浇注系统中须设置过滤网13;在中央圆套筒部位上方,须设集渣包12,以提高集渣能力,防止产生夹渣等铸造缺陷。适当提高铁液的过热程度,是获得优质铸件的必要条件。......
2023-07-02
大齿轮(直径≥100mm)调质处理时,由于受淬透性、散热条件及淬火冷却介质的限制,心部允许有部分下贝氏体、细珠光体或铁素体及上贝氏体组织;同时,大件内部缺陷较多,容易造成较大的内应力,所以开裂的倾向较大。对此,应合理制订调质热处理工艺。
(1)大型齿轮调质热处理工艺 大型齿轮调质过程中,淬火加热时应采用分段加热方式,并应控制其升温速度,以减少畸变与开裂倾向。图4-4所示为大型齿轮调质分段加热曲线。
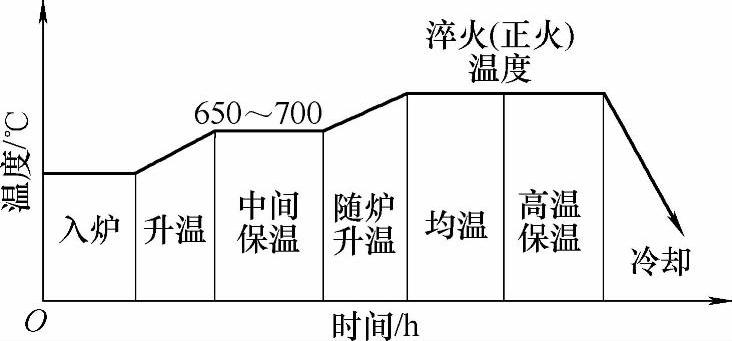
图4-4 大型齿轮调质分段加热曲线
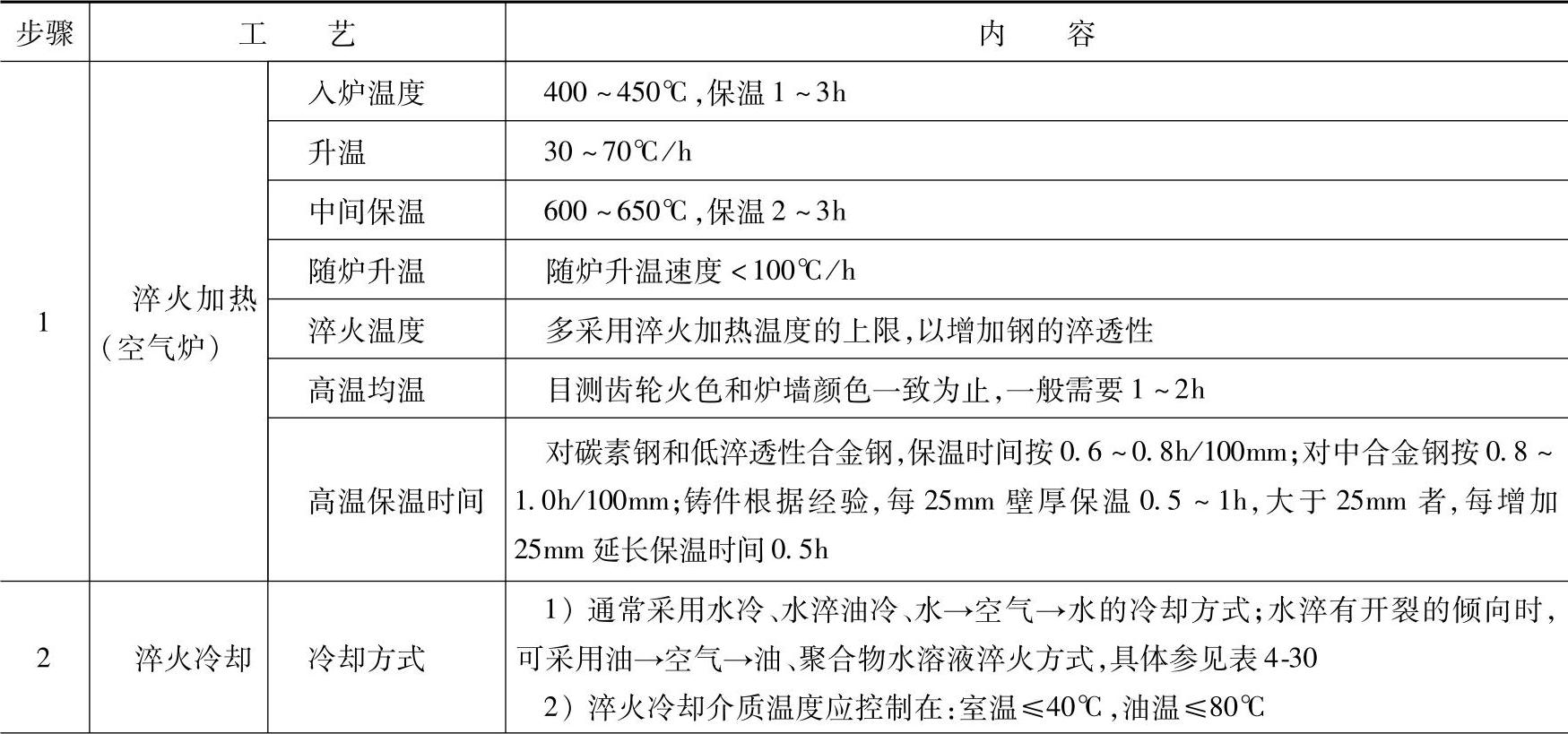
1)大型齿轮的调质工艺设计见表4-28
