为了改善齿轮齿面和齿根渗碳均匀性,进一步采用了一种“小脉冲强渗+扩散”的模式,一般每一个小脉冲强渗时间为50s左右,脉冲间隔时间为10s左右,渗碳效果很好,如图7-17所示。国内摩托车齿轮利用连续式真空炉渗碳淬火已取得明显效果。......
2023-06-29
齿轮高温渗碳用钢都是含有Al和N本质细晶粒钢,如15CrNi6、16MnCr5、18CrNi8 17CrNiMo6、20MnCr5钢等。16MnCr5钢和17CrNiMo6钢都有两个不同的品种。特别是17CrNiMo6钢,其两个品种的Al/N含量比值分别为4.1和2.2。
2.齿轮的高温渗碳工艺
在1010℃以上高温渗碳比在850~930℃常规渗碳工艺时间缩短30%甚至50%以上,可显著降低成本和能源消耗。
按普遍应用的哈里斯(F.E.Harris)公式,钢的渗碳层深度δ(mm)与渗碳时间t(h)的
关系取决于温度T(K,开尔文),即

式中,K=660×e-8287/T。通过K=660×e-8287/T可以看出,在一定温度T渗碳时,K是常数。K随温度的升高而明显增大,也就是说在相同渗碳时间下温度稍许提高,渗层就显著变厚。由此关系可知随着渗碳温度的提高,渗碳时间明显缩短。例如把渗碳温度由常用的930℃提高到1040℃,可减少渗碳时间50%。提高渗碳温度,常数K的增长速率远大于加热设备电耗的增加(见图5-6),故节能效果显著
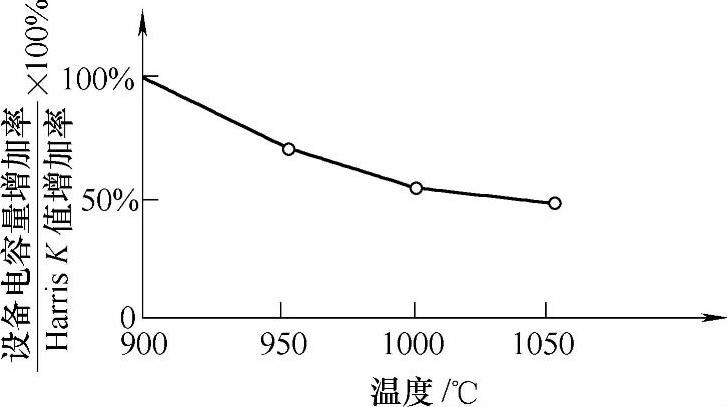
图5-6 渗碳时哈里斯(Harris)的K值(δ=K t)
随着要求的渗碳层深度的增加,高温渗碳所节省的时间越加显著(见表5-59),并且提高渗碳后的直接淬火温度也可显著缩短周期时间。
高温渗碳可以选择的设备有真空渗碳炉、盐浴炉及高温可控气氛多用炉等。
表5-59 高温渗碳所节省的时间与层深的关系

