常用气体渗碳方法及其工艺特点、适用范围表5-18 常用气体渗碳方法及其工艺特点、适用范围(续)常用气体渗碳剂的特性 气体渗碳使用的渗碳剂可分为两大类。图5-3所示为现代化计算机控制的直生式气氛渗碳工艺控制原理图。......
2023-06-29
1.渗碳层深度与渗碳温度
齿轮渗碳温度常用900~930℃。渗碳层深度与渗碳温度的关系见表5-14,可供齿轮渗碳时参考。
表5-14 渗碳层深度与渗碳温度的关系

2.渗碳气氛碳势
目前齿轮多采用气体渗碳,渗碳阶段的炉气组分应基本上符合表5-15的数值
表5-15 渗碳阶段的炉气组分(体积分数)(%)

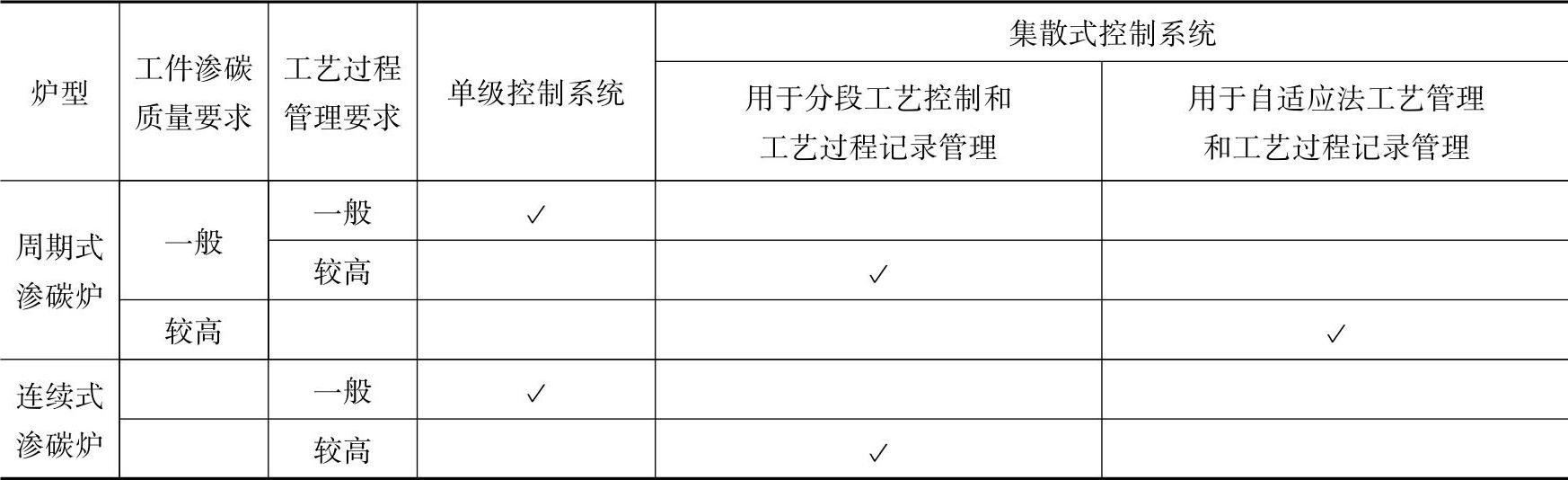
渗碳过程中的碳势控制是工艺的关键所在,目前齿轮渗碳基本上已实现了微机碳势控制,使渗碳质量稳定性得到大幅度提高。渗碳控制系统分为单级控制系统和集散式控制系统。渗碳控制系统的配制,可根据齿轮种类、生产量及对质量的要求,参考表5-16进行选择。
表5-16 渗碳控制系统的配制
3.渗碳时间
1)渗碳时间主要根据渗层深度确定,且与渗碳温度及炉内气氛等因素有关。在某一给定条件下,渗层深度与渗碳时间存在以下关系:
式中 δ——渗碳层深总深度(mm);
τ——渗碳时间(h);
K——与渗碳温度有关的系数,870℃时K=0.457,900℃时K=0.533,925℃时K=0.635
2)简单计算渗碳和扩散时间公式如下式:
Tc=Tt×(D/C)2式中 Tc——渗碳时间(h);
Tt——渗碳时间+扩散时间(h);
D——扩散终了时的表面碳量和材料的碳含量之差(质量分数)(%);
C——初始碳势和材料碳含量之差(质量分数)(%)。
举例:在927℃渗碳,取总渗碳层深度1.6mm,使表面碳量达到0.80%(质量分数),按碳势w(C)为1.00%的气体渗碳时间和按碳势w(C)为0.8%的气体扩散时间可用下述方法求得即由哈里斯(F.E.Harris)求得的渗碳时间-温度-渗碳深度的关系(见表5-17),可知要求得到1.6mm的渗碳层需要6h。
由上式计算:
Tc=6×(0.80-0.19/1.00-0.19)2=3.4h式中 0.19——材料的原始碳的质量分数(%)。
因而在碳势w(C)为1.00%下渗碳3.4h,然后在碳势w(C)为0.80%下,再进行6h-3.4h=2.6h的扩散,就可得到表面碳的质量分数为0.80%、总渗碳层深度为1.6mm的渗碳件。
上述公式适合于渗碳层深度较浅的渗碳场合,而较深的渗碳场合,则产生较大的偏差。
表5-17 渗碳温度-时间-总渗碳层深度的关系(摘取部分)

