气体氮碳共渗可以显著提高齿轮的耐磨性、抗胶合和抗擦伤能力、耐疲劳性能及耐腐蚀性能。目前,气体氮碳共渗工艺广泛应用于轿车、轻型客车变速器齿轮等零件中。常用材料气体氮碳共渗的技术参数见表5-120。......
2023-06-29
齿轮的碳氮共渗主要是采用气体碳氮共渗工艺。
1.碳氮共渗技术参数的选择
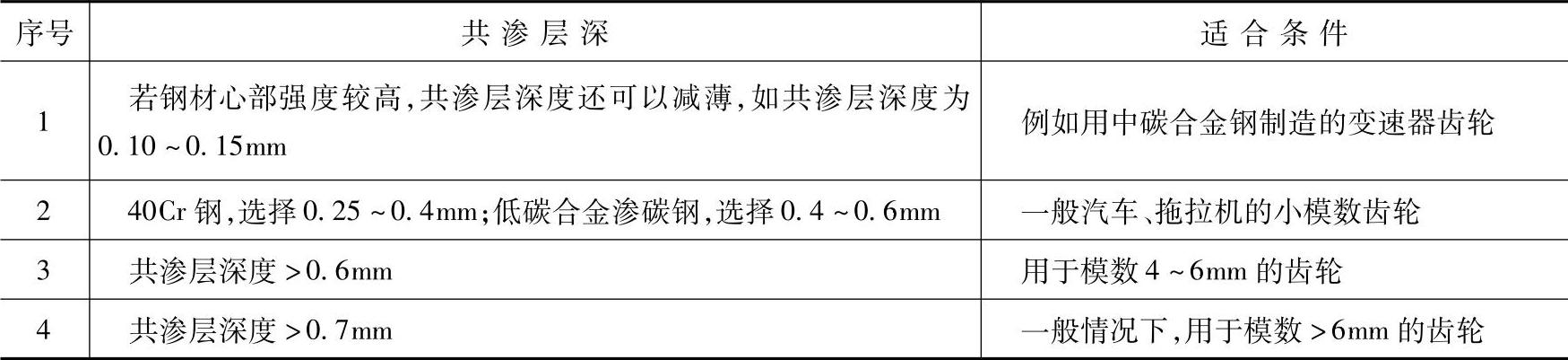
(1)碳氮共渗层深度的选择 共渗层深度应与齿轮服役条件、承载能力和钢材成分相适应一般都较浅,通常控制在0.20~0.75mm范围内。当心部的碳含量较高或齿轮承载较轻时,如40Cr钢制汽车齿轮等,渗层应薄一些,通常小于0.5mm;心部碳含量较低、齿轮承受重载时如高速大功率柴油机传动齿轮渗层应厚一些,通常大于0.75mm。齿轮碳氮共渗层深度的选择见表5-75。
表5-75 齿轮碳氮共渗层深度的选择
(2)表面碳氮含量的选择 一般推荐共渗层表面的最佳碳、氮含量为w(C)0.70%0.95%和w(N)0.10%~0.40%。
2.碳氮共渗工艺参数的选择
(1)碳氮共渗温度的选择 生产中多在820~880℃的温度范围内进行中温碳氮共渗。齿轮的碳氮共渗温度的选择见表5-76。
表5-76 齿轮的碳氮共渗温度的选择

(2)碳氮共渗时间的选择 碳氮共渗时间主要取决于共渗温度、齿轮所要求的共渗层深度共渗介质的碳势和氮势、钢材的化学成分等。当共渗温度和共渗介质一定时,共渗时间与共渗层深度的关系式为