3.高温渗碳技术应用举例(见表5-60)
表5-60 高温渗碳技术应用举例
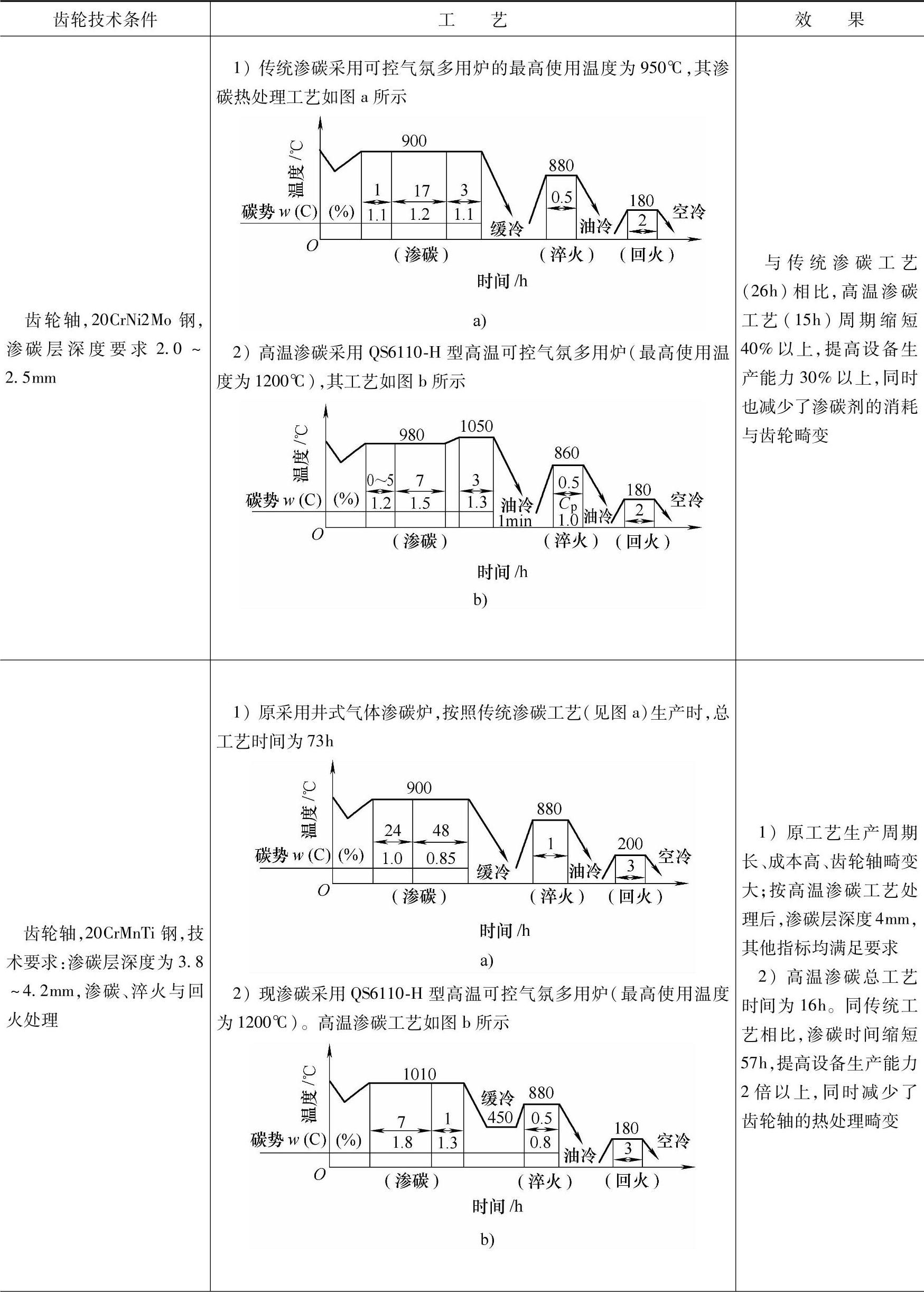
(续)

注:表中Cp表示碳势
有关齿轮热处理手册的文章

为了改善齿轮齿面和齿根渗碳均匀性,进一步采用了一种“小脉冲强渗+扩散”的模式,一般每一个小脉冲强渗时间为50s左右,脉冲间隔时间为10s左右,渗碳效果很好,如图7-17所示。国内摩托车齿轮利用连续式真空炉渗碳淬火已取得明显效果。......
2023-06-29
图6-39 720mm×760mm×1600mm 等离子成型喷涂钨坩埚快速成型技术是20世纪80年代末期开始研究的一种高新技术。热喷涂技术应用于快速成型的有电弧喷涂技术、冷气动力喷涂技术和等离子喷涂技术。......
2023-06-18

对渗碳齿轮进行感应淬火,还能够免除局部渗碳时的镀铜或涂覆防渗涂料的工序。齿轮渗碳后感应淬火技术应用实例见表7-28。加热过程通入NH3进行渗氮。利用高频电流感应加热,加速了NH3的分解,加快了吸附过程,形成了大的浓度梯度,可缩短工艺过程4/5~5/6。通过改变加热温度、时间和通入的NH3流量可得到不同的渗层深度和渗层硬度。......
2023-06-29

目前有部分大、中型齿轮采用固体渗碳工艺。表5-48 常用固体渗碳剂固体渗碳温度的选择 渗碳钢碳含量为0.15%~0.25%,其奥氏体化温度应在900℃以上,固体渗碳温度一般选择在900~950℃。当渗碳温度为930℃,渗层深度在0.8~1.5mm范围内时,出炉时间一般可按平均渗速0.10~0.15mm/h估算,并在预计出炉时间前0.5~1h检查试棒,渗层符合要求后即可出炉,渗碳箱出炉后,可根据情况选择放在空气中冷却到300℃以下,开箱取出齿轮,以防齿轮畸变等。......
2023-06-29

表5-56为几种盐浴渗碳剂的成分,可供齿轮渗碳时参考。表5-56 几种盐浴渗碳剂的成分液体渗碳 表5-57列出了各种液体渗碳盐浴的组成和使用效果。表5-57 各种液体渗碳盐浴的组成和使用效果① 渗碳剂:70%木炭粉+30%NaCl。⑤ 用黄血盐配制的渗碳盐浴也属于此类,因在高温下会分解产生氰盐,应注意操作安全和妥善处理废盐。......
2023-06-29

将RFID技术与制造技术相结合,可有效提升制造效率、制造品质和企业管理水平。RFID技术在智能制造中的应用主要有以下几个方面:1.RFID技术的数字化车间RFID在数字化车间中的应用主要包括产品管理、设备智能维护、车间混流制造。目前,RFID技术已经在车间物流管理、SCM及物流园管理中得到成功应用,可进一步推广应用到制造企业全物流管理系统中。......
2023-06-23

相关推荐