表4-28 大型齿轮的调质工艺设计
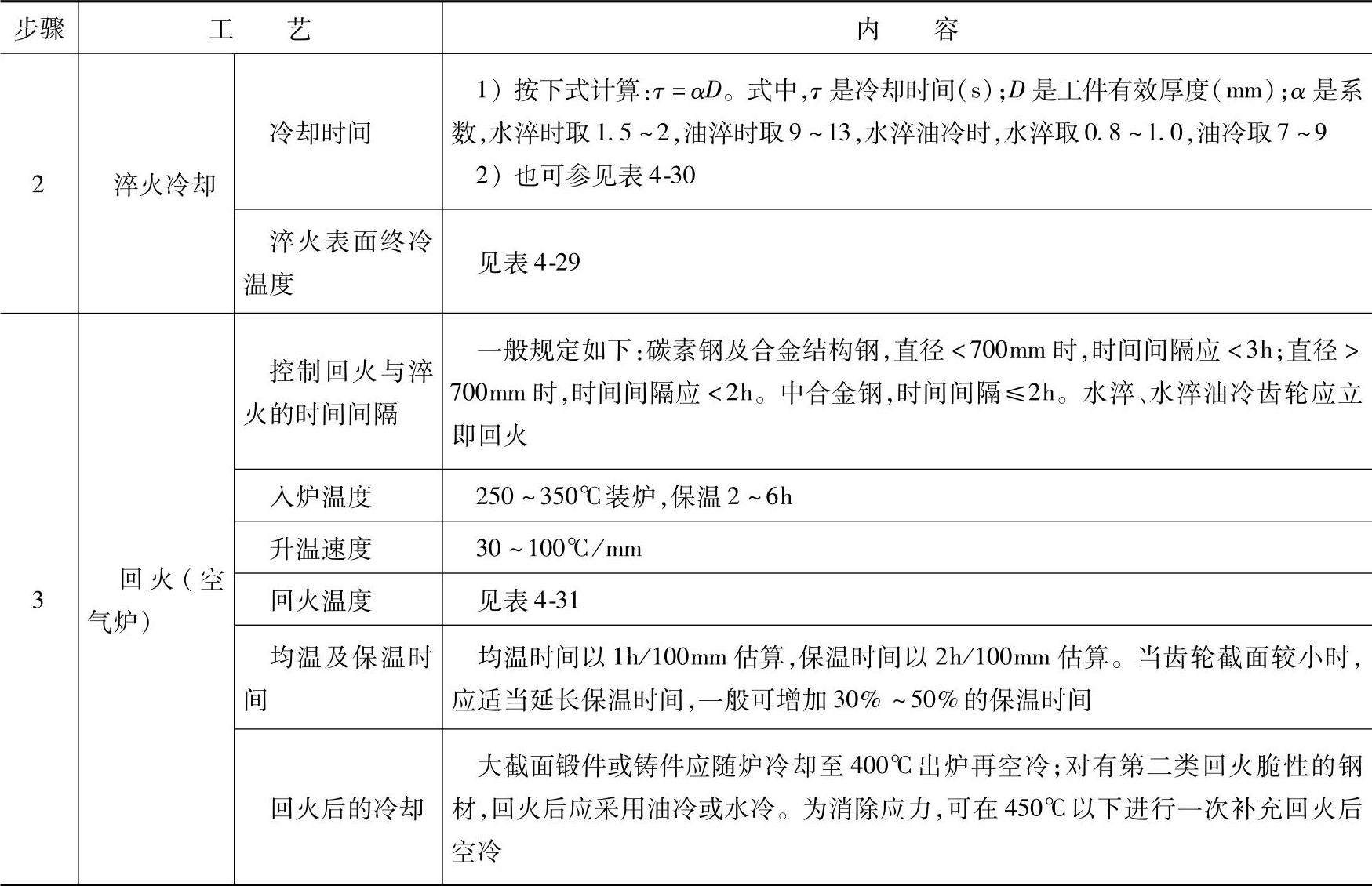
(续)
2)大型零件淬火表面终冷温度见表4-29,供齿轮调质淬火冷却时参考
表4-29 大型零件淬火表面终冷温度

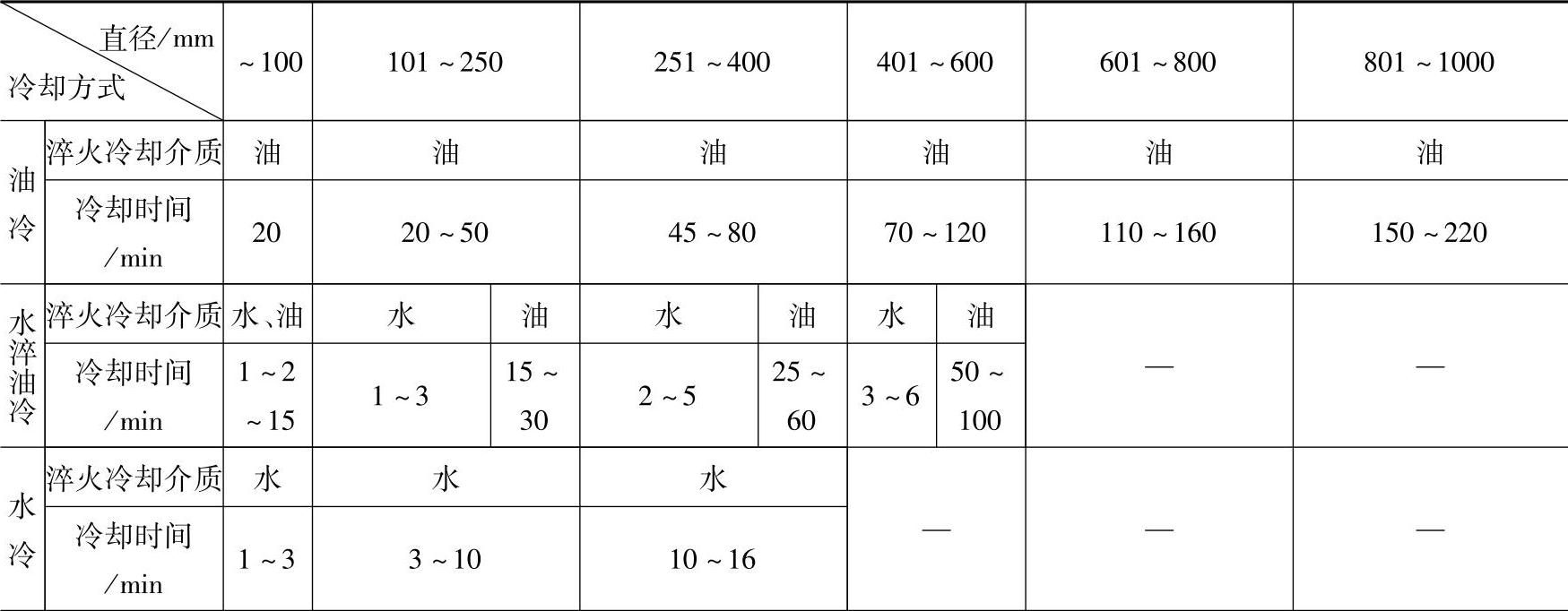
3)大型零件淬火冷却时的冷却时间见表4-30,供齿轮调质淬火冷却时参考
表4-30 大型零件淬火冷却时的冷却时间
