目前有部分大、中型齿轮采用固体渗碳工艺。表5-48 常用固体渗碳剂固体渗碳温度的选择 渗碳钢碳含量为0.15%~0.25%,其奥氏体化温度应在900℃以上,固体渗碳温度一般选择在900~950℃。当渗碳温度为930℃,渗层深度在0.8~1.5mm范围内时,出炉时间一般可按平均渗速0.10~0.15mm/h估算,并在预计出炉时间前0.5~1h检查试棒,渗层符合要求后即可出炉,渗碳箱出炉后,可根据情况选择放在空气中冷却到300℃以下,开箱取出齿轮,以防齿轮畸变等。......
2023-06-29
由于离子渗碳比一般热扩散渗速快,可节约时间50%左右;热效率高,工作气体消耗量少一般可节能30%以上,节省工艺气体70%以上;热处理畸变小。
真空离子渗碳已应用于20CrMnTi、20Cr等钢制齿轮的渗碳生产,效果良好。与其他渗碳方法的主要技术指标的对比见表7-46。由表中数据可见,离子渗碳的主要技术指标均优于气体渗碳与常规真空渗碳。
表7-46 20CrMnTi钢经不同渗碳方法主要技术指标的对比

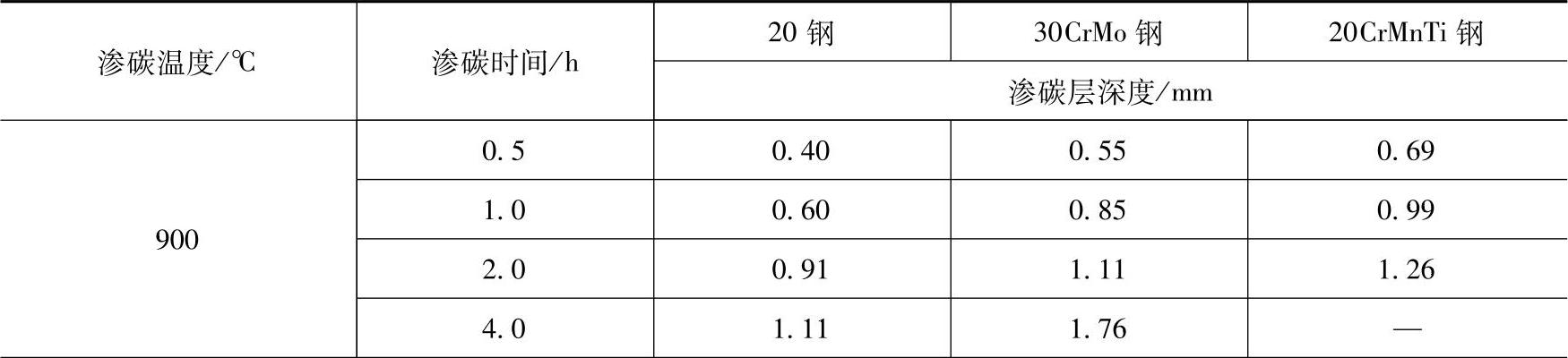
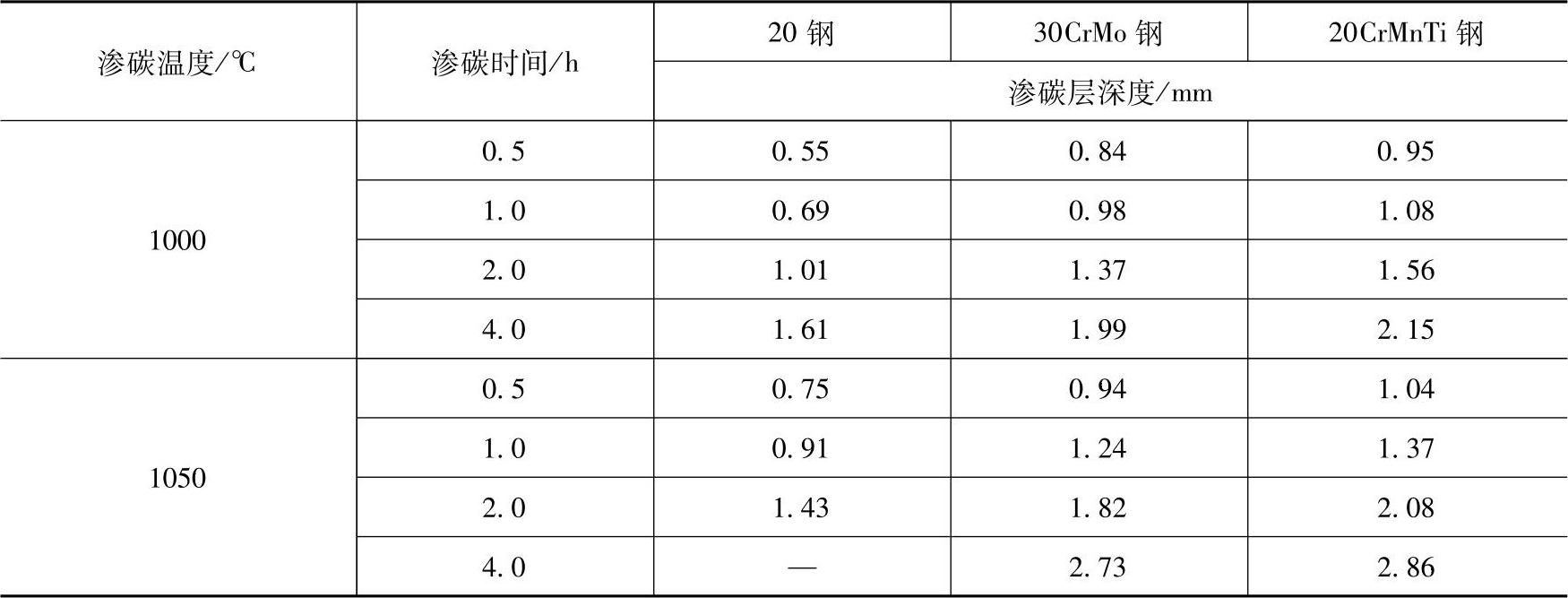
1.几种材料在不同离子渗碳条件下的渗碳层深度
几种材料在不同离子渗碳条件下的渗碳层深度见表7-47。可供齿轮离子渗碳时选择
表7-47 几种材料在不同离子渗碳条件下的渗碳层深度
(续)
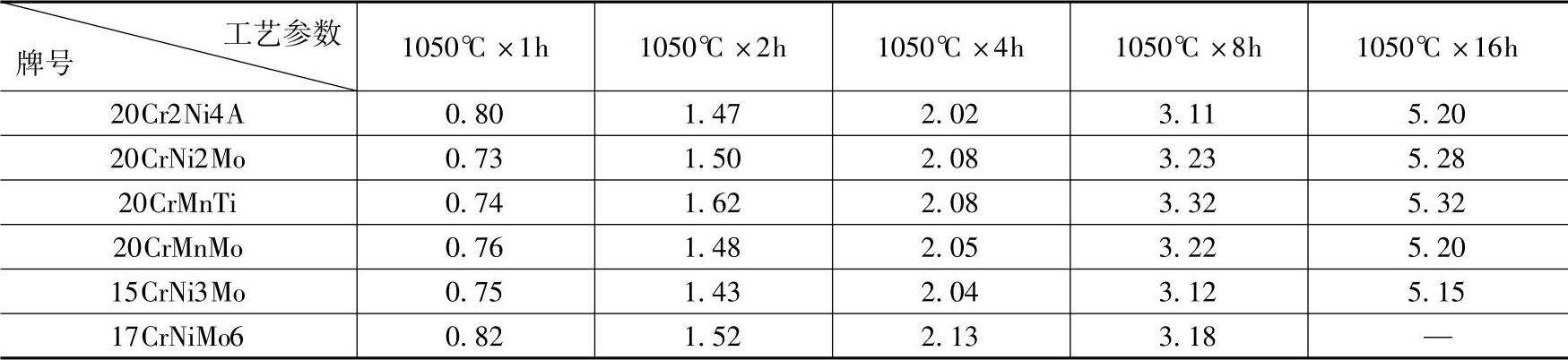
2.高温离子渗碳技术
提高离子渗碳温度(1000~1050℃)可加快渗碳速度,易获得较深渗碳层,缩短工艺周期节约能源。
