齿轮常用的退火工艺有完全退火、去应力退火、等温退火等。完全退火工艺参数确定原则见表3-4,供齿坯退火时参考。奥氏体化保温后的齿轮应迅速转移到等温炉内进行等温。等温时间通常为3~4h,高合金钢5~10h或更长。齿轮经渗碳淬火后,畸变较小。图3-5 齿轮锻坯锻造余热等温退火工艺曲线......
2023-06-29
1.感应器组成与分类
感应器主要包括施感导体(或称有效线圈)、汇流条(又称汇流排)和连接板(又称连接结构)三个主要组成部分,如图6-17所示。此外,多数感应器还附有供水装置和定位紧固装置等其分类见表6-66。
2.新型感应器
欧美各国及日本普遍采用CAD技术设计感应器,近年来新开发感应器结构,使单齿沿齿沟淬火、台阶轴感应淬火等难题相继得到解决。新型结构感应器在工艺及制作上体现出以下特点:感应器本体标准化,配置快换夹头和快换接头以便更换不同有效圈的感应器;机加工或模机具成形,保证有效圈尺寸;采用银钎剂钎焊技术,提高感应器的强度和刚度等。
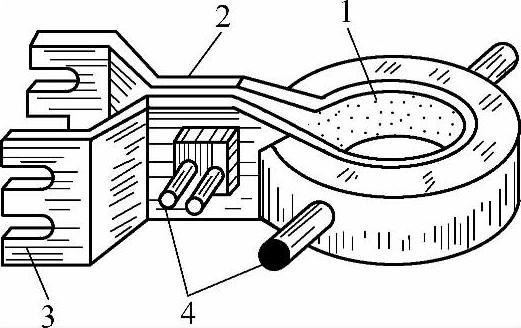
图6-17 感应器结构示意图
1—施感导体 2—汇流条 3—连接板
4—供水装置
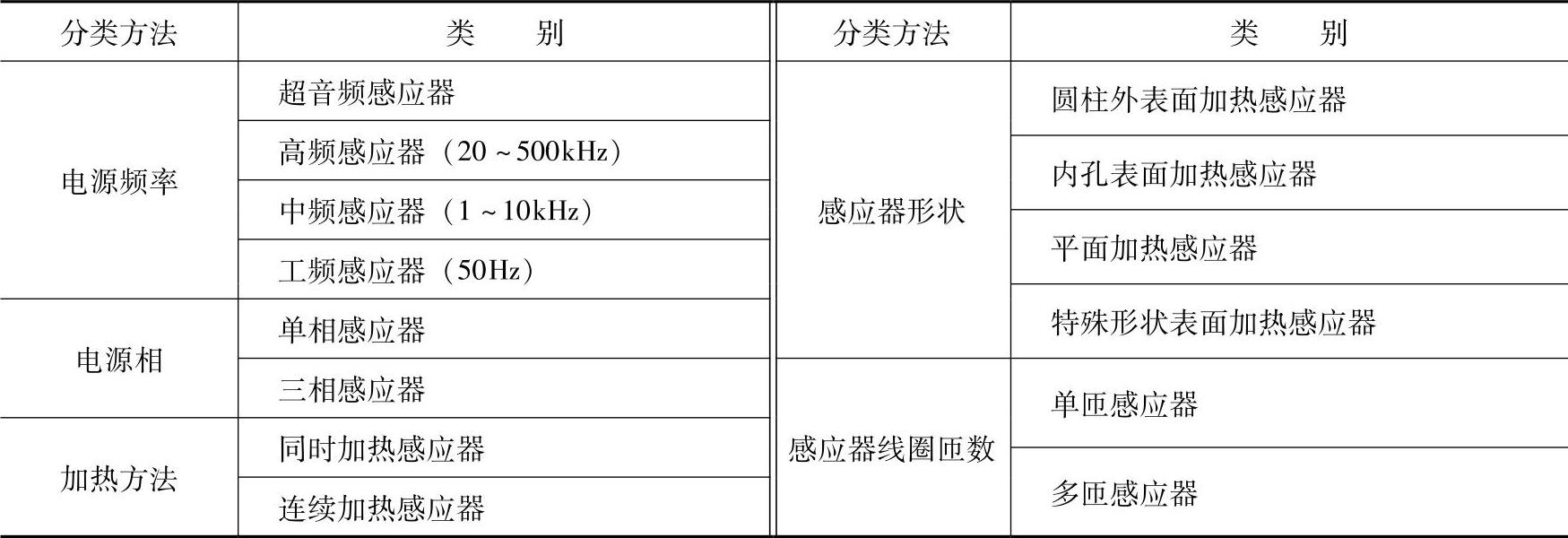
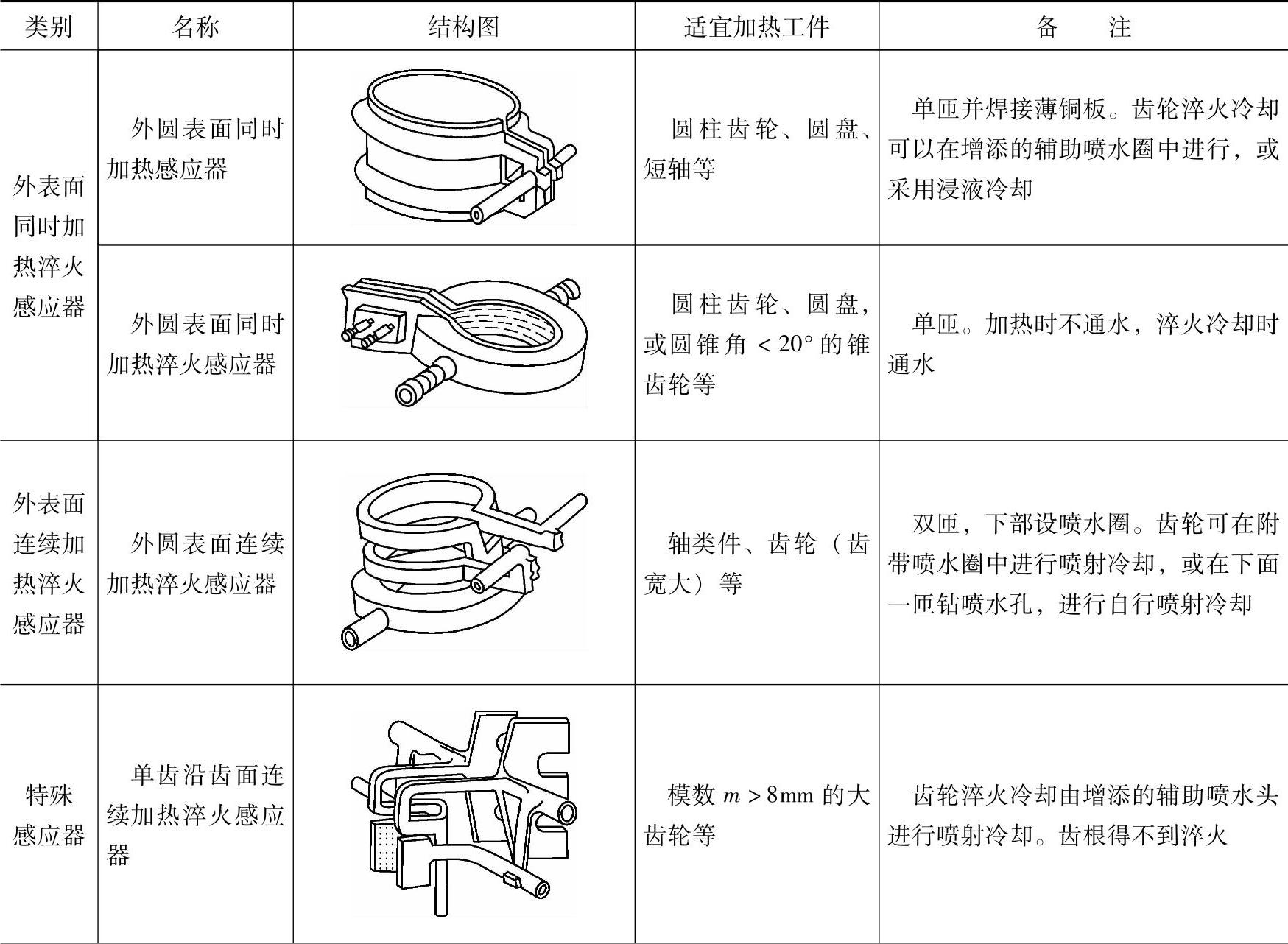
表6-66 感应器的分类
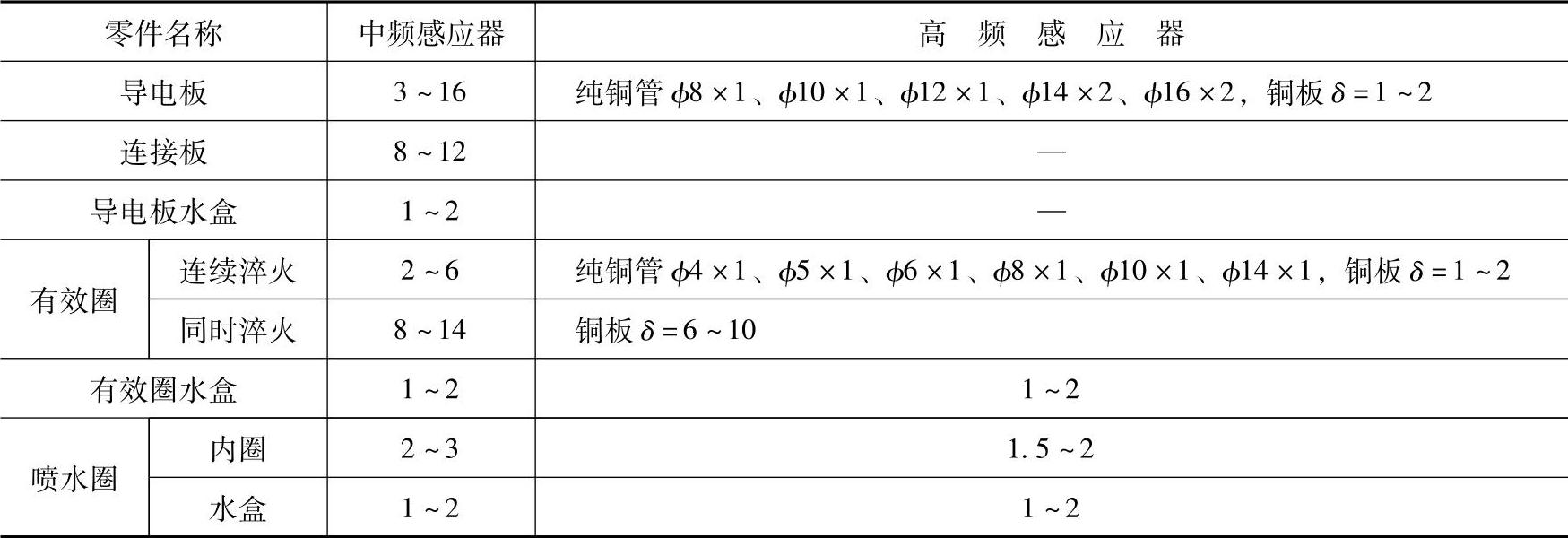
3.高、中频感应器和喷水圈用料厚度(见表6-67)
表6-67 高、中频感应器和喷水圈用料厚度(单位:mm)
4.感应器有效圈圈数与零件淬硬层深度的关系(见表6-68)
表6-68 感应器有效圈圈数与零件淬硬层深度的关系

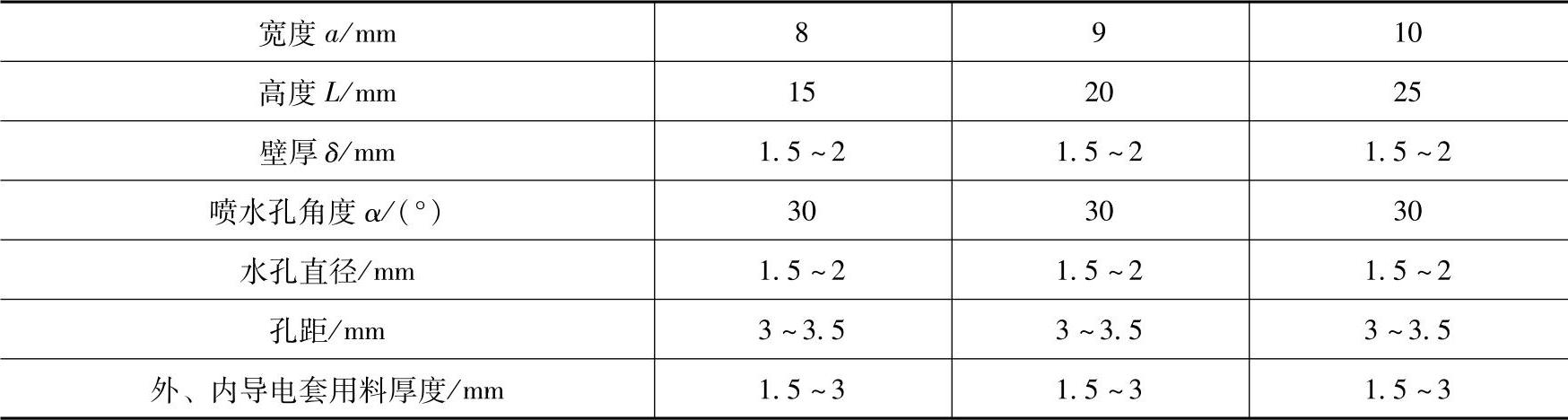
5.中频连续淬火感应有效圈截面尺寸及高、中频内孔淬火感应器有效圈矩形截面尺寸(见表6-69、表6-70和表6-71)
