图7-7所示为双频感应淬火的几种齿轮仿形硬化层分布。东风汽车公司对材料为45钢、模数为3mm的齿轮进行双频感应淬火时,能够得到沿齿廓均匀分布的淬硬层,淬硬层深为0.8mm时具有最佳弯曲疲劳性能,与SCM420钢渗碳齿轮疲劳性能基本相当,疲劳极限可以达到1450MPa。例如,齿高为4.7mm,当齿根硬化层深度为0.55mm时,双频感应淬火的齿顶硬化层深度为1.54mm,仿形率为67.2%。......
2023-06-29
为了有效地防止合金钢齿轮及形状复杂齿轮感应淬火畸变与开裂,另一种沿齿沟加热及冷却的方式是在冷却液体(如油、水等)下进行,即齿轮整体埋在油(或水)里加热及冷却,淬火冷却介质一般为淬火油。水中加热淬火用于模数3mm以上的中碳钢齿轮淬火。油中加热淬火用于模数8mm以上的大齿轮淬火。
埋液感应淬火技术可满足冶金、矿山、石油化工等行业的大型轧机、推钢机、磨球机、混合机等传动齿轮中的直齿轮、斜齿轮、人字齿轮、多头蜗杆、锥齿轮及弧齿锥齿轮等表面淬火。
(1)齿轮埋液淬火机床 其主要由立柱、感应器及托架、行走床身、传动箱、尾座和淬火油箱组成。例如,某国产YMZ150型齿轮埋油淬火机床,可加工齿轮模数m=12~40mm、齿数z=16~150、螺旋角β=±(5°~30°)、直径为300~1500mm、长度L=4800mm、质量=5t。
埋液逐齿感应淬火机床示意图如图6-8所示。