例如,采用如下工艺规程:辉光电流密度0.25~0.50mA/cm2;渗碳介质N2∶C3 H8=860mL∶140mL;炉压267~533Pa;渗碳时间∶扩散时间=1∶1,对20Cr2Ni4A、20CrNi2Mo、20CrMnTi 20CrMnMo、15CrNi3Mo、17CrNiMo6等钢进行1050℃高温离子渗碳,不同时间所得渗层深度见表7-48。与表7-46中的数据相比较,可见渗碳速度显著增大。
表7-48 不同钢材高温离子渗碳的渗层深度(单位:mm)
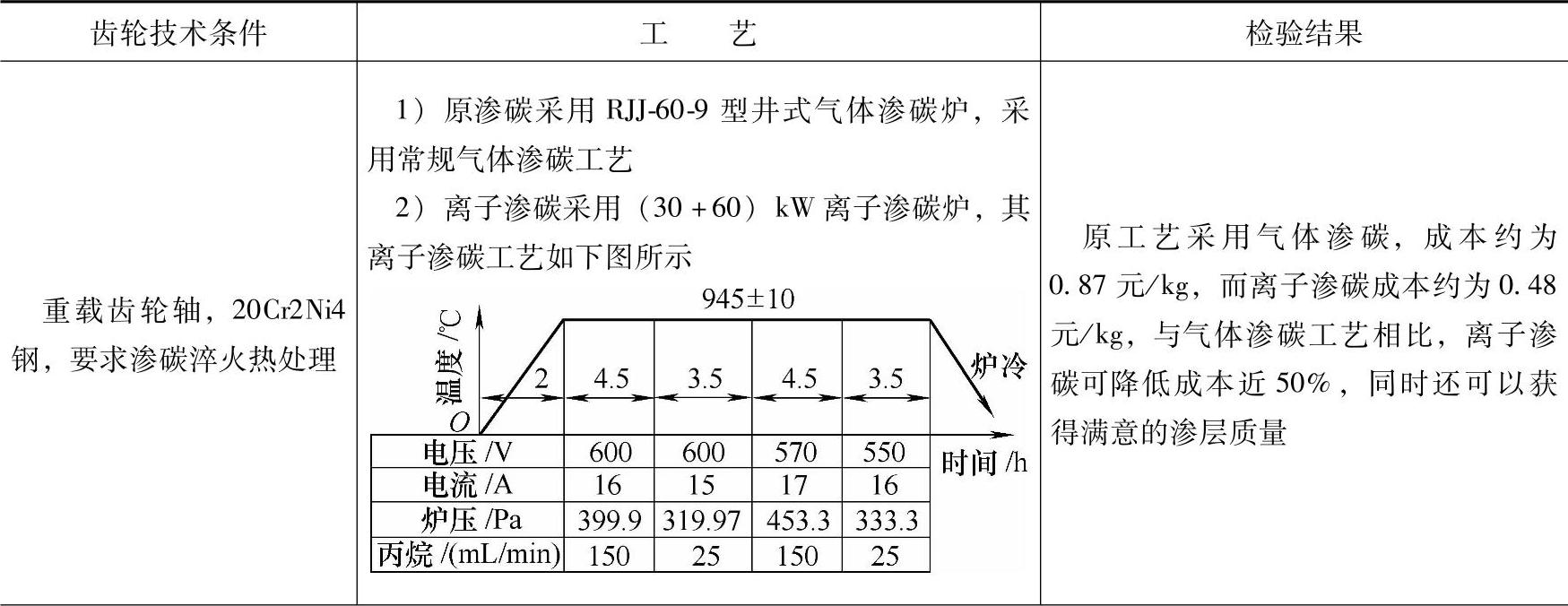
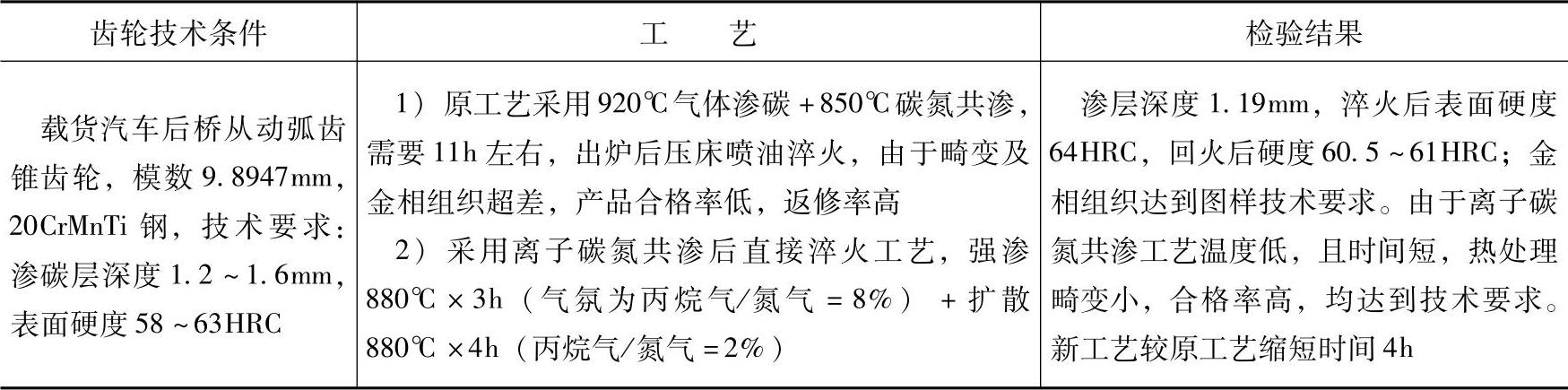
3.齿轮的离子渗碳技术应用实例
齿轮的离子渗碳技术应用实例见表7-49
表7-49 齿轮的离子渗碳技术应用实例
(续)
有关齿轮热处理手册的文章