表6-69 中频连续淬火感应有效圈截面尺寸

表6-70 高频内孔淬火感应器有效圈矩形截面尺寸
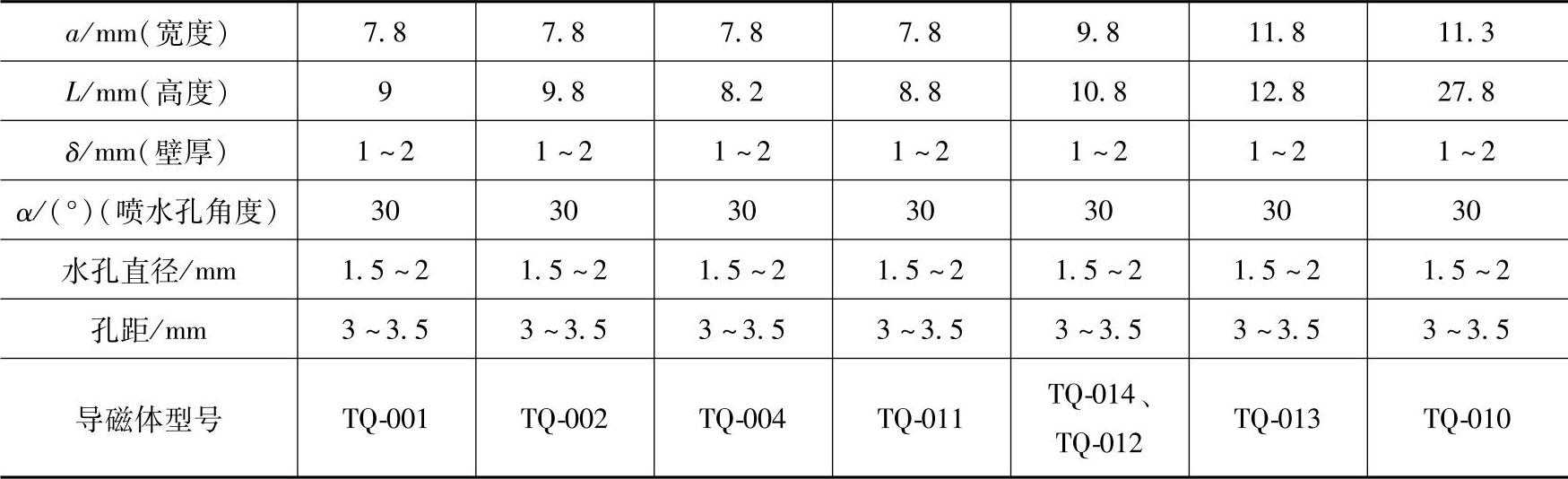
表6-71 中频内孔淬火感应器有效圈截面尺寸
6.喷水器常用尺寸(见表6-72)
表6-72 喷水器常用尺寸
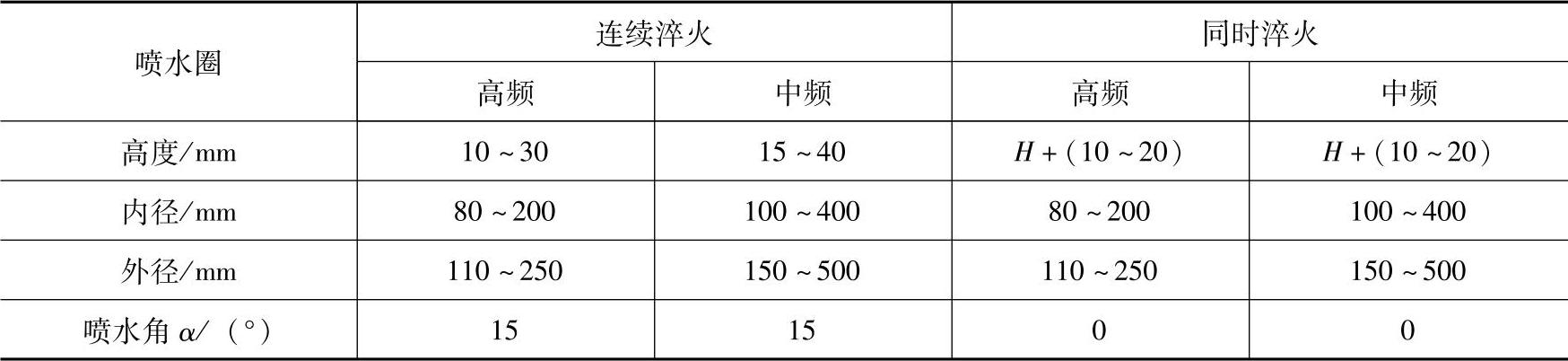
注:表中H为感应器高度
7.喷水器的喷水孔设计
1)同时加热淬火喷水圈往往是感应器有效圈本身,图6-18a所示喷水圈的水孔沿圆周方向距离为7mm,轴向距离为3mm。这种设计对改善或消除淬火螺旋带也有好处。图6-18b所示为喷水板水孔分布设计,喷水板的水孔可以均布,喷水板与淬火表面的距离较远,一般有30~50mm这对消除淬火裂纹有利。
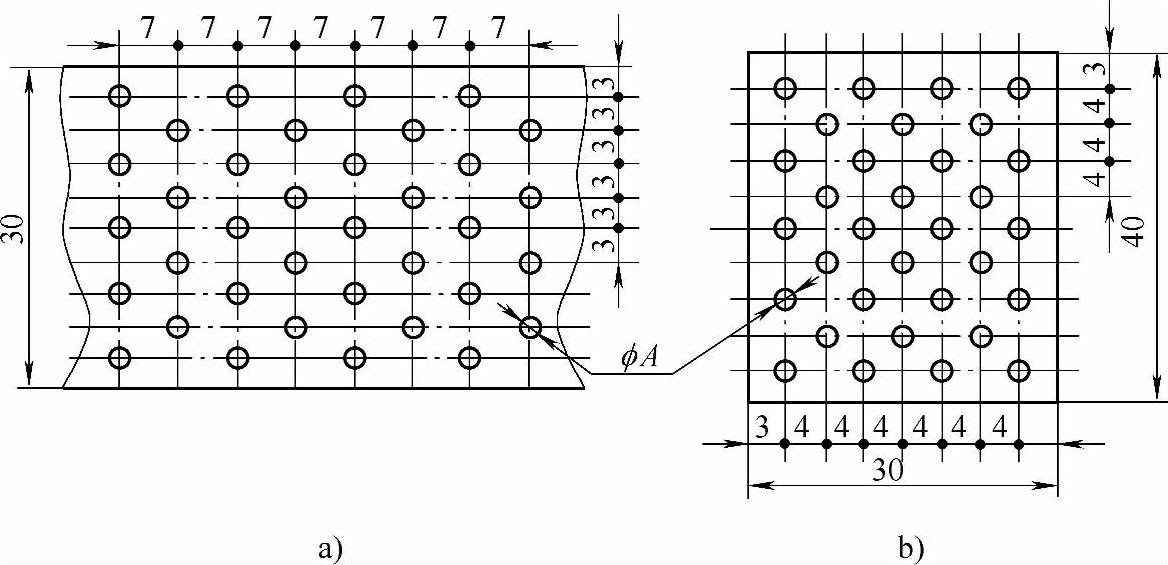
图6-18 喷水孔分布设计
