因为形成的熔深大,激光深熔焊适合于较厚材料的焊接和高速焊接。只有当工件上的激光功率密度超过阈值,等离子体才会产生,这标志着稳定深熔焊的实现。焦点位置 激光焊时,为了达到一定的功率密度,焦点位置至关重要。激光终止控制 激光深熔焊时,不管焊缝深浅,小孔现象始终存在。......
2023-06-26
1.激光淬火
激光淬火可以获得十分细小的马氏体组织,具有比常规淬火更高的组织缺陷密度,由于冷速极快[(1×104)~(1×109)℃/s],碳原子来不及扩散,因此马氏体碳含量较高,残留奥氏体也获得较高的位错密度,使材料具有畸变强化效果,从而显著提高了零件表面的耐磨性能,同时硬化层内残留有相当大的压应力,又显著增加了零件表面的抗疲劳性能。激光淬火畸变微小,可基本保持原用精度。
图7-1所示为齿面激光淬火形貌。图7-2所示为齿轮的激光热处理过程示意图。
图7-1 齿面激光淬火形貌

图7-2 齿轮的激光热处理过程示意图
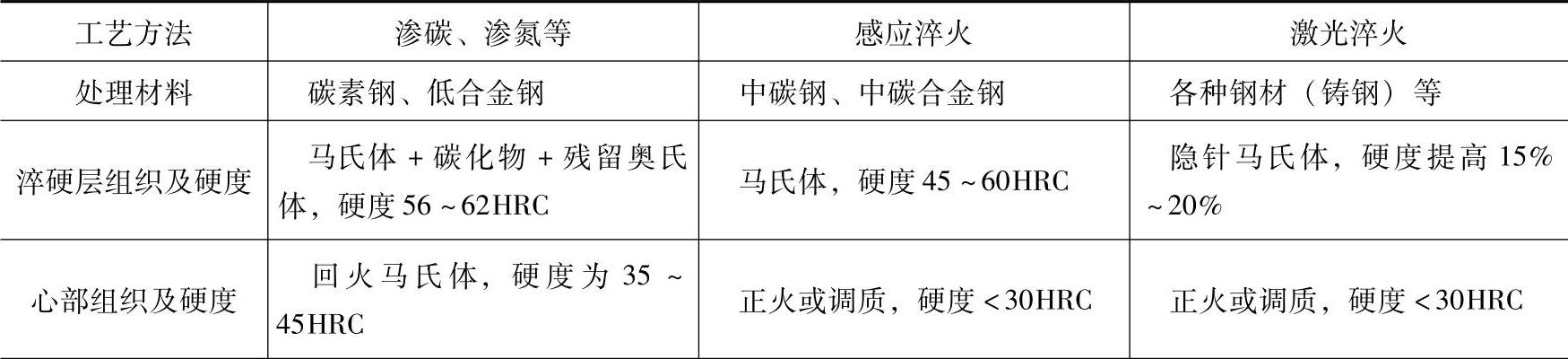
与常规热处理工艺方法(高中频感应淬火、渗碳或碳氮共渗、渗氮等)相比,齿轮经激光淬火后具有很强的优势,其对比优势见表7-1。
表7-1 齿轮激光淬火与常规热处理的对比
(续)

2.激光淬火材料
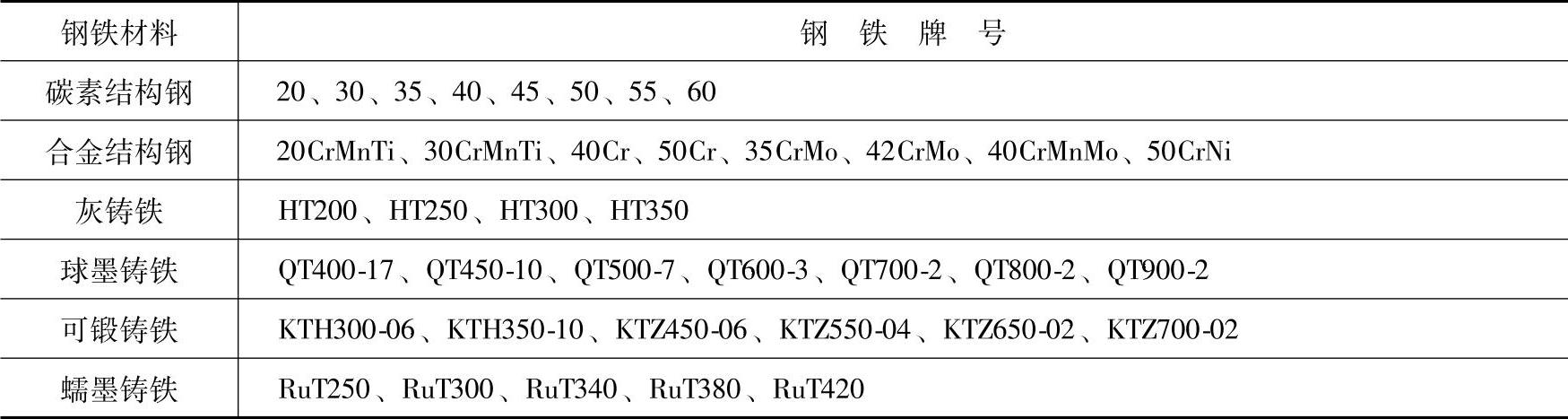
激光淬火常用材料见表7-2。供齿轮激光淬火时选用
表7-2 激光淬火常用材料
3.激光淬火工艺
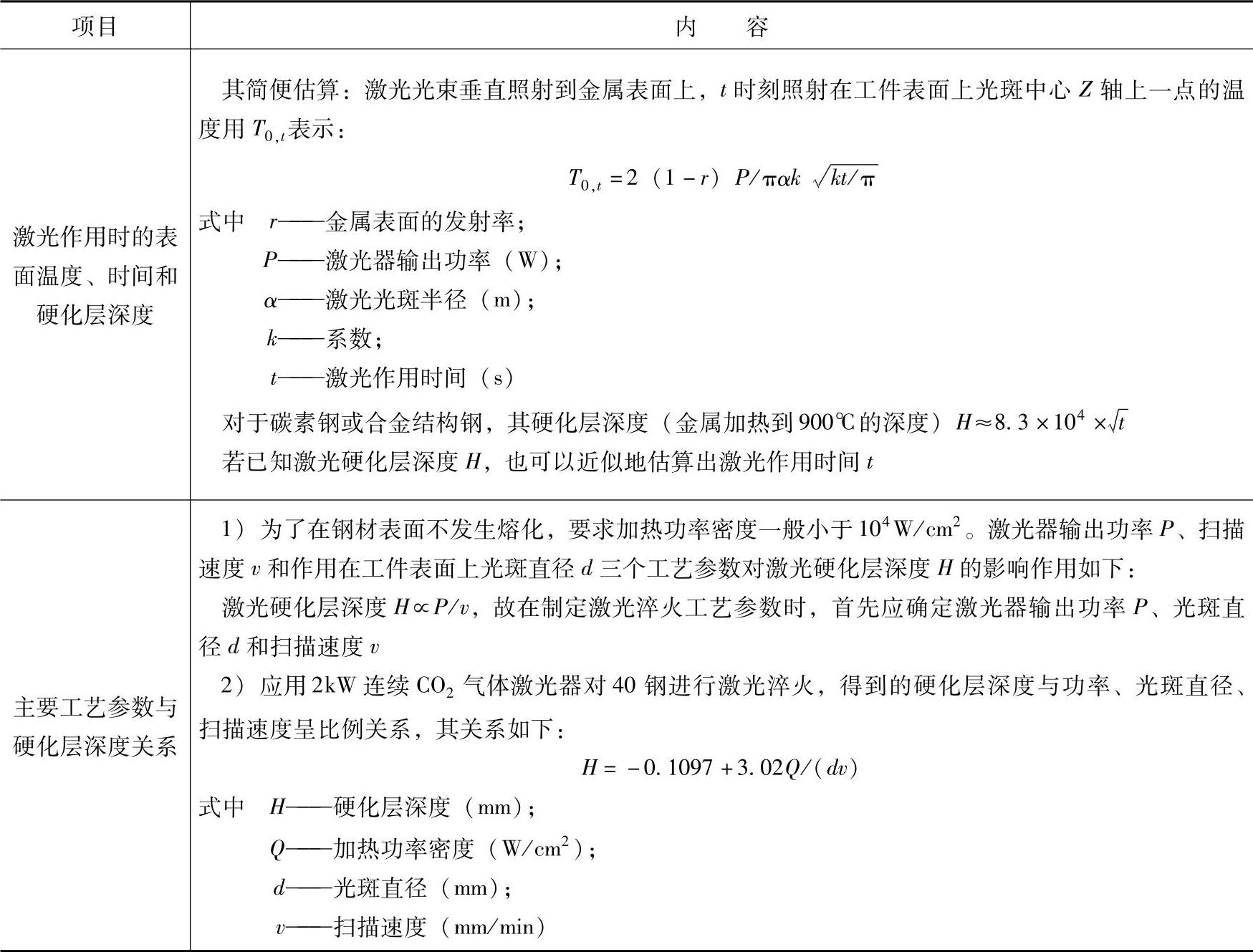
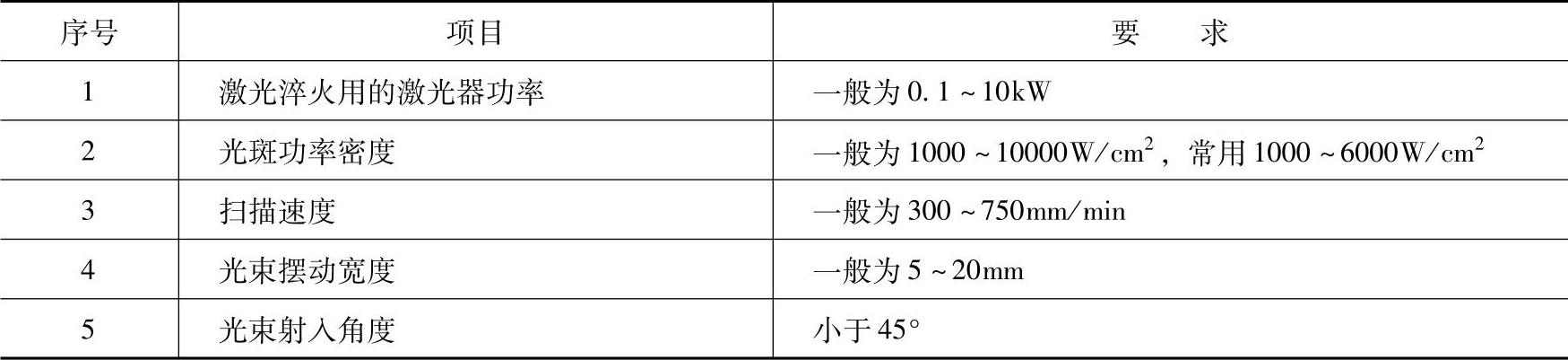
(1)激光淬火工艺参数 激光淬火的硬化指标主要是硬化层深度、宽度和硬度等。影响上述指标的基本工艺参数:光斑直径d,激光器输出功率P,扫描速度v,其次还有材料对光的吸收率。此外,也可直接用功率密度作为控制工艺的参数。激光淬火工艺参数的确定见表7-3。