式中 x——共渗层深度(mm);
τ——共渗时间(h);
K——共渗系数,与共渗温度、共渗介质和钢种有关。常用钢材的K值见表5-77
表5-77 常用钢材的K值

碳氮共渗时间与温度及要求层深等因素有关,在840~850℃共渗时共渗层深度与共渗时间的关系见表5-78。
表5-78 碳氮共渗层深度与共渗时间的关系

(3)碳氮共渗介质及其流量
1)常用气体碳氮共渗剂的组成见表5-79
表5-79 常用气体碳氮共渗剂的组成

(续)
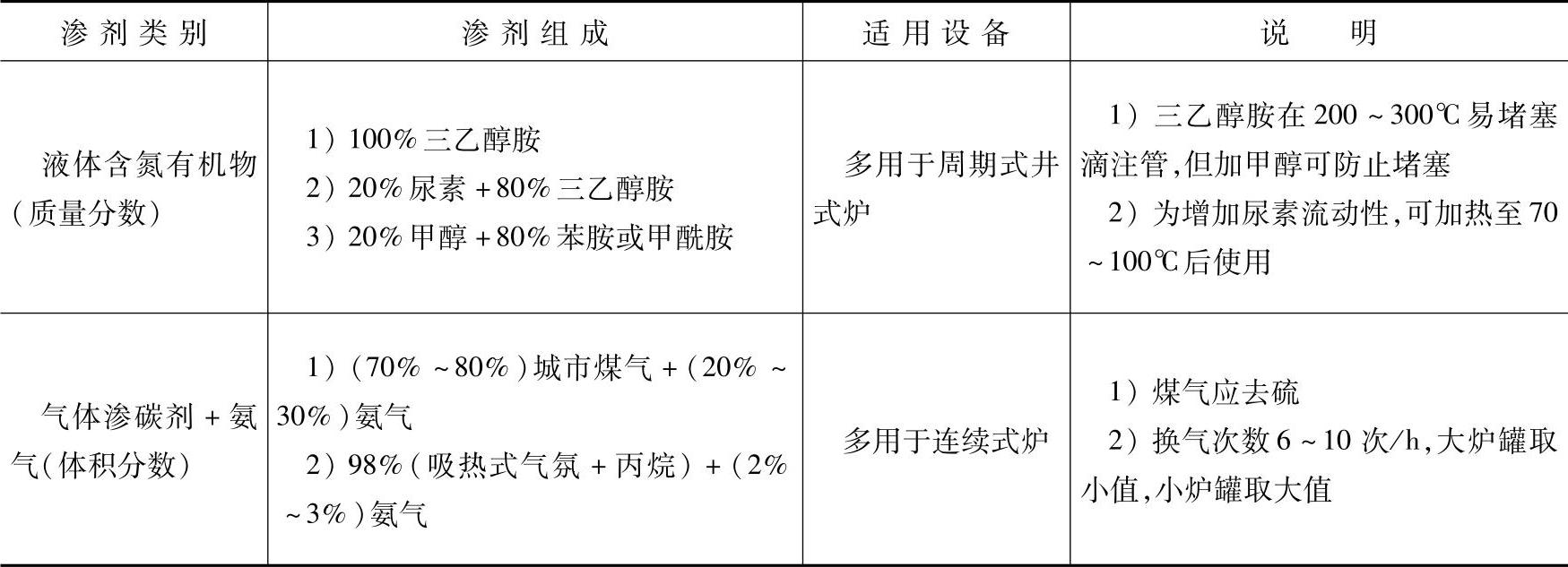
注:共渗介质可参见JB/T 9209—2008《化学热处理渗剂 技术条件》
2)碳氮共渗介质流量。使用煤油+氨气时,氨气应占炉气总体积的25%~35%为宜,当采用稀释气(如RX气体)的介质共渗时,氨气应占炉气总体积的2%~10%为宜。井式炉气体碳氮共渗时,不同阶段介质的滴量见表5-80。
表5-80 井式炉气体碳氮共渗时,不同阶段介质的滴量

碳氮共渗时,在共渗20min后取气进行分析,其炉气组分应基本上符合表5-81的数值
表5-81 碳氮共渗时的炉气组分(体积分数)(%)