有关齿轮热处理手册的文章

常用气体渗碳方法及其工艺特点、适用范围表5-18 常用气体渗碳方法及其工艺特点、适用范围(续)常用气体渗碳剂的特性 气体渗碳使用的渗碳剂可分为两大类。图5-3所示为现代化计算机控制的直生式气氛渗碳工艺控制原理图。......
2023-06-29

渗碳钢残留奥氏体量需要对渗碳齿轮所承受载荷的性质和大小等具体情况分析后,方可确定。表5-9 渗碳齿轮表层残留奥氏体的选择表5-10 国内外对渗碳齿轮残留奥氏体的要求4.表面碳(氮)含量、表面硬度、表层组织及心部硬度要求渗碳齿轮的表面碳(氮)含量、表面硬度、表层组织及心部硬度要求见表5-11国内外渗碳淬火齿轮心部硬度参考值见表5-12。......
2023-06-29

灌浆参数一般包括以下方面:钻孔孔深、孔距、孔位布置;灌浆压力;灌浆帷幕厚度;浆液选择;灌浆历时、复灌次数、复灌间隔时间等。适宜的孔距也可通过灌浆试验确定。灌浆的序数,应根据被灌坝段的长短而定,一般要求序数不要过多,以免灌浆机械过多地搬迁,影响工效。在坝体灌浆中,泥浆的黏度一般要控制在20~100s之间,其值的选用与裂缝的宽度、渗漏通道的大小、灌浆压力等因素有关。......
2023-06-29

为了改善齿轮齿面和齿根渗碳均匀性,进一步采用了一种“小脉冲强渗+扩散”的模式,一般每一个小脉冲强渗时间为50s左右,脉冲间隔时间为10s左右,渗碳效果很好,如图7-17所示。国内摩托车齿轮利用连续式真空炉渗碳淬火已取得明显效果。......
2023-06-29

对渗碳齿轮进行感应淬火,还能够免除局部渗碳时的镀铜或涂覆防渗涂料的工序。齿轮渗碳后感应淬火技术应用实例见表7-28。加热过程通入NH3进行渗氮。利用高频电流感应加热,加速了NH3的分解,加快了吸附过程,形成了大的浓度梯度,可缩短工艺过程4/5~5/6。通过改变加热温度、时间和通入的NH3流量可得到不同的渗层深度和渗层硬度。......
2023-06-29

为了严格控制温度,应当采取合理措施。正确选择载热体对加热过程的安全也很重要。为了保证安全,应尽量减少开停车次数,经常分析核对气体含量,并设置联锁装置,控制好原料的投料配比。可燃或易燃物与氧化剂的反应,要严格控制氧化剂的投料量和投料速度。在某一比例下能形成爆炸性混合物的生产过程,其物料配比应严格控制在爆炸极限范围以外。......
2023-10-28

目前有部分大、中型齿轮采用固体渗碳工艺。表5-48 常用固体渗碳剂固体渗碳温度的选择 渗碳钢碳含量为0.15%~0.25%,其奥氏体化温度应在900℃以上,固体渗碳温度一般选择在900~950℃。当渗碳温度为930℃,渗层深度在0.8~1.5mm范围内时,出炉时间一般可按平均渗速0.10~0.15mm/h估算,并在预计出炉时间前0.5~1h检查试棒,渗层符合要求后即可出炉,渗碳箱出炉后,可根据情况选择放在空气中冷却到300℃以下,开箱取出齿轮,以防齿轮畸变等。......
2023-06-29

相关推荐