表7-3 激光淬火工艺参数的确定

(续)
(2)激光淬火工艺规范(见表7-4)
表7-4 激光淬火工艺规范
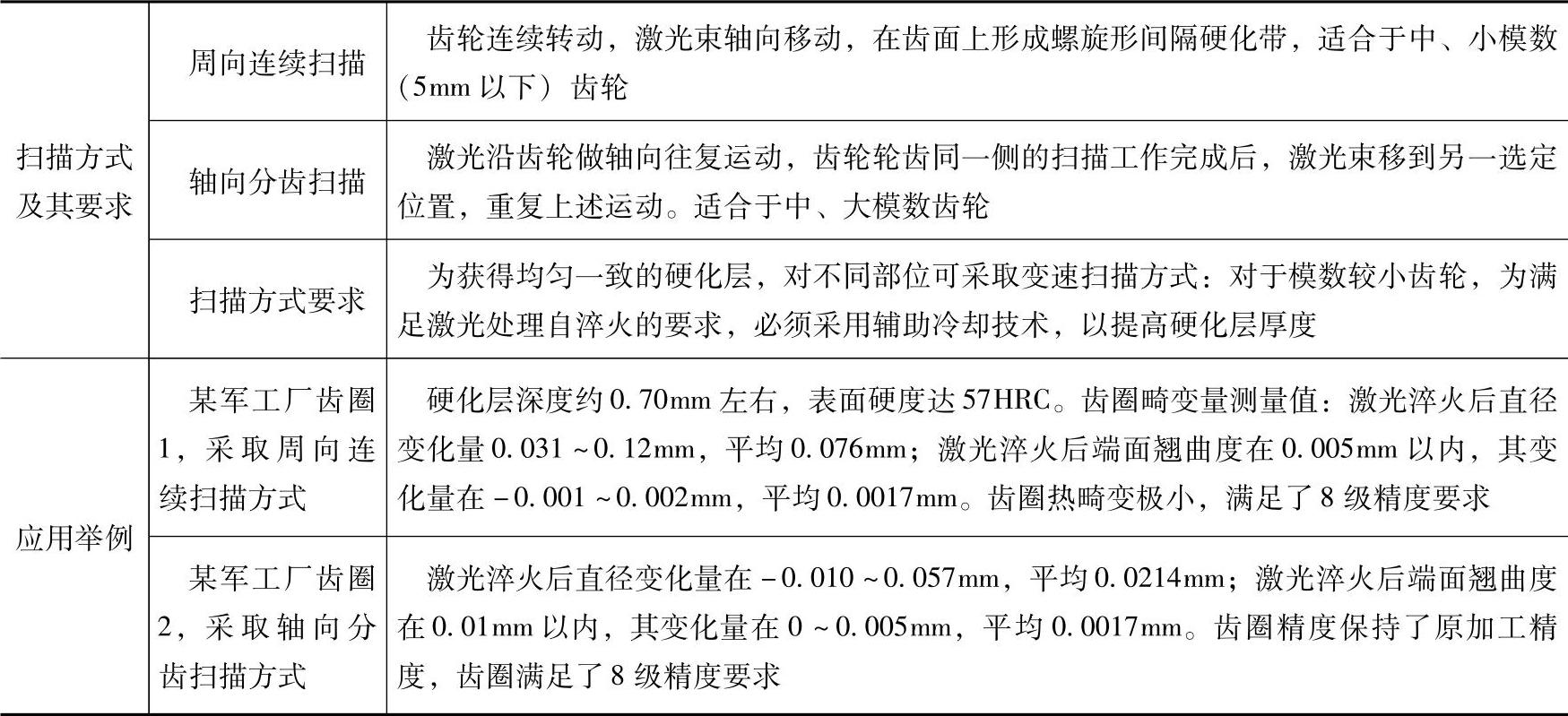
(3)齿轮激光淬火的扫描方式及其应用 齿轮激光淬火的扫描方式主要有轴向分齿扫描和周向连续扫描两种。轴向分齿扫描示意图如图7-3所示。齿轮激光淬火的扫描方式及其应用见表7-5。

图7-3 轴向分齿扫描示意图
表7-5 齿轮激光淬火的扫描方式及其应用
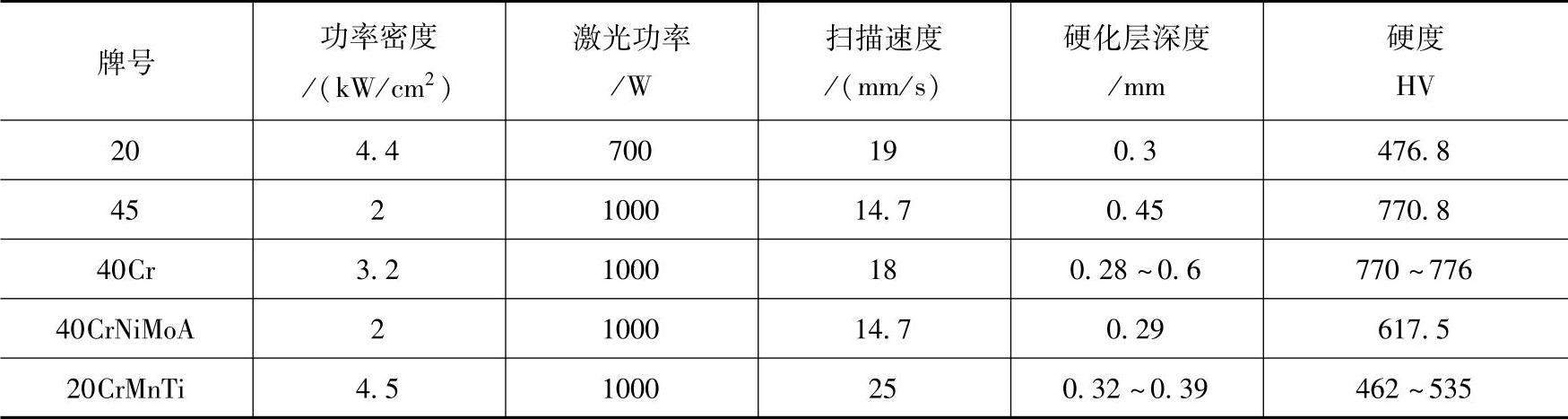
(4)几种材料激光淬火工艺参数及效果(见表7-6)
表7-6 几种材料激光淬火工艺参数及效果
4.激光淬火层组织与性能
(1)激光淬火层组织 钢件经激光淬火后,表层分为硬化区、热影响区(过渡区)和基体三个区域(见图7-4)。图7-4中白亮色的月牙形为硬化区,其组织与常规淬火相似;白亮区周围为过渡区,是部分马氏体转变的区域;过渡区之外为基体材料。