图6-8 埋液逐齿感应淬火机床示意图
1—淬火油 2—齿轮 3—感应器
(2)埋液淬火感应器移动速度对硬化层深度的影响(见图6-9)
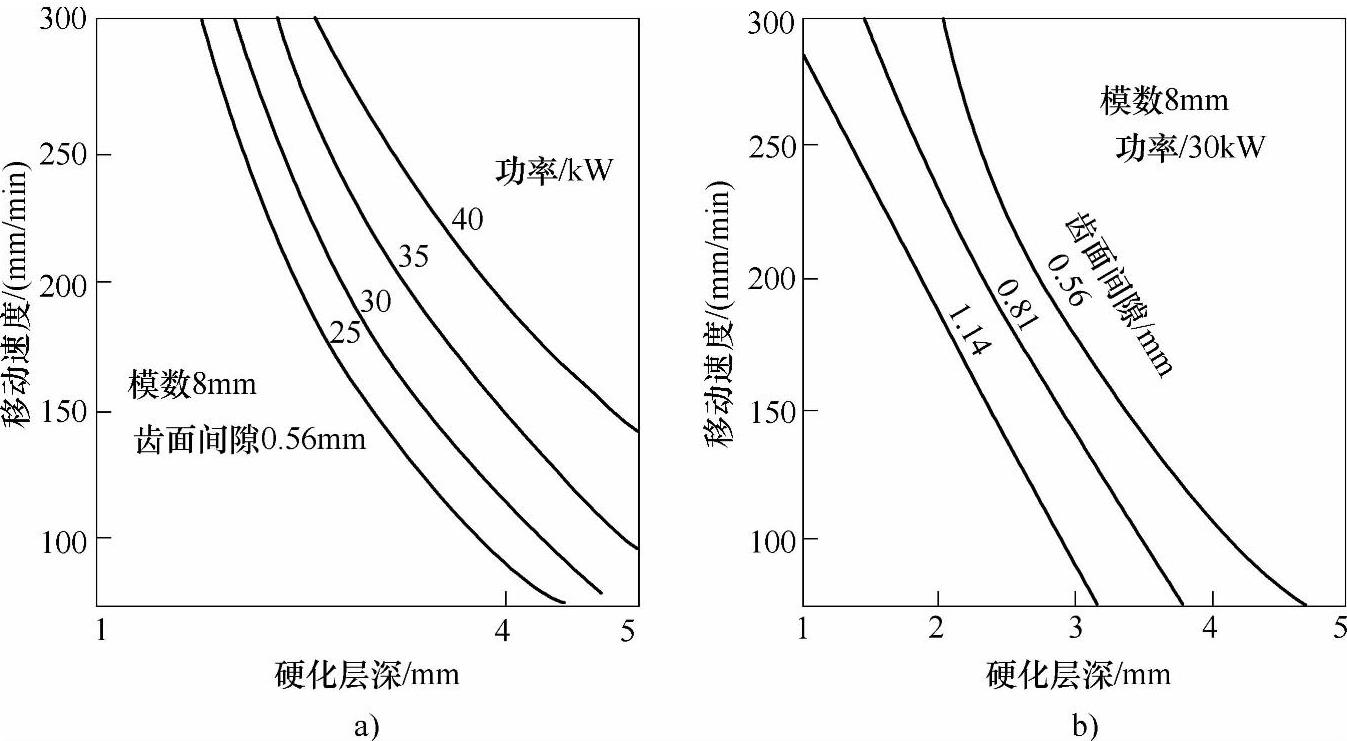
图6-9 埋液淬火感应器移动速度对硬化层深度的影响
a)间隙一定时功率变化 b)功率一定时间隙变化
埋液感应淬火时,虽然齿轮整体埋在淬火油里,但加热过程中,相邻齿面还是会受传导热影响而产生过度回火,故应采用侧喷冷却方法予以保护,如图6-10所示。
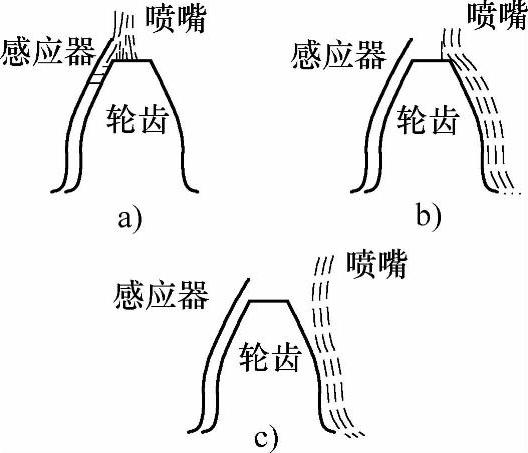
图6-10 侧喷冷却示意图
a)不正确 b)正确 c)不正确
(3)同齿定位埋油感应淬火工艺
1)同齿定位装置(见图6-11)。为获得沿齿廓分布的淬火层均匀一致、齿顶无邻齿回火效应,可采用同齿定位埋油感应加热连续淬火工艺。