(续)

注:1)碳素钢及低合金钢冷却时间用下限,中合金钢用上限。
2)截面尺寸为401~600mm,水-油冷却仅适用于碳素结构钢及低合金结构钢
3)工件装载垫板上淬火时适当延长淬火时间。
4)淬火前油温不大于80℃,水温15~35℃。
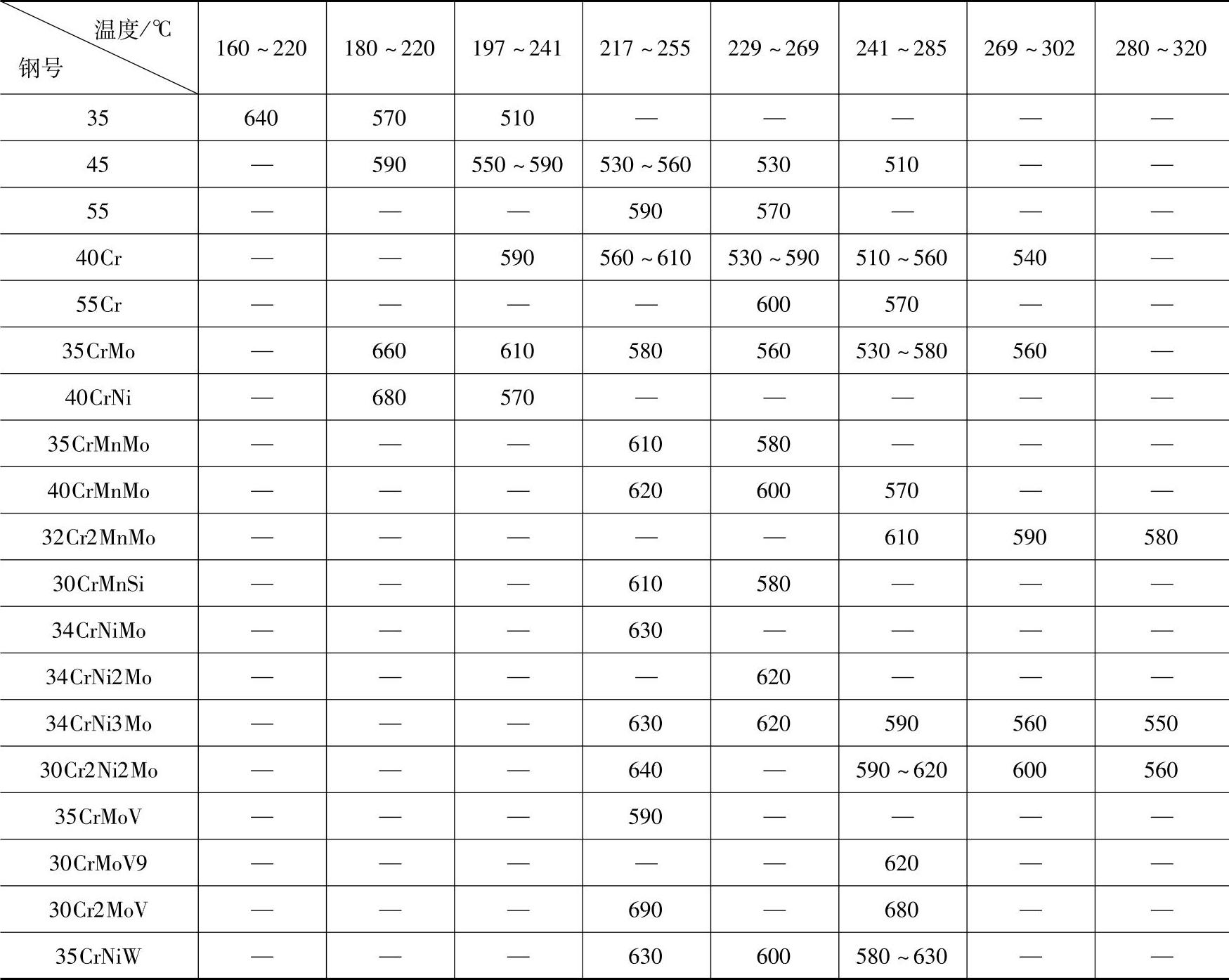
4)大型零件回火温度与表面硬度的关系见表4-31,供齿轮调质回火时参考