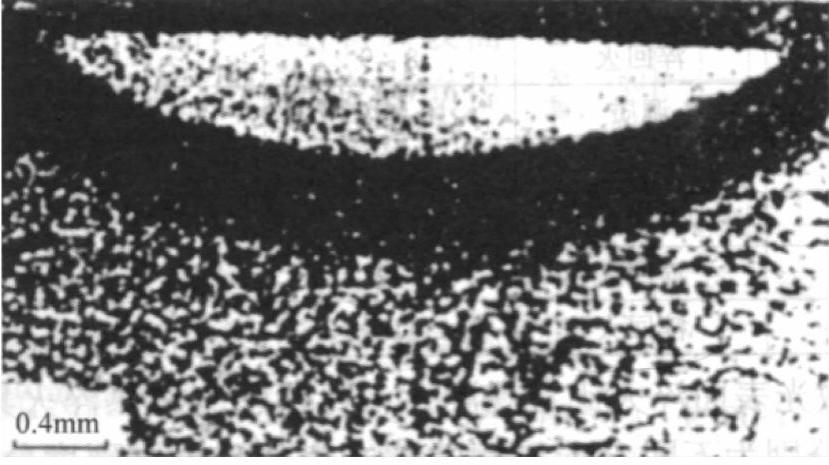
图7-4 45钢激光淬火区的横截面金相组织
1)激光加热速度为(1×103)~(1×104)℃/s,甚至可高达(1×105)~(1×106)℃/s,自激淬火冷却速度为1×103℃/s钢的奥氏体可全部转变为马氏体。
2)亚共析钢[w(C)0.1%~0.8%]激光加热后,组织中除奥氏体均匀化程度较高外还会存在渗碳体片;当激光淬火后,可以获得细小马氏体+较少量的残留奥氏体+少量渗碳体。
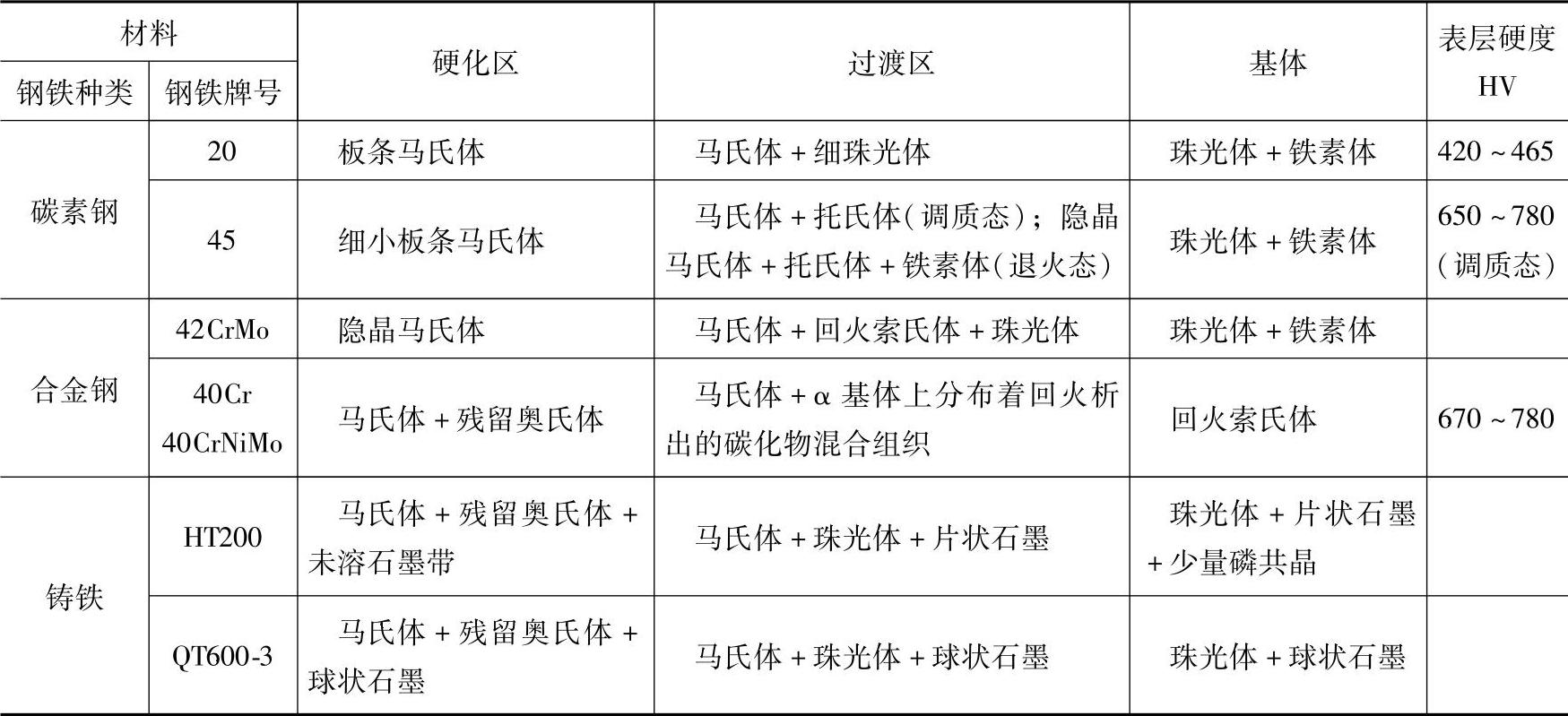
一些典型材料的激光淬火层组织列于表7-7。
(2)激光淬火性能 激光淬火硬化层深可控制在0.4~1.2mm。对于低碳钢、低碳合金钢,淬火硬度可达40HRC;中碳钢(如45钢)淬火硬度可达57HRC;中碳合金钢(如42CrMo)可达58~62HRC。
表7-7 典型材料的激光淬火层组织