注:共渗20min后,取气分析,末期φ(CO2)=0.4%,φ(CO)=20%,φ(CH4)=1.2%,φ(H2)=34.2%
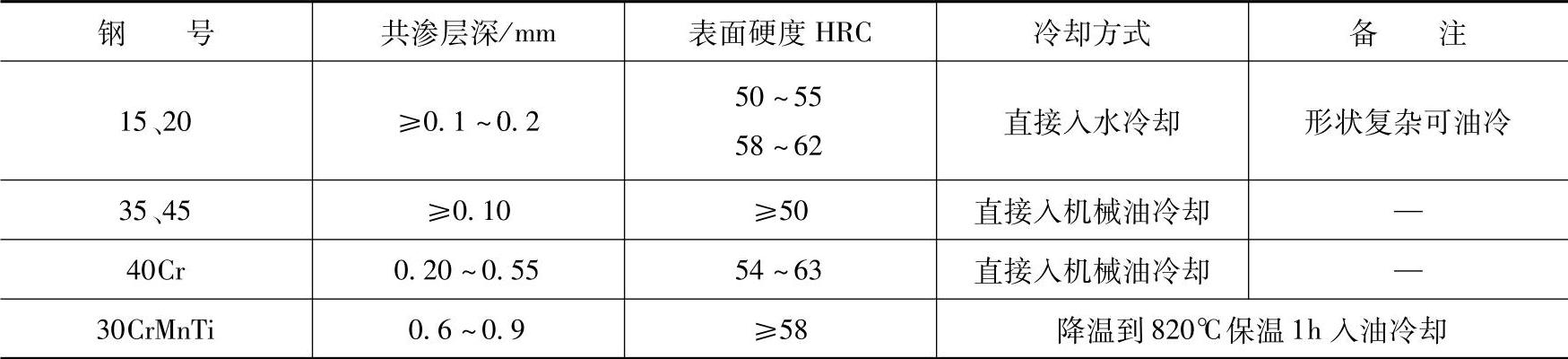
(4)气体碳氮共渗后的冷却方式(见表5-82)
表5-82 气体碳氮共渗后的冷却方式
(5)常用结构钢齿轮碳氮共渗工艺参数(见表5-83)
表5-83 常用结构钢齿轮碳氮共渗工艺参数

3.齿轮在连续式渗碳炉中碳氮共渗工艺
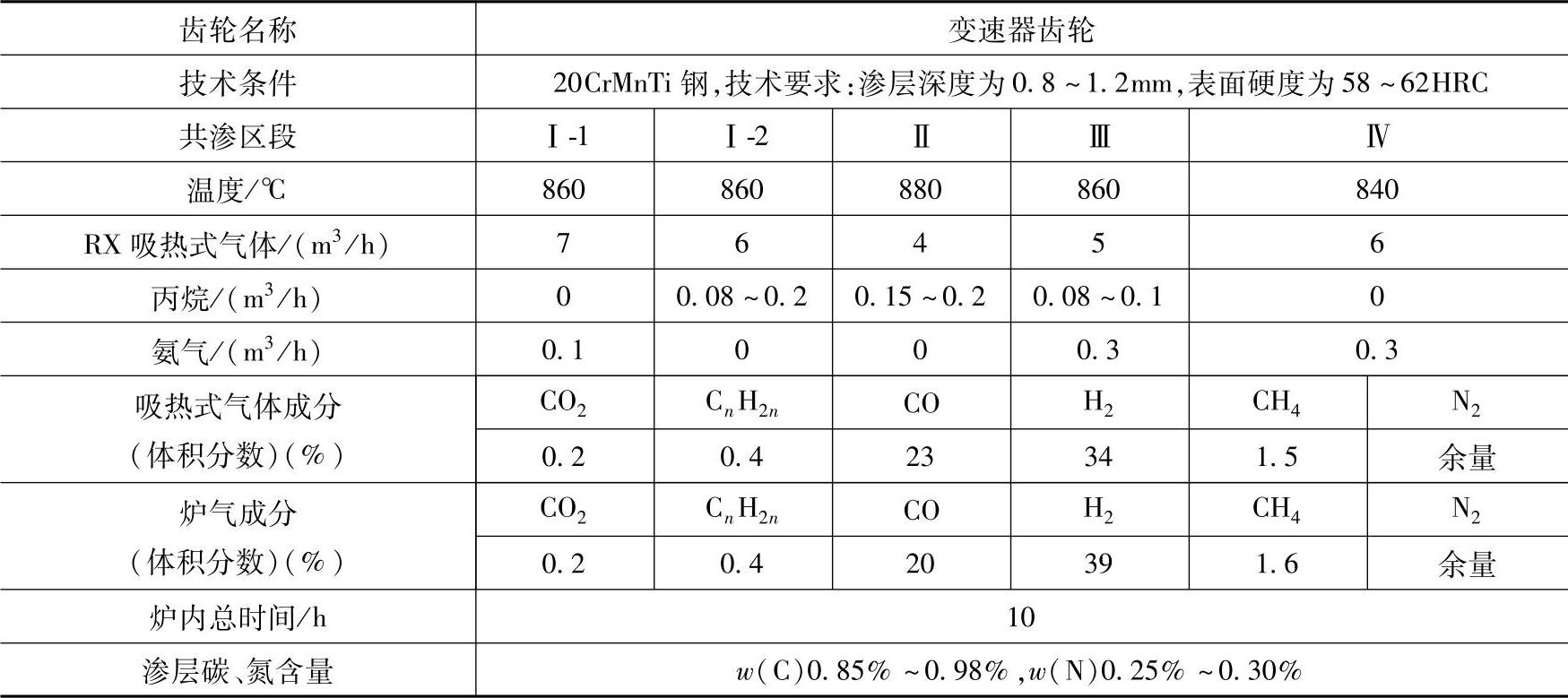
齿轮在连续式渗碳炉中碳氮共渗工艺举例。见表5-84所列实例
表5-84 齿轮在连续式渗碳炉中碳氮共渗工艺举例
4.齿轮在密封箱式炉中的碳氮共渗工艺
齿轮在密封箱式炉中碳氮共渗工艺举例。见表5-85所列实例
表5-85 齿轮在密封箱式炉中碳氮共渗工艺举例