a)喷水圈水孔分布 b)喷水板水孔分布
喷水孔的直径与淬火冷却介质的品种有关,淬火冷却介质是水时,φA=1.2~1.8mm;淬火冷却介质是聚合物水溶液时,φA=1.8~2.5mm。
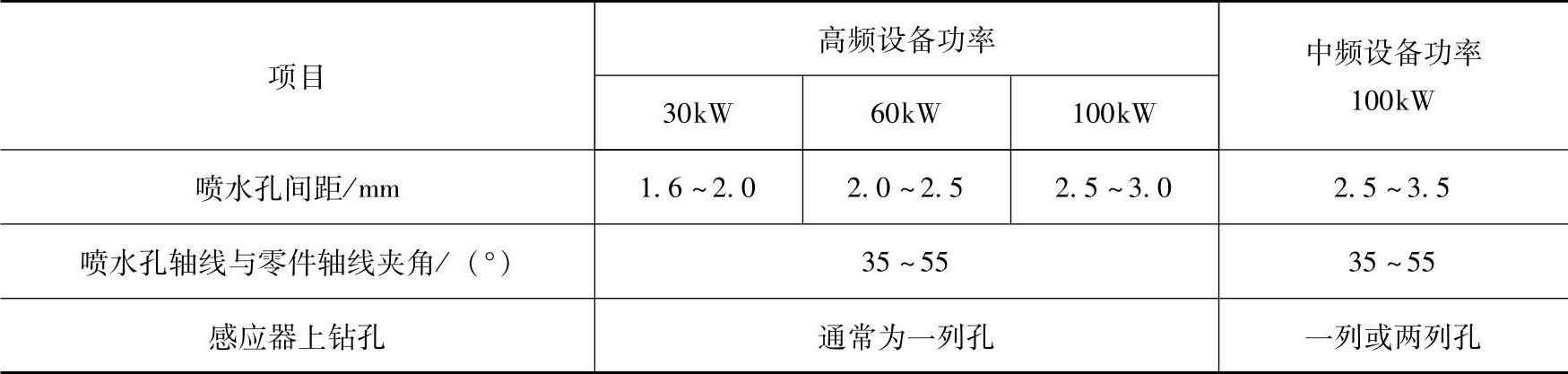
连续加热感应器的喷水孔排列与喷水孔距离见表6-73。
表6-73 连续加热感应器的喷水孔排列与喷水孔距离
2)合理设计感应器喷水孔大小与分布形式。同时加热自喷射式的感应器都带有喷水孔,可对齿轮进行淬火冷却。喷水孔直径大小与淬火冷却介质和电流频率有关,见表6-74。
表6-74 喷水孔直径大小与淬火冷却介质和电流频率关系
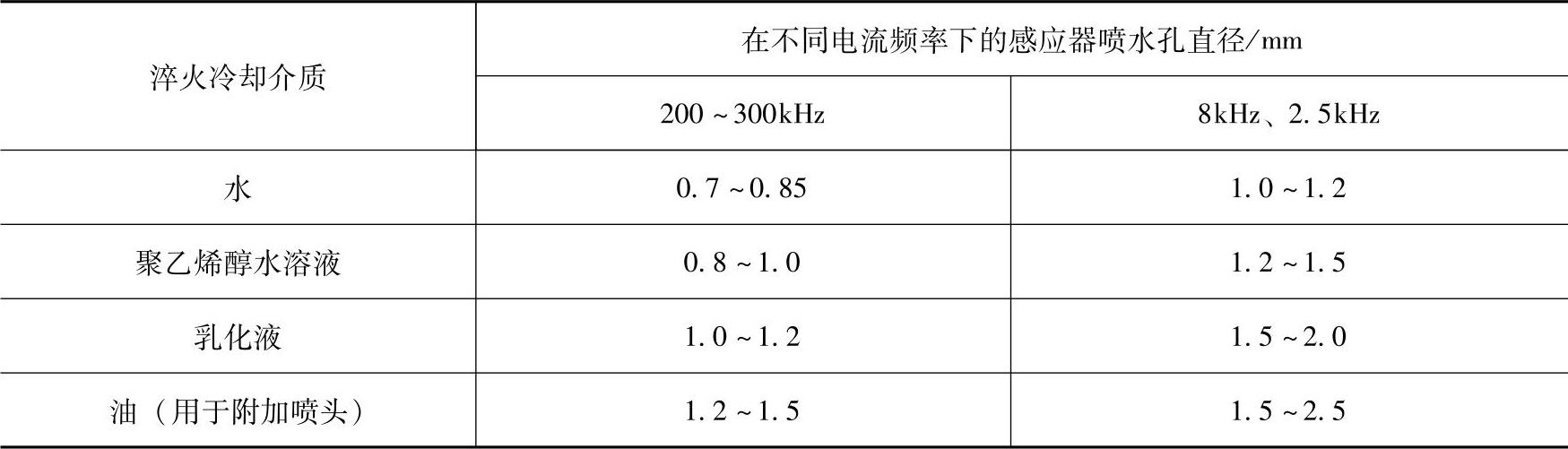
注:1.淬火冷却介质为油时,通常用附加喷头。
2.孔排列为棋格式,相邻两孔的中心线距离为6~8mm
3.孔一般钻成阶梯孔。
8.齿轮高频感应淬火感应器的种类与选择(见表6-75)