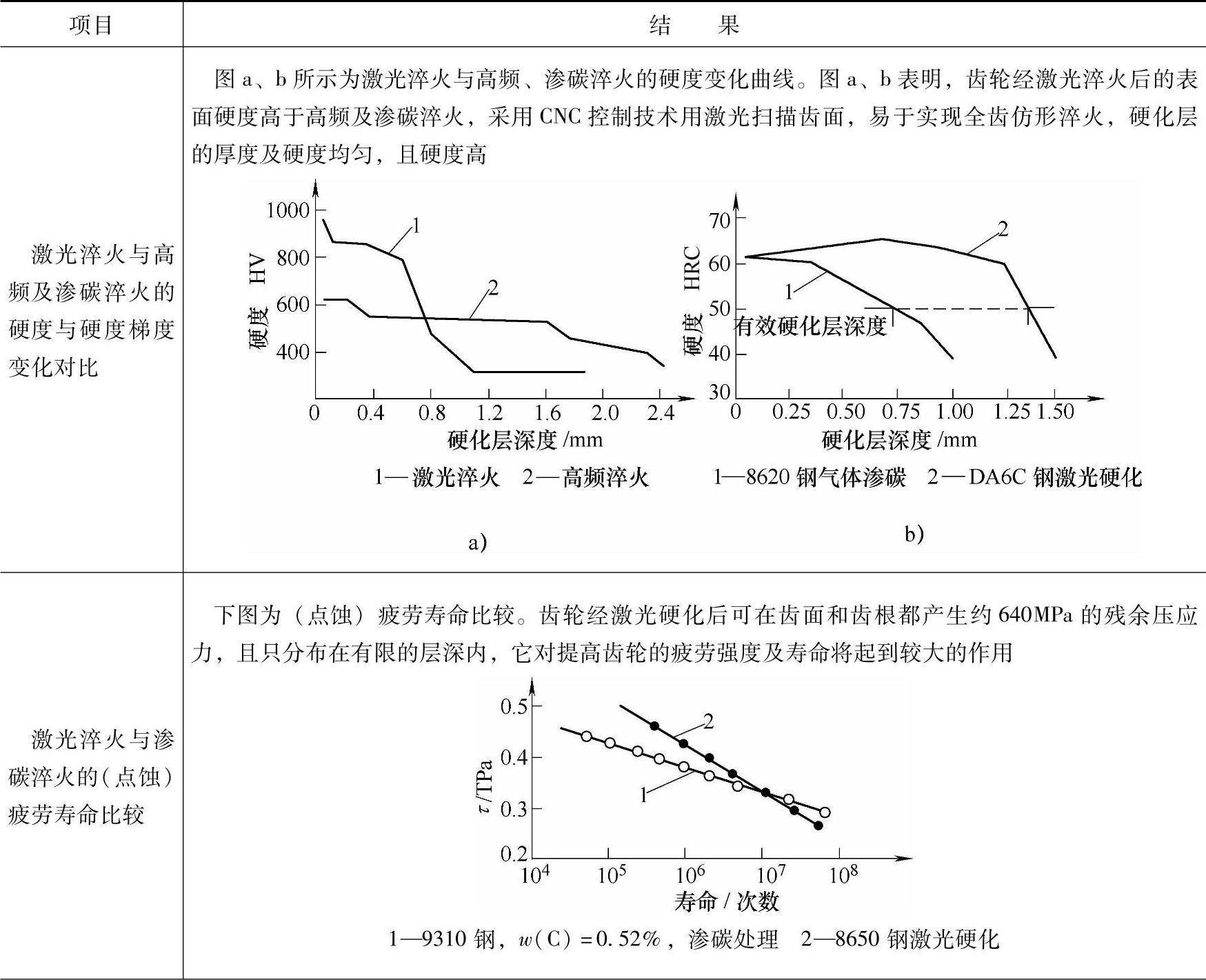
激光淬火后齿轮的疲劳强度比调质齿轮的高得多,寿命可提高几倍乃至十几倍。虽然激光淬火的硬化层硬度很高,耐磨性极好,但仍能保持良好的韧性。激光淬火与常规热处理方法处理的齿轮性能对比见表7-8。
表7-8 激光淬火与常规热处理方法处理的齿轮性能对比
(续)

表7-9 激光淬火前后齿轮的畸变实测值对比(μm)

5.齿轮激光热处理技术经济指标对比情况
某精轧机机座减速器低速齿轮轴渗碳、中频和激光处理的技术经济指标对比见表7-10
表7-10 减速器低速齿轮轴渗碳、中频和激光处理的技术经济指标对比

6.齿轮激光热处理成套设备型号及其主要性能指标
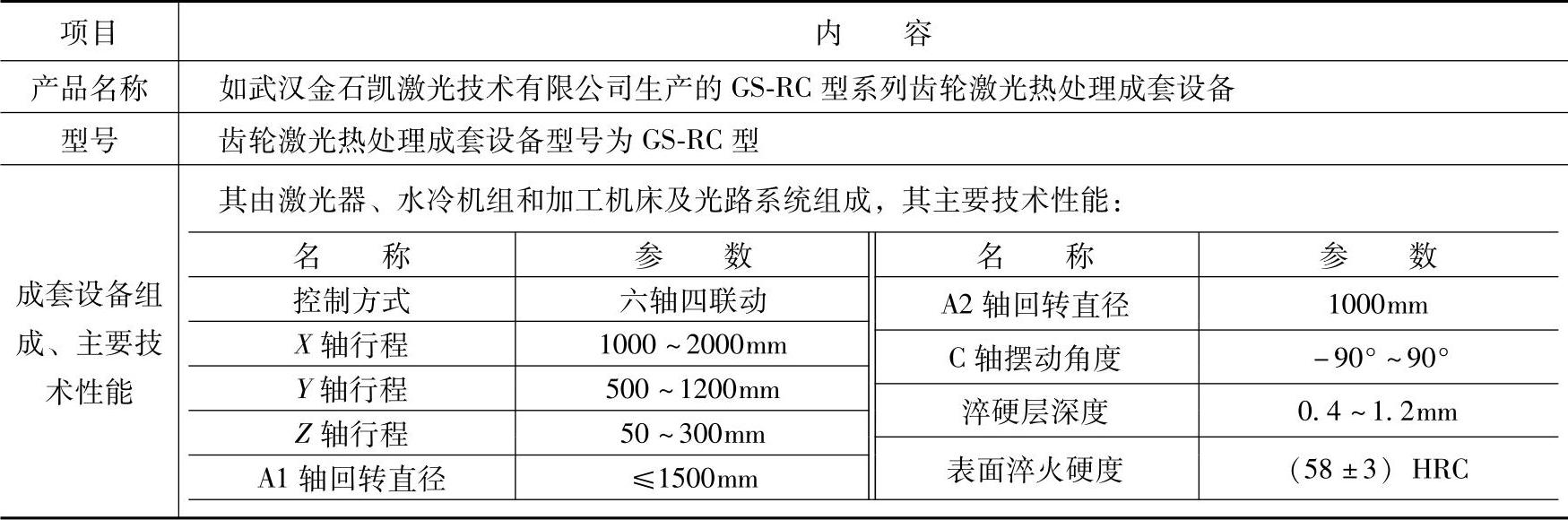
齿轮激光热处理成套设备型号及其主要性能指标见表7-11
表7-11 齿轮激光热处理成套设备型号及其主要性能指标
有关齿轮热处理手册的文章