5.碳氮共渗工艺在密封箱式炉和连续式渗碳炉中的应用
齿轮在密封箱式炉、连续式渗碳炉中碳氮共渗工艺应用实例见表5-86
表5-86 齿轮在密封箱式炉、连续式渗碳炉中碳氮共渗工艺应用实例

6.齿轮在井式气体渗碳炉中的碳氮共渗工艺
碳氮共渗法分为一段法和两段法,一段法用于处理容易畸变的薄件或小件,两段法多用于大型零件的处理。
(1)煤油+氨气碳氮共渗工艺 在RQ型井式气体共渗炉中煤油和氨气的用量见表5-87。
表5-87 在RQ型开式气体共渗炉中煤油和氨气的用量

注:表中数据来自工厂生产工艺;煤油每15~18滴为1mL
(2)吸热式气氛(RX)+富化气+氨气的碳氮共渗工艺 JT-60型井式炉碳氮共渗工艺参数见表5-88。
表5-88 JT-60型井式炉碳氮共渗工艺参数

注:吸热式气体成分为φ(CO2)≤1.0%,φ(O2)=0.6%,φ(CnH2n)=0.6%,φ(CO)=26%,φ(CH4)=4%~8%
φ(H2)=16%~18%,N2余量。
(3)齿轮在井式渗碳炉中的碳氮共渗工艺举例(见表5-89)
表5-89 齿轮在井式渗碳炉中的碳氮共渗工艺举例