表4-31 大型零件回火温度与表面硬度的关系(硬度 HBW)
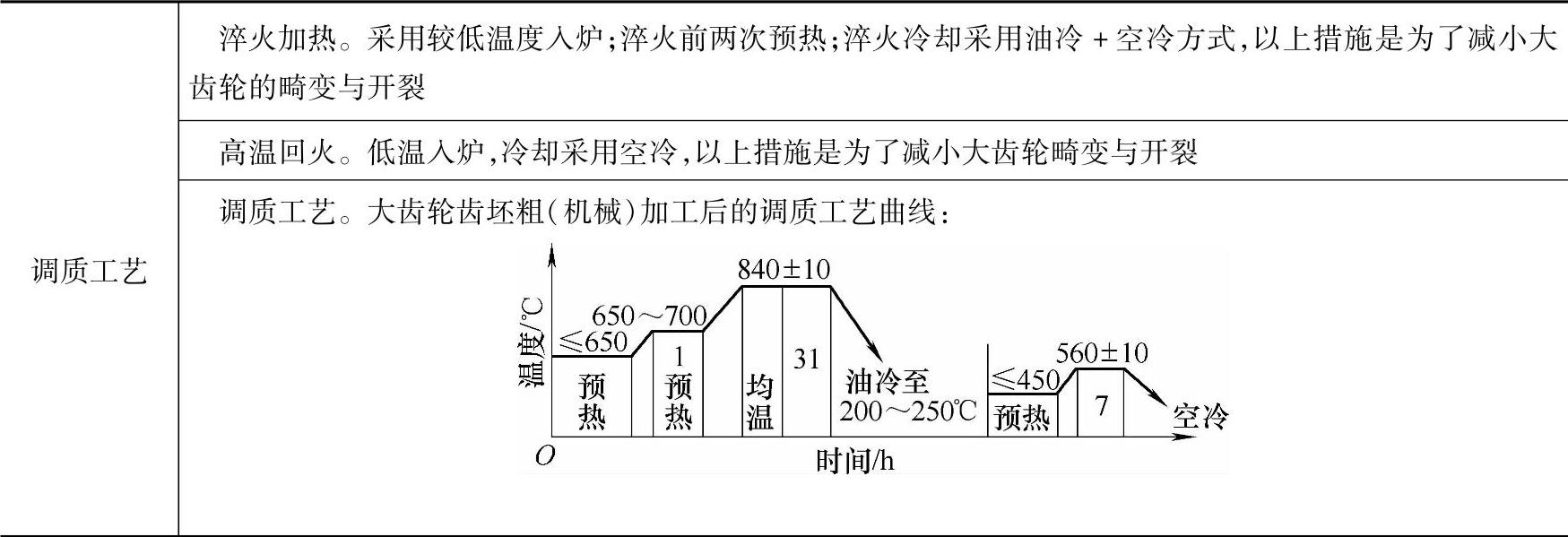
(2)举例 大型齿轮调质工艺举例见表4-32。
表4-32 大型齿轮调质工艺举例

(续)
有关齿轮热处理手册的文章

浇注系统中须设置过滤网13;在中央圆套筒部位上方,须设集渣包12,以提高集渣能力,防止产生夹渣等铸造缺陷。适当提高铁液的过热程度,是获得优质铸件的必要条件。......
