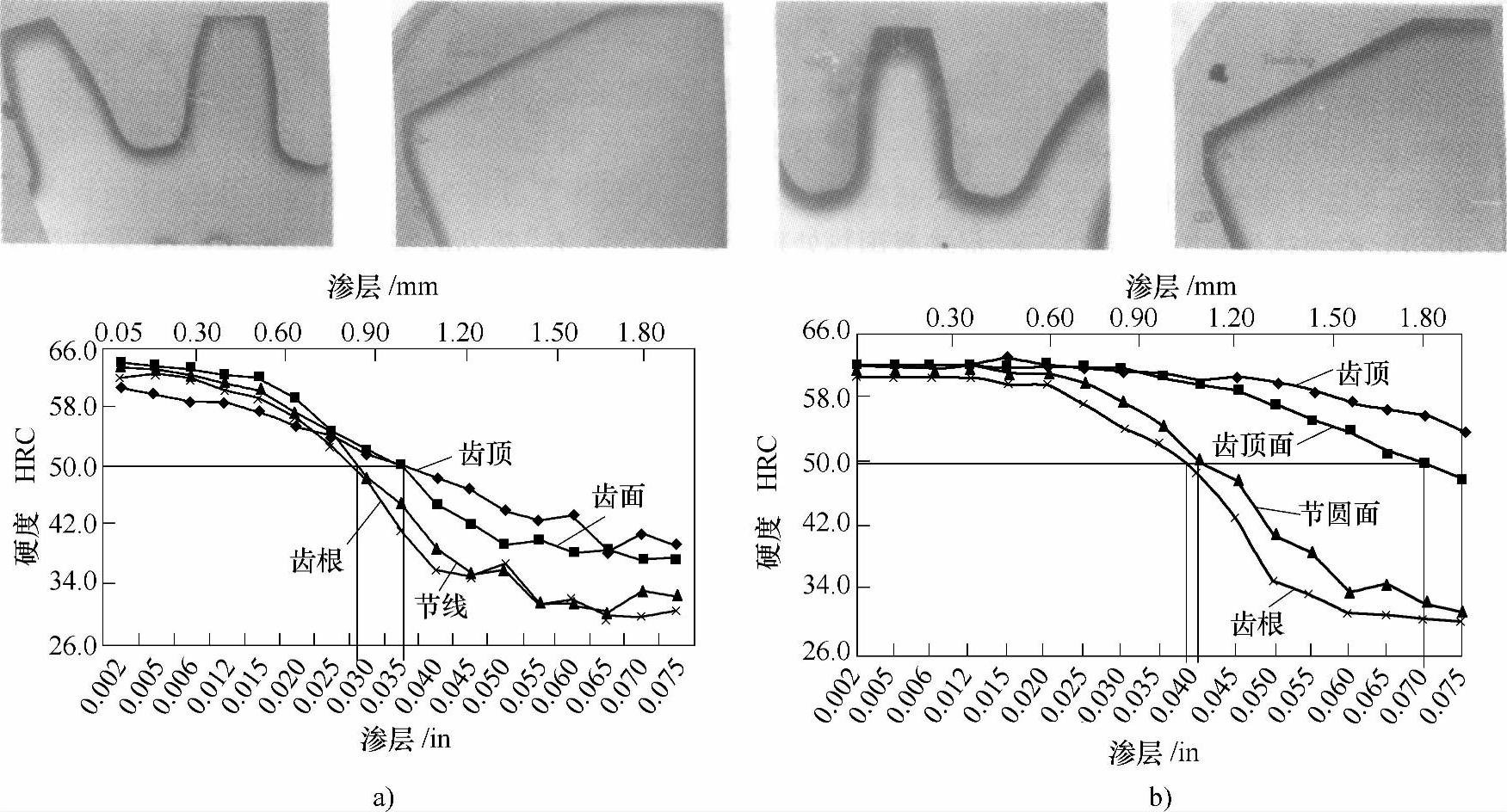
图7-28 AISI8620钢齿轮渗碳结果比较
a)普通气体渗碳(930℃×272min) b)Atmoplsa渗碳(212min)
注:1in=25.4mm。
有关齿轮热处理手册的文章

灰铸铁齿轮多用于开式齿轮传动。表1-29 常用灰铸铁、球墨铸铁的力学性能1.齿轮用灰铸铁及其热处理灰铸铁的选用 灰铸铁的抗弯及抗冲击能力很差,但它易于铸造、易切削,具有良好的耐磨性和减振性、最小的缺口敏感性、成本低。......
2023-06-29

供齿轮淬火时参考。齿轮淬火的冷却方式如图3-14所示,中碳钢经最佳亚温淬火处理与调质处理后的性能对比见表3-39。表3-40 常用水溶液淬火冷却介质(配方)及其应用效果(续)3.齿轮的分级淬火工艺为了尽可能降低淬火时产生的内应力,常借助奥氏体等温转变来进行各种类型的分级和等温淬火,以减少齿轮淬火畸变。齿轮在等温淬火后不需再进行回火。图3-15 常用的球墨铸铁等温淬火工艺曲线图3-16 球墨铸铁齿轮等温淬火工艺曲线2)检验结果。......
2023-06-29

齿轮常用的退火工艺有完全退火、去应力退火、等温退火等。完全退火工艺参数确定原则见表3-4,供齿坯退火时参考。奥氏体化保温后的齿轮应迅速转移到等温炉内进行等温。等温时间通常为3~4h,高合金钢5~10h或更长。齿轮经渗碳淬火后,畸变较小。图3-5 齿轮锻坯锻造余热等温退火工艺曲线......
2023-06-29

表7-66 主驱动齿轮低真空变压快速气体渗氮工艺应用实例(续)40Cr钢主驱动齿轮低真空变压快速氮碳共渗工艺表7-67 主驱动齿轮低真空变压快速氮碳共渗工艺应用实例......
2023-06-29

目前有部分大、中型齿轮采用固体渗碳工艺。表5-48 常用固体渗碳剂固体渗碳温度的选择 渗碳钢碳含量为0.15%~0.25%,其奥氏体化温度应在900℃以上,固体渗碳温度一般选择在900~950℃。当渗碳温度为930℃,渗层深度在0.8~1.5mm范围内时,出炉时间一般可按平均渗速0.10~0.15mm/h估算,并在预计出炉时间前0.5~1h检查试棒,渗层符合要求后即可出炉,渗碳箱出炉后,可根据情况选择放在空气中冷却到300℃以下,开箱取出齿轮,以防齿轮畸变等。......
2023-06-29

表5-110 预氧化两段快速渗氮工艺及效果5.齿轮的深层渗氮工艺齿轮接触疲劳强度与其硬化层深度/模数之比密切相关,为了提高齿轮承载能力和扩大应用范围,因而发展了深层渗氮工艺技术。常规渗氮层深度一般都小于0.6mm,而齿轮的深层渗氮可达1.1mm左右。美国费城齿轮公司生产的高参数齿轮中有43%采用渗氮处理,层深1mm的渗氮工艺周期为150h。......
2023-06-29
铸钢齿轮铣齿前需经退火、正火及调质处理,以提高齿轮强度和硬度。因此,使用铸钢齿轮毛坯时应进行充分的预备热处理,如扩散退火正火或完全退火等。铸钢齿轮热处理的选择见表1-38。表1-38 铸钢齿轮热处理的选择(续)大型铸钢齿轮用铸造低合金钢的牌号、化学成分及力学性能应符合JB/T 6402—2006的规定。......
2023-06-29
相关推荐