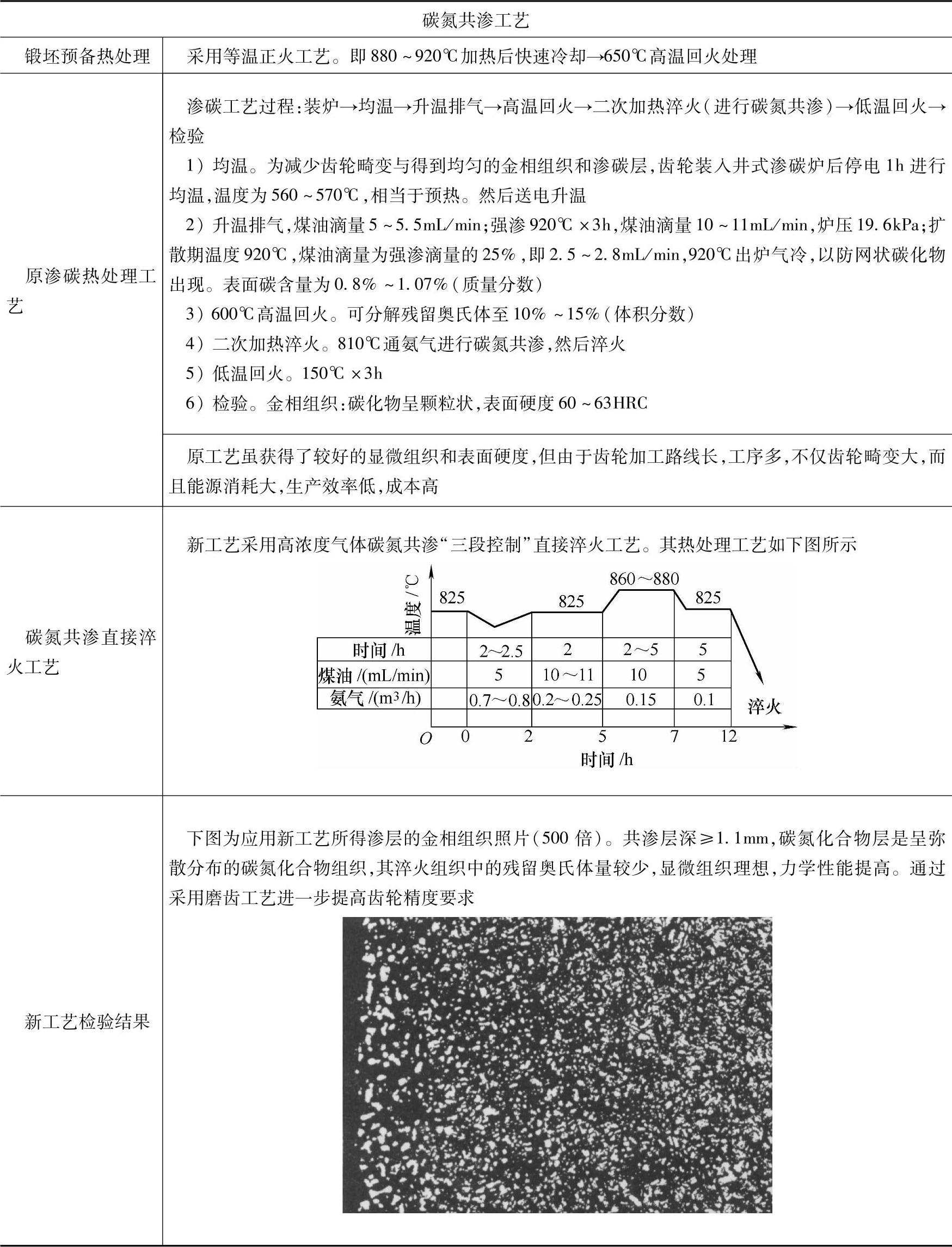
7.齿轮的高浓度气体碳氮共渗工艺
(1)高浓度气体碳氮共渗 高浓度(过饱和)碳氮共渗是指在高的碳势、氮势下,使工件表层形成相当数量的细小颗粒状、弥散分布的碳氮氧化物(碳化物),使共渗层碳、氮含量达到很高的数值(碳的质量分数>2%,氮的质量分数为0.3%左右),它显示出比普通渗碳、碳氮共渗更加优异的耐磨性、耐蚀性,更高的接触疲劳强度与弯曲疲劳强度,较高的冲击韧性与较低的脆性,同时还具有处理温度较低(800~860℃)、齿轮畸变小等优点。
高浓度气体碳氮共渗的层深由共渗温度及保温时间而定。对高负荷工件层深可取0.7~0.8mm,对低负荷工件层深可取0.4~0.6mm。
(2)应用实例 国内某特种车辆制造公司对坦克车齿轮用20Cr2Ni4A钢,研制出“三段控制”碳氮共渗工艺。即对坦克车齿轮采用碳氮共渗直接淬火工艺代替渗碳加二次加热淬火工艺其应用实例见表5-90。
表5-90 高浓度气体碳氮共渗工艺应用实例

(续)
有关齿轮热处理手册的文章

气体氮碳共渗可以显著提高齿轮的耐磨性、抗胶合和抗擦伤能力、耐疲劳性能及耐腐蚀性能。目前,气体氮碳共渗工艺广泛应用于轿车、轻型客车变速器齿轮等零件中。常用材料气体氮碳共渗的技术参数见表5-120。......
2023-06-29