目前有部分大、中型齿轮采用固体渗碳工艺。表5-48 常用固体渗碳剂固体渗碳温度的选择 渗碳钢碳含量为0.15%~0.25%,其奥氏体化温度应在900℃以上,固体渗碳温度一般选择在900~950℃。当渗碳温度为930℃,渗层深度在0.8~1.5mm范围内时,出炉时间一般可按平均渗速0.10~0.15mm/h估算,并在预计出炉时间前0.5~1h检查试棒,渗层符合要求后即可出炉,渗碳箱出炉后,可根据情况选择放在空气中冷却到300℃以下,开箱取出齿轮,以防齿轮畸变等。......
2023-06-29

球磨机和轧齿机齿轮、重型机械齿轮、蜗杆等只要设计合理,选材适当,经离子渗氮后的渗氮层就能够承受较大的载荷。齿轮剃齿后进行离子渗氮,减少了磨齿工序,优于高频感应淬火齿轮,降低噪声1~2dB。齿轮深层离子渗氮常用材料及预备热处理工艺见表7-60。......
2023-06-29

表5-56为几种盐浴渗碳剂的成分,可供齿轮渗碳时参考。表5-56 几种盐浴渗碳剂的成分液体渗碳 表5-57列出了各种液体渗碳盐浴的组成和使用效果。表5-57 各种液体渗碳盐浴的组成和使用效果① 渗碳剂:70%木炭粉+30%NaCl。⑤ 用黄血盐配制的渗碳盐浴也属于此类,因在高温下会分解产生氰盐,应注意操作安全和妥善处理废盐。......
2023-06-29

渗碳焊接齿轮在加热或淬火冷却时开裂倾向很大,因此应尽可能将内外圈和辐板处焊缝的拉应力减小到最低限度。实例1 大型焊接齿轮,齿圈选用低碳优质合金钢20CrNi2MoA;轮辐和筋板采用Q235AF钢;轮毂采用ZG35铸钢。齿轮渗碳淬火畸变情况检验见表5-66。齿轮渗碳淬火后略呈椭圆和喇叭状,其圆度为1.51mm,锥度平均为1.8mm。图5-9 大型焊接齿轮渗碳工艺曲线图5-10 大型焊接齿轮高温回火工艺曲线图5-11 大型焊接齿轮淬火工艺曲线图5-12 随炉试样有效硬化层硬度梯度曲线......
2023-06-29

供齿轮淬火时参考。齿轮淬火的冷却方式如图3-14所示,中碳钢经最佳亚温淬火处理与调质处理后的性能对比见表3-39。表3-40 常用水溶液淬火冷却介质(配方)及其应用效果(续)3.齿轮的分级淬火工艺为了尽可能降低淬火时产生的内应力,常借助奥氏体等温转变来进行各种类型的分级和等温淬火,以减少齿轮淬火畸变。齿轮在等温淬火后不需再进行回火。图3-15 常用的球墨铸铁等温淬火工艺曲线图3-16 球墨铸铁齿轮等温淬火工艺曲线2)检验结果。......
2023-06-29
齿轮常用的退火工艺有完全退火、去应力退火、等温退火等。完全退火工艺参数确定原则见表3-4,供齿坯退火时参考。奥氏体化保温后的齿轮应迅速转移到等温炉内进行等温。等温时间通常为3~4h,高合金钢5~10h或更长。齿轮经渗碳淬火后,畸变较小。图3-5 齿轮锻坯锻造余热等温退火工艺曲线......
2023-06-29

为了改善齿轮齿面和齿根渗碳均匀性,进一步采用了一种“小脉冲强渗+扩散”的模式,一般每一个小脉冲强渗时间为50s左右,脉冲间隔时间为10s左右,渗碳效果很好,如图7-17所示。国内摩托车齿轮利用连续式真空炉渗碳淬火已取得明显效果。......
2023-06-29

相关推荐