表6-75 齿轮高频感应淬火感应器的种类与选择
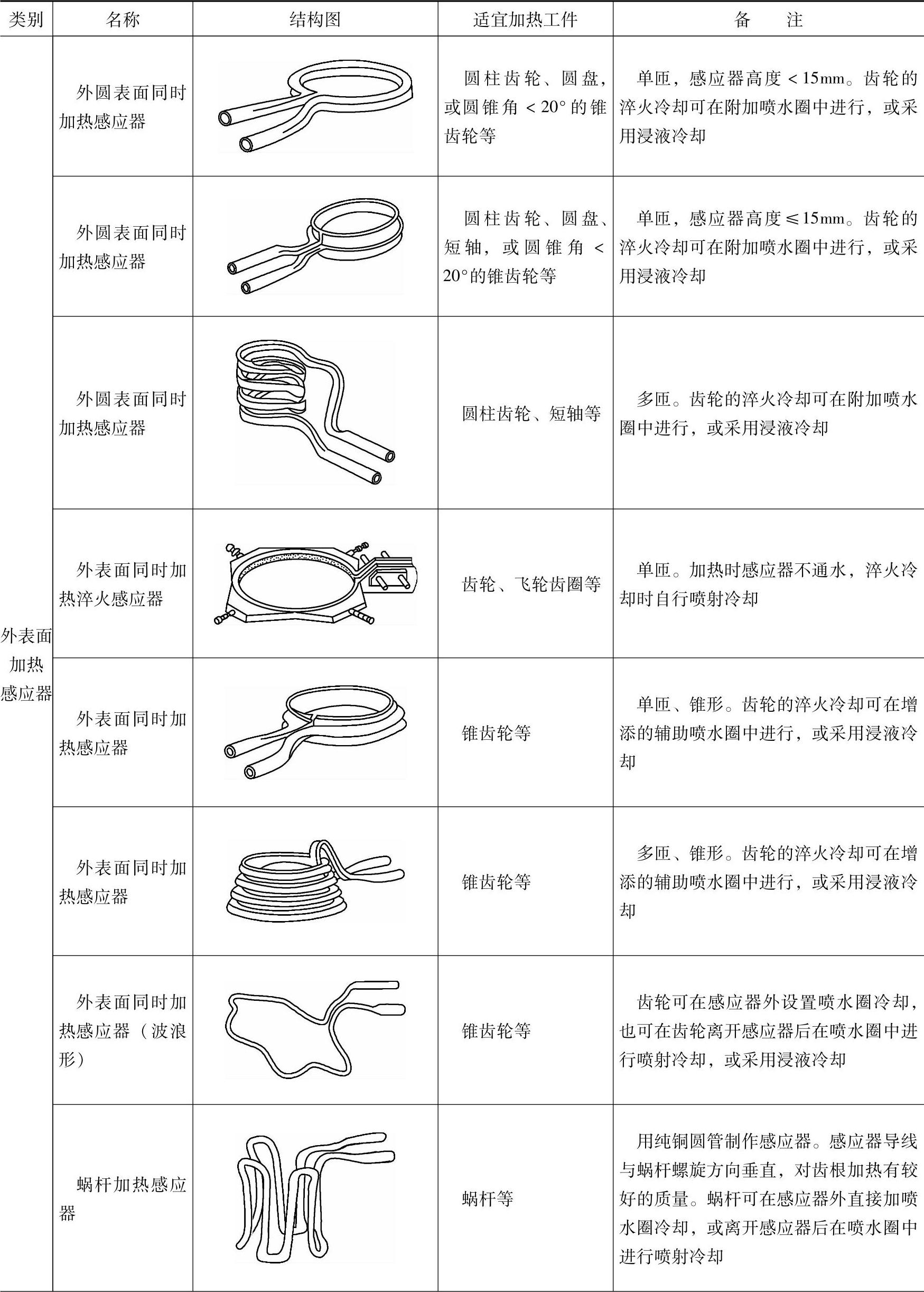
(续)
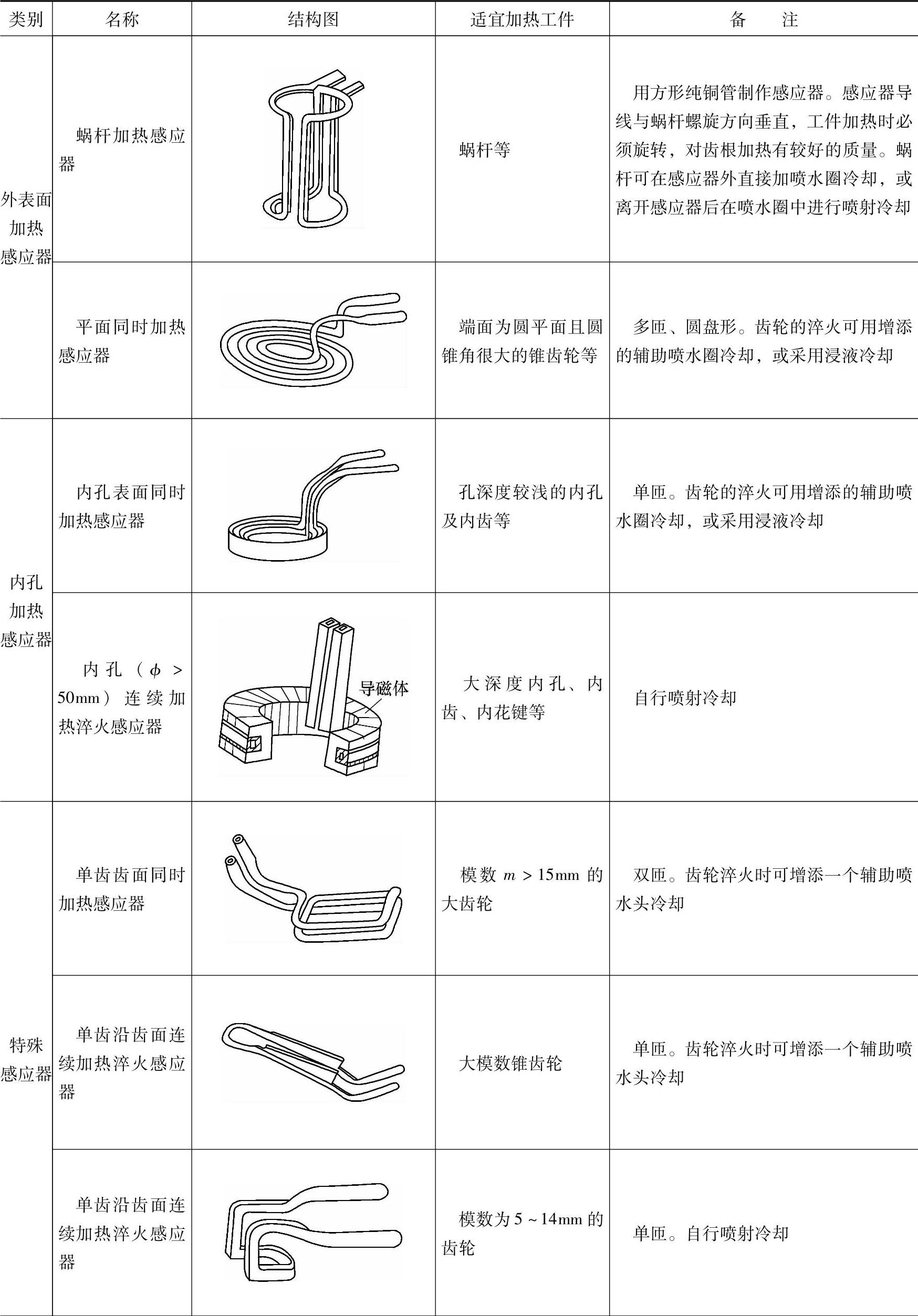
(续)
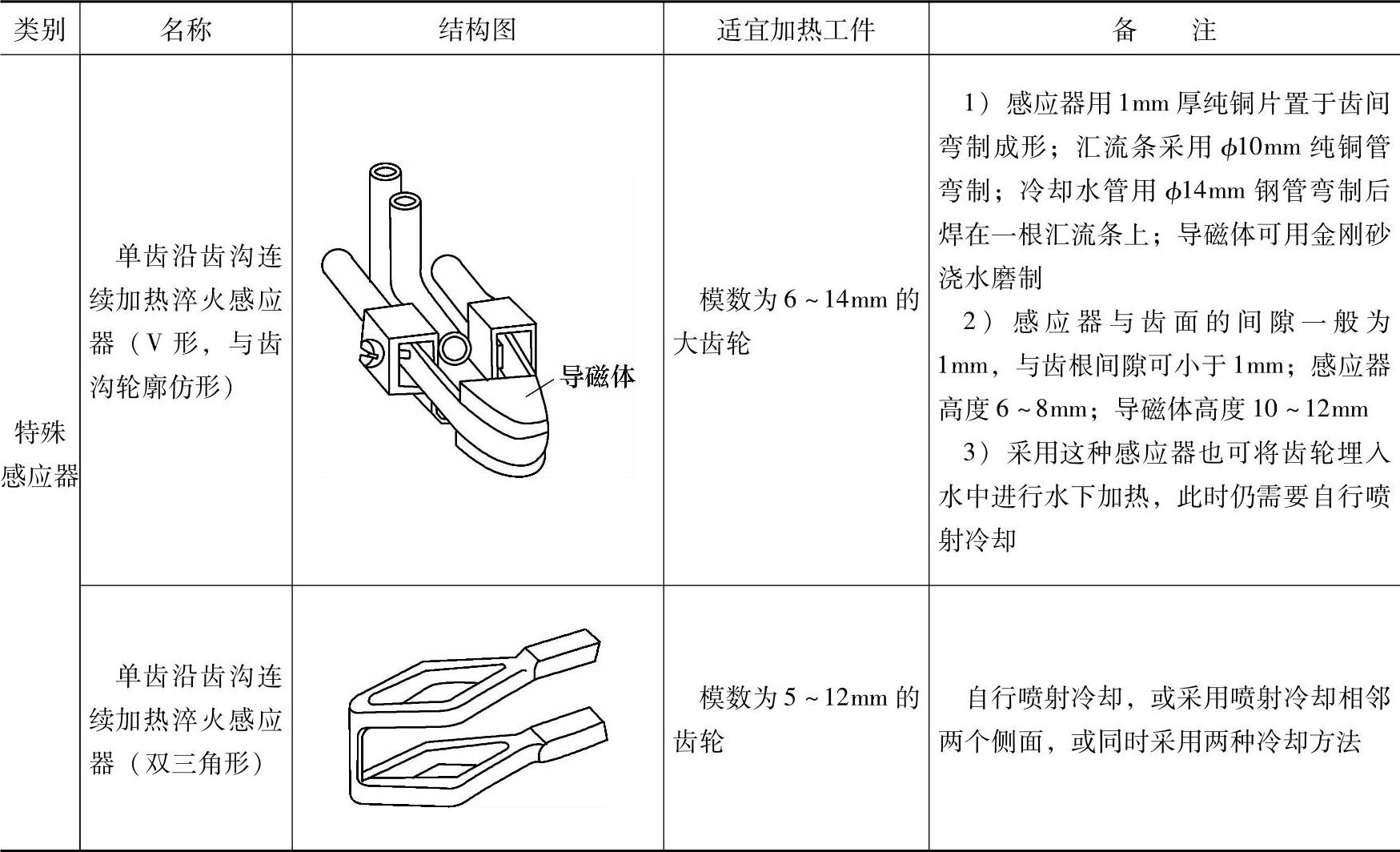
9.齿轮中频感应淬火感应器的种类与选择(见表6-76)
表6-76 齿轮中频感应淬火感应器的种类与选择
(续)

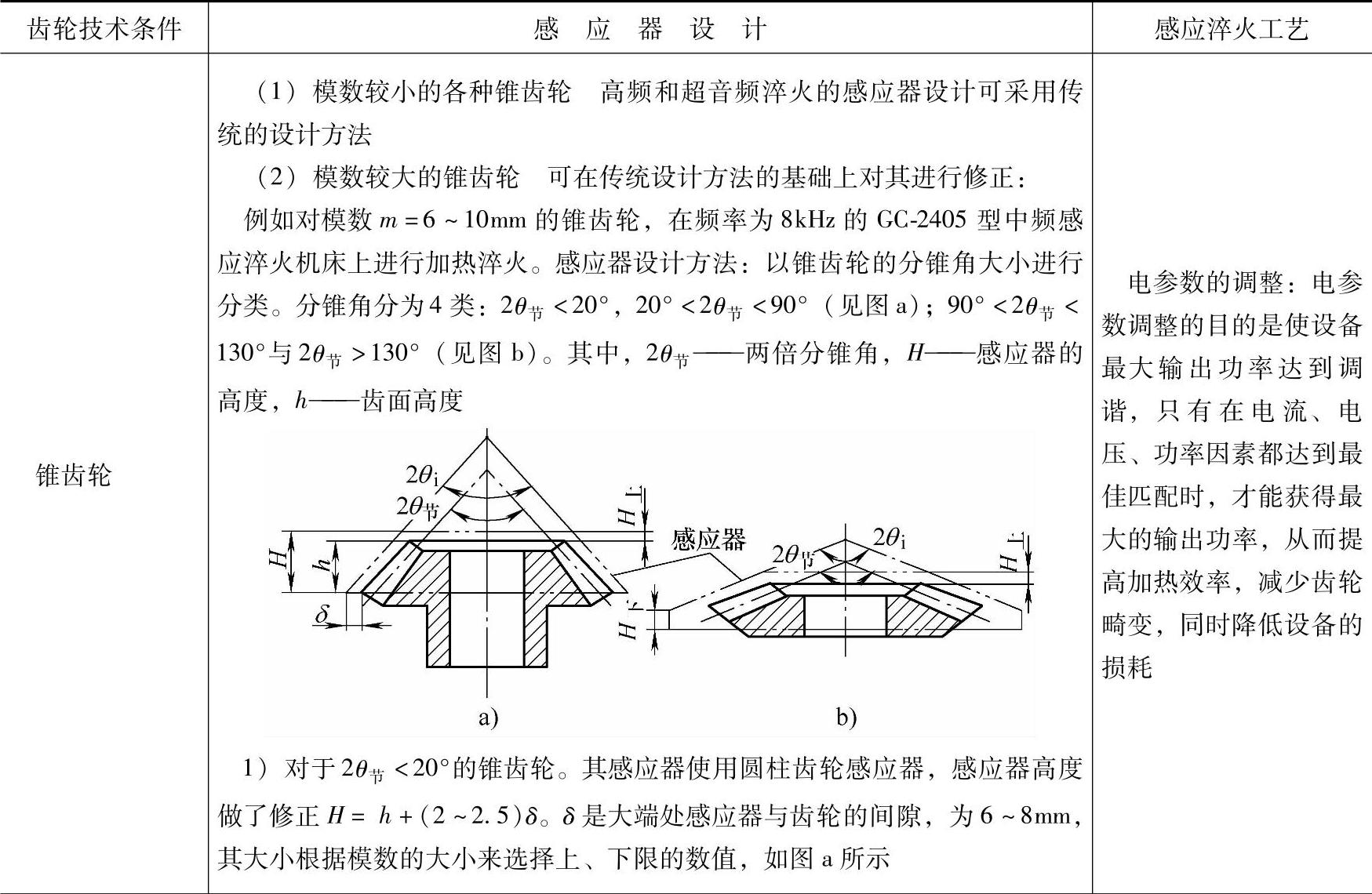
10.典型感应器设计及感应淬火工艺实例(见表6-77)
表6-77 典型感应器设计及感应淬火工艺实例
(续)

(续)

有关齿轮热处理手册的文章

齿轮常用的退火工艺有完全退火、去应力退火、等温退火等。完全退火工艺参数确定原则见表3-4,供齿坯退火时参考。奥氏体化保温后的齿轮应迅速转移到等温炉内进行等温。等温时间通常为3~4h,高合金钢5~10h或更长。齿轮经渗碳淬火后,畸变较小。图3-5 齿轮锻坯锻造余热等温退火工艺曲线......