可用于精密齿轮氮碳共渗。供齿轮氮碳共渗时选用。其中,渗氮包括液体渗氮、液体氮碳共渗等。QPQ盐浴氮碳共渗技术用途 主要用于要求高耐磨、高耐蚀、耐疲劳、微畸变的各种钢铁及铁基粉末冶金件等。常用材料QPQ处理工艺参数及效果表5-129 常用材料QPQ处理工艺参数及效果QPQ盐浴氮碳共渗技术、应用与检验表5-130 QPQ盐浴氮碳共渗技术、应用与检验......
2023-06-29

在奥氏体状态下同时将碳、氮渗入工件表层,并以渗碳为主的化学热处理工艺称为碳氮共渗。深层碳氮共渗渗层深度可达3mm左右,用于承受载荷较大的工件。碳氮共渗介质的加入量按每小时为炉膛体积的3~8倍,小型设备取下限。气体碳氮共渗温度 对碳钢和低合金钢,共渗温度常用840~860℃。表2-25 不同钢种的K值两阶段气体碳氮共渗时,第一、二阶段的时间基本相等,第二阶段时间包括中间降温时间。......
2023-06-24

与渗碳和渗氮相比,碳氮共渗在工艺与渗层性能两方面均有其独特之处。碳氮共渗兼有两者的优点。碳氮共渗可分为固体碳氮共渗、液体碳氮共渗和气体碳氮共渗,目前主要为气体碳氮共渗。为获得良好的力学性能,必须严格控制碳氮共渗表层的碳氮含量。图5-361018钢和8620钢在845℃碳氮共渗4h后渗层中的碳、氮含量和硬度梯度2)气体碳氮共渗工艺在共渗剂一定时,共渗温度不同,渗层中碳、氮含量及渗层深度将不同。......
2023-06-24

图9-8 渗碳淬火齿轮齿角碳化物形貌 400×图9-9 渗碳淬火齿轮节圆碳化物形貌 400×图9-10 渗碳淬火主动弧齿锥齿轮的失效形态气体和固体渗碳齿轮表面碳化物过多原因与对策见表9-27表9-27 气体和固体渗碳齿轮表面碳化物过多原因与对策(续)2)渗碳淬火齿轮表面出现内氧化和非马氏体组织原因与对策。气体和固体渗碳淬火齿轮心部组织不良原因与对策见表9-34。......
2023-06-29

齿轮常用的渗氮工艺有气体渗氮、离子渗氮、气体氮碳共渗等。渗氮齿轮热处理缺陷主要有表面硬度、渗氮层、金相组织方面缺陷,以及畸变、裂纹等。表9-42 齿轮的气体渗氮硬度缺陷与对策(续)2.齿轮的气体渗氮金相组织缺陷与对策正常的渗氮层组织特征:化合物层致密、较薄,扩散层无不良氮化物形态出现,渗层组织均匀,渗层厚度均匀一致。......
2023-06-29
表5-110 预氧化两段快速渗氮工艺及效果5.齿轮的深层渗氮工艺齿轮接触疲劳强度与其硬化层深度/模数之比密切相关,为了提高齿轮承载能力和扩大应用范围,因而发展了深层渗氮工艺技术。常规渗氮层深度一般都小于0.6mm,而齿轮的深层渗氮可达1.1mm左右。美国费城齿轮公司生产的高参数齿轮中有43%采用渗氮处理,层深1mm的渗氮工艺周期为150h。......
2023-06-29

工件表层同时渗入氮和碳,并以渗氮为主的化学热处理工艺称为氮碳共渗。根据渗剂不同,可以分为固体氮碳共渗、液体氮碳共渗、气体氮碳共渗。氮碳共渗温度 氮碳共渗温度一般为570℃。对于高速钢刀具,氮碳共渗时间一般不要超出1.5h,目的是减少脆性。渗后冷却 氮碳共渗后工件一般应快冷。图2-41 氨气分解率与白亮层厚度的关系注:渗剂为氨+酒精,氮碳共渗工艺为570℃×3h。表2-26 常用材料气体氮碳共渗后渗层深度和表面硬度(续)......
2023-06-24
相关推荐