即将感应器和前、后定位块安装在一起并位于同一齿中,制造成多功能模块的同齿定位装置,并采用感应器自动调节、自动跟踪、外形采用仿形与渐开线相结合的方法,使淬火加热、冷却同时进行,实现连续感应淬火。同齿定位装置有效克服了隔齿定位装置所产生的淬火层硬度不均匀及邻齿回火现象
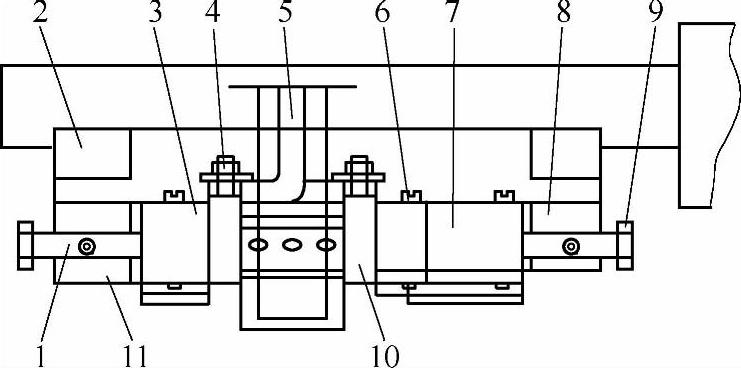
图6-11 同齿定位装置示意图
1、9—固定螺钉 2—基座 3—前定位块 4—感应器调节装置 5—感应器
6—弹性调节螺钉 7—后定位块 8、11—固定块 10—绝缘板
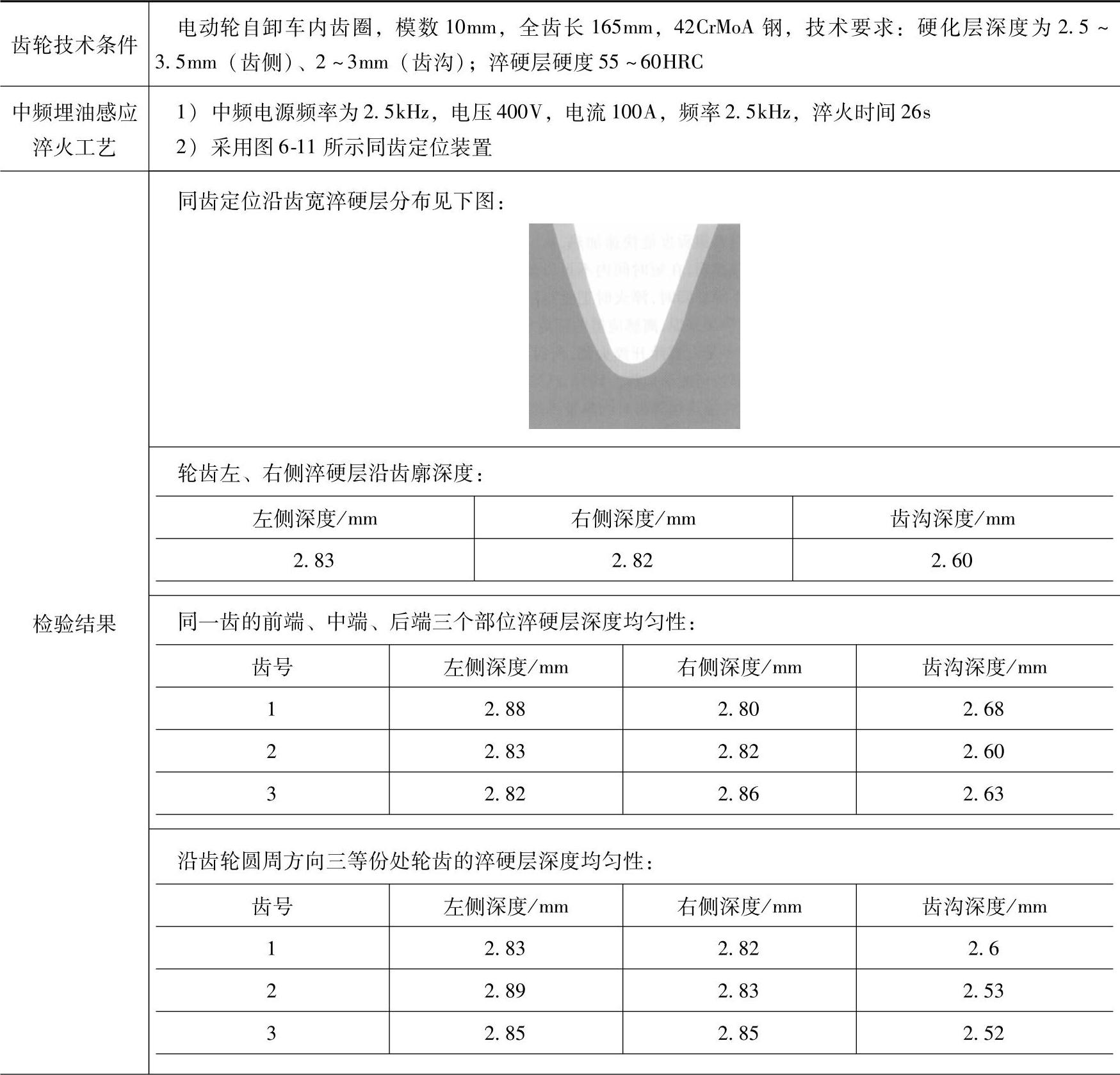
2)同齿定位埋油感应淬火工艺举例。电动轮自卸车内齿圈同齿定位埋油感应淬火工艺见表6-60。
表6-60 电动轮自卸车内齿圈同齿定位埋油感应淬火工艺
(续)