因为形成的熔深大,激光深熔焊适合于较厚材料的焊接和高速焊接。只有当工件上的激光功率密度超过阈值,等离子体才会产生,这标志着稳定深熔焊的实现。焦点位置 激光焊时,为了达到一定的功率密度,焦点位置至关重要。激光终止控制 激光深熔焊时,不管焊缝深浅,小孔现象始终存在。......
2023-06-26

当激光束移开加热表面后,该处的热量便迅速传导至表面上的其余冷态部分,即相当于自行激冷淬火,而无须采取别的急冷措施。与普通热处理相比,激光加热表面淬火具有以下特点。激光加热表面淬火最大的不足是激光发生器价格昂贵。因为激光加热表面淬火具备以上优点,因此虽然开发时间较短,但进展较快,已在一些机械产品的生产中获得成功应用,如变速箱齿轮、发动机气缸套、轴承圈和导轨等。......
2023-06-24

图10-10激光打孔技术的应用2. 激光切割技术激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量,如图10-11所示。图10-14激光打标技术的应用图10-14激光打标技术的应用激光打标技术6. 激光熔覆技术激光熔覆是一种表面改性技术,又称激光熔敷或激光包覆。......
2023-06-24

机载激光测深系统目前测深能力一般在50 m左右,其测深精度在0.3 m左右。机载激光测深可作常规海道测量之用,这也是研制机载激光测深系统的始动力。同时,机载激光测深还能提高水下运动目标(如潜艇)的发现概率。在海洋工程中,机载激光测深还可以测定港口的淤积等。......
2023-11-29

胶结用于载荷较小、板件较薄、环境条件较好的场合。表5-1胶结工艺特点胶结的零件主要有板件、各种型材、蜂窝夹芯和用于局部加强的整体构件。为了获得胶结性能良好的结构,胶结零件必须满足外形容差和表面状态两个方面的要求。这三个因素不仅影响胶结过程的顺利进行,而且影响到结构的最终胶结质量,因此必须执行相关环境标准。表5-2胶结结构的主要形式及其特点......
2023-07-18

钛合金激光熔覆已经在航空航天、舰船、石化、冶金等领域得到应用。近年来,美国生产的多个系列Ti-6Al-4V钛合金激光熔覆成形零件已获准在实际飞行器中使用。堆焊合金粉末是较理想的激光熔覆材料,有很高的应用价值。钛合金激光熔覆层的耐磨性与硬度成正比。......
2023-06-23
美国ELECTROHEAT公司和德国ELDEC公司等提出的同时双频感应淬火,才真正使齿轮的轮廓淬火获得成功。图7-9 现代化齿轮同时双频感应淬火示意图图7-10 齿轮同时双频感应加热及其硬化层分布1—齿轮 2—感应圈SDF法优点与用途1)优点。同时双频感应加热,易于集成在现有机加工生产线上。很显然,SDF同步双频感应淬火具有更小的畸变量和更均一的轮廓硬化层图7-11 行星齿轮简图图7-12 行星齿轮感应淬火畸变量对比a)SDF同时双频感应淬火 b)中频感应淬火2)应用。......
2023-06-29

相关推荐