2023-06-29

供齿轮淬火时参考。齿轮淬火的冷却方式如图3-14所示,中碳钢经最佳亚温淬火处理与调质处理后的性能对比见表3-39。表3-40 常用水溶液淬火冷却介质(配方)及其应用效果(续)3.齿轮的分级淬火工艺为了尽可能降低淬火时产生的内应力,常借助奥氏体等温转变来进行各种类型的分级和等温淬火,以减少齿轮淬火畸变。齿轮在等温淬火后不需再进行回火。图3-15 常用的球墨铸铁等温淬火工艺曲线图3-16 球墨铸铁齿轮等温淬火工艺曲线2)检验结果。......
2023-06-29

目前有部分大、中型齿轮采用固体渗碳工艺。表5-48 常用固体渗碳剂固体渗碳温度的选择 渗碳钢碳含量为0.15%~0.25%,其奥氏体化温度应在900℃以上,固体渗碳温度一般选择在900~950℃。当渗碳温度为930℃,渗层深度在0.8~1.5mm范围内时,出炉时间一般可按平均渗速0.10~0.15mm/h估算,并在预计出炉时间前0.5~1h检查试棒,渗层符合要求后即可出炉,渗碳箱出炉后,可根据情况选择放在空气中冷却到300℃以下,开箱取出齿轮,以防齿轮畸变等。......
2023-06-29

表5-110 预氧化两段快速渗氮工艺及效果5.齿轮的深层渗氮工艺齿轮接触疲劳强度与其硬化层深度/模数之比密切相关,为了提高齿轮承载能力和扩大应用范围,因而发展了深层渗氮工艺技术。常规渗氮层深度一般都小于0.6mm,而齿轮的深层渗氮可达1.1mm左右。美国费城齿轮公司生产的高参数齿轮中有43%采用渗氮处理,层深1mm的渗氮工艺周期为150h。......
2023-06-29

对此,应合理制订调质热处理工艺。大型齿轮调质热处理工艺 大型齿轮调质过程中,淬火加热时应采用分段加热方式,并应控制其升温速度,以减少畸变与开裂倾向。图4-4所示为大型齿轮调质分段加热曲线。4)大型零件回火温度与表面硬度的关系见表4-31,供齿轮调质回火时参考表4-31 大型零件回火温度与表面硬度的关系举例 大型齿轮调质工艺举例见表4-32。......
2023-06-29
球磨机和轧齿机齿轮、重型机械齿轮、蜗杆等只要设计合理,选材适当,经离子渗氮后的渗氮层就能够承受较大的载荷。齿轮剃齿后进行离子渗氮,减少了磨齿工序,优于高频感应淬火齿轮,降低噪声1~2dB。齿轮深层离子渗氮常用材料及预备热处理工艺见表7-60。......
2023-06-29

图7-7所示为双频感应淬火的几种齿轮仿形硬化层分布。东风汽车公司对材料为45钢、模数为3mm的齿轮进行双频感应淬火时,能够得到沿齿廓均匀分布的淬硬层,淬硬层深为0.8mm时具有最佳弯曲疲劳性能,与SCM420钢渗碳齿轮疲劳性能基本相当,疲劳极限可以达到1450MPa。例如,齿高为4.7mm,当齿根硬化层深度为0.55mm时,双频感应淬火的齿顶硬化层深度为1.54mm,仿形率为67.2%。......
2023-06-29
相关推荐