(4)齿轮中频埋液感应淬火实例(见表6-61)
表6-61 齿轮中频埋液淬火实例

(续)
有关齿轮热处理手册的文章

图7-7所示为双频感应淬火的几种齿轮仿形硬化层分布。东风汽车公司对材料为45钢、模数为3mm的齿轮进行双频感应淬火时,能够得到沿齿廓均匀分布的淬硬层,淬硬层深为0.8mm时具有最佳弯曲疲劳性能,与SCM420钢渗碳齿轮疲劳性能基本相当,疲劳极限可以达到1450MPa。例如,齿高为4.7mm,当齿根硬化层深度为0.55mm时,双频感应淬火的齿顶硬化层深度为1.54mm,仿形率为67.2%。......
2023-06-29

1.齿轮感应淬火的质量检验项目及要求齿轮感应淬火的检验项目、方法及要求见表8-36表8-36 齿轮感应淬火的检验项目、方法及要求2.齿轮感应淬火外观质量检验表8-37 齿轮感应淬火外观质量检验(续)3.齿轮感应淬火(回火)表面硬度检查表8-38 齿轮感应淬火(回火)表面硬度检查4.有效硬化层深度的测定感应淬火齿轮的硬化层深度,目前绝大多数是通过切割样件规定的检验部位来测量。......
2023-06-29
供齿轮淬火时参考。齿轮淬火的冷却方式如图3-14所示,中碳钢经最佳亚温淬火处理与调质处理后的性能对比见表3-39。表3-40 常用水溶液淬火冷却介质(配方)及其应用效果(续)3.齿轮的分级淬火工艺为了尽可能降低淬火时产生的内应力,常借助奥氏体等温转变来进行各种类型的分级和等温淬火,以减少齿轮淬火畸变。齿轮在等温淬火后不需再进行回火。图3-15 常用的球墨铸铁等温淬火工艺曲线图3-16 球墨铸铁齿轮等温淬火工艺曲线2)检验结果。......
2023-06-29

而采用低淬透性钢如55Ti、60Ti、65Ti及70Ti,经中频感应淬火后其硬化层可近似达到轮廓硬化、而轮齿心部仍保持原有强韧性的要求。国外如俄罗斯等有成熟低淬透性钢种与应用技术。我国低淬透性钢的牌号和化学成分见表7-23。而采用低淬透性钢并进行感应淬火后,可以获得良好的综合效益:①提高零件使用寿命;②取消渗碳工艺;③节省贵重的合金元素Cr、Ni、Mo等,降低材料成本。低淬透性钢齿轮感应淬火实例见表7-27。......
2023-06-29

齿轮的感应淬火方法与适用范围见表6-28。表6-30 感应淬火时淬火冷却介质的冷却方式及冷却特性(续)4)齿轮感应淬火时的冷却方法及所用淬火冷却介质见表6-31。表6-34为感应淬火工件炉中回火工艺参数。表6-35为常用钢种在感应淬火后回火温度与硬度的关系。......
2023-06-29
在感应淬火时,容易出现局部烧损和裂纹。对此,可选用较高密度的粉末冶金材料。同时(铁基)粉末冶金齿轮感应加热后,采用聚合物水溶液,如质量分数为8%~9%UconE聚合物水溶液,可以有效提高感应淬火质量,解决其感应淬火裂纹问题。表6-56 粉末冶金齿轮高频感应淬火工艺实例......
2023-06-29

渗碳焊接齿轮在加热或淬火冷却时开裂倾向很大,因此应尽可能将内外圈和辐板处焊缝的拉应力减小到最低限度。实例1 大型焊接齿轮,齿圈选用低碳优质合金钢20CrNi2MoA;轮辐和筋板采用Q235AF钢;轮毂采用ZG35铸钢。齿轮渗碳淬火畸变情况检验见表5-66。齿轮渗碳淬火后略呈椭圆和喇叭状,其圆度为1.51mm,锥度平均为1.8mm。图5-9 大型焊接齿轮渗碳工艺曲线图5-10 大型焊接齿轮高温回火工艺曲线图5-11 大型焊接齿轮淬火工艺曲线图5-12 随炉试样有效硬化层硬度梯度曲线......
2023-06-29
相关推荐