2023-07-02

调质既可作为齿轮最终热处理,有时也可用来作为预备热处理,如合金钢制造的齿轮经调质处理后,可减少后序淬火时的畸变。1)齿轮调质工艺参数的选择原则见表4-12。表4-22 铸造低合金钢件调质淬火温度表4-23 铸造低合金钢件调质回火温度表4-24 铸造低合金钢件调质规范之一注:适用于ZG50Mn2等铸钢件在铸造后的直接调质,采用温水40~50℃断续冷却表4-25 铸造低合金钢件调质规范之二表4-26 铸造低合金钢件调质规范之三(续)......
2023-06-29

工频感应电炉常用于熔炼锡青铜,它可有效减少甚至避免偏析现象的产生,熔炼时多采用木炭或碳质材料如石油焦等作为覆盖剂。硅青铜的熔炼特点与铝青铜相似,其熔体的吸气性比较强。......
2023-06-22
电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和流量、喷涂距离。由此可见,电弧电压对喷涂质量影响很大,在保证电弧稳定燃烧的前提下,应选择尽可能低的喷涂电压值。表2-7 常用材料的喷涂工作电压2.工作电流用于电弧喷涂的电源应具有平特性或略带上升的外特性,喷涂过程中,电弧电压保持不变,工作电流随送丝速度的增大而增大。......
2023-06-18

镍基合金含有Al、Ti等易氧化元素,与钢铁合金相比,熔体的粘度较大,导热性差,电阻大,因此在选择电渣重熔工艺参数时有其自身的特点。表5-5 镍基合金电渣重熔所用组元在不同渣系中的含量2)渣系中各组元的作用。Al2O3:增加渣系的电阻,提高渣温和熔化速度。确定熔炼电流与电压,进行电渣重熔1)选择工作电流I。熔炼期的电流称为工作电流,工作电流大小一般由电极的电流密度来确定。......
2023-06-22

表5-12 钛合金铸造用铝基中间合金的配制工艺(续)(续)(续)① 配制铝钒中间合金时,因金属钒价格昂贵,而V2O5价格低廉,故应尽量使用V2O5而不使用金属钒作炉料,以简化工艺降低成本。......
2023-06-26
盘式送粉机的粉末流量和速度由小闸门开启程度、圆盘转速和辅助送粉气的流量共同决定。图4-1-11 送粉机的原理示意图a)盘式送粉机 b)轮式送粉机图4-1-12 激光填丝焊送丝系统的结构工艺介质输送系统的最后输出端与光束聚焦系统固定在一起,并构成了激光工作头。......
2023-06-26
图7-6 NexaTM 1.2kW自治运行的功率模块,空气回路中使用膜交换器恰如其名,焓轮由一个表面涂敷干燥剂的多孔圆柱制成的旋转部件构成,在铸模内缓慢旋转,并通过它来改善水交换。一些模型给出了焓轮的旋转速度控制,为水交换量提供了一个控制变量。与需要水容器的系统相比,这种装置简化了系统结构,减少了部件数量。它们不需要冷凝器,几乎不消耗能量,并可以从尾气中回收部分焓。这些参数取决于尾气温度和湿度,即电池的工作点[GLI 05,STU 08]。......
2023-